















































Чести проблеми при заваръчния процес с роботи
Ефектът от заваряването с роботи се влияе от множество фактори. Много клиенти срещат различни проблеми, преди да овладеят използването на заваръчните роботи. Тези проблеми обикновено се дължат на неправилна експлоатация или неподходящи настройки на робота и могат да бъдат решени чрез подходящи корекции. По-долу ще прегледаме някои често срещани проблеми, възникващи при използването на заваръчни роботи, и техните решения.
I. Неуспешно запалване на дъгата по време на заваряване
1. Дъгата все още не е запалена

Причина: В програмата липсва съответната команда за запалване на дъгата преди изпълнението на командата за прекратяване на дъгата.
Решение: Проверете дали е добавена допълнителна команда за прекратяване на дъгата или допълнителна команда за иницииране на дъгата.
2. Неуспешно иницииране на дъга, грешка при детектиране на сигнал

Метод за отстраняване на неизправностите:
1) Проверете настройката за време на прекъсване на заварката на параметричната страница. Обикновено подходяща е настройка от 5000 ms.
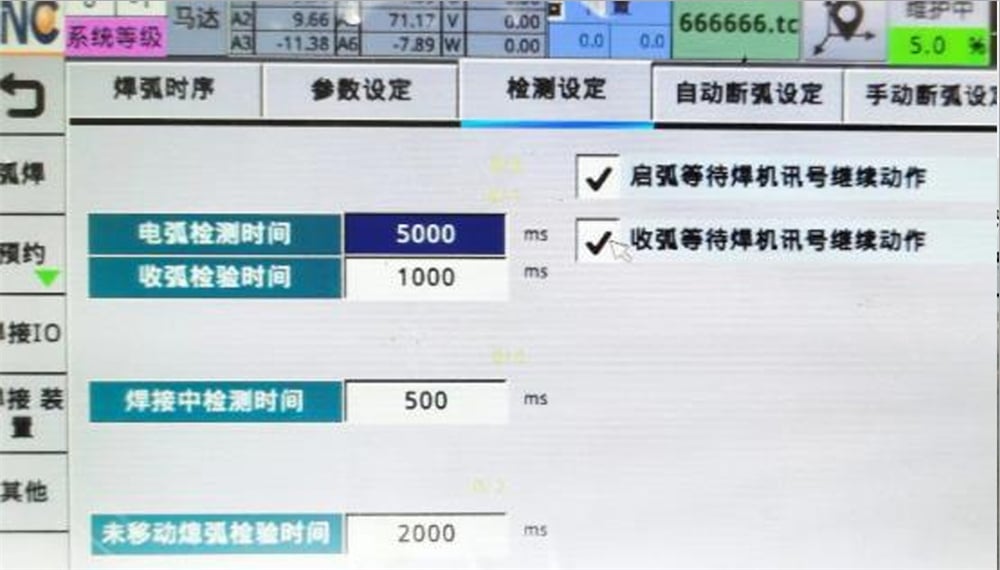
2) Проверете дали сигналът от заваръчния апарат се предава успешно към системата.
3) Проверете дали работната част е заземена.
3. Възникване на дъга и прекъсване на заваръчната жица
Причини:
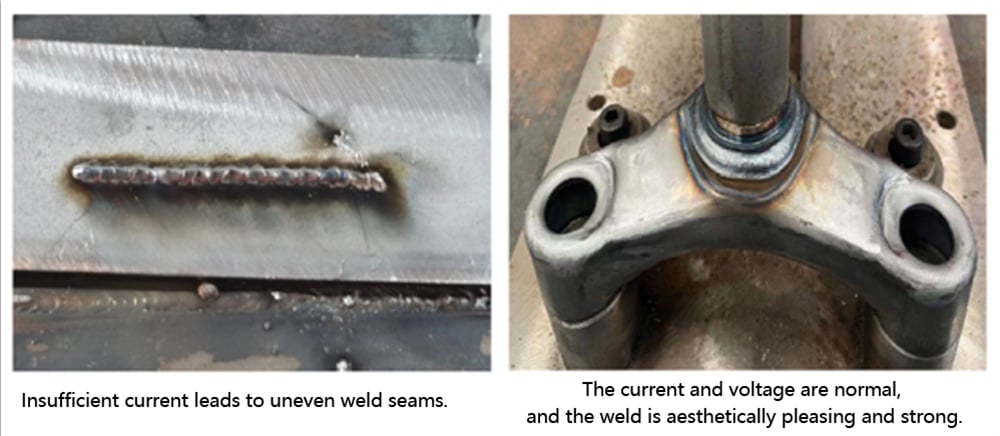
1) Несъответствие между тока и напрежението
Решение: Трябва да зададем подходящи стойности за ток и напрежение според действителната дебелина на работната част и заваръчния апарат.
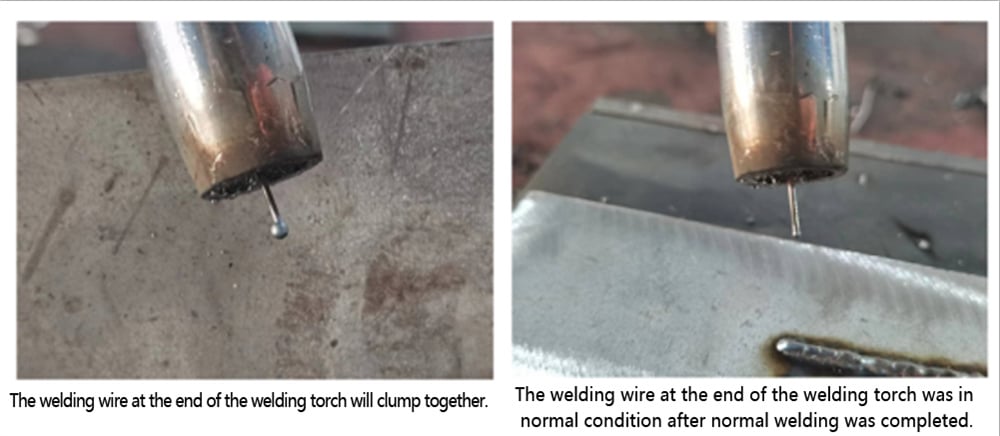
2) Дължината на заваръчната жица е твърде голяма.
Решение: Обикновено дължината на изпълнението на заваръчната жица трябва да е от 10 до 15 пъти диаметърът ѝ. Изберете подходяща дължина на заваръчната жица според нейния диаметър.
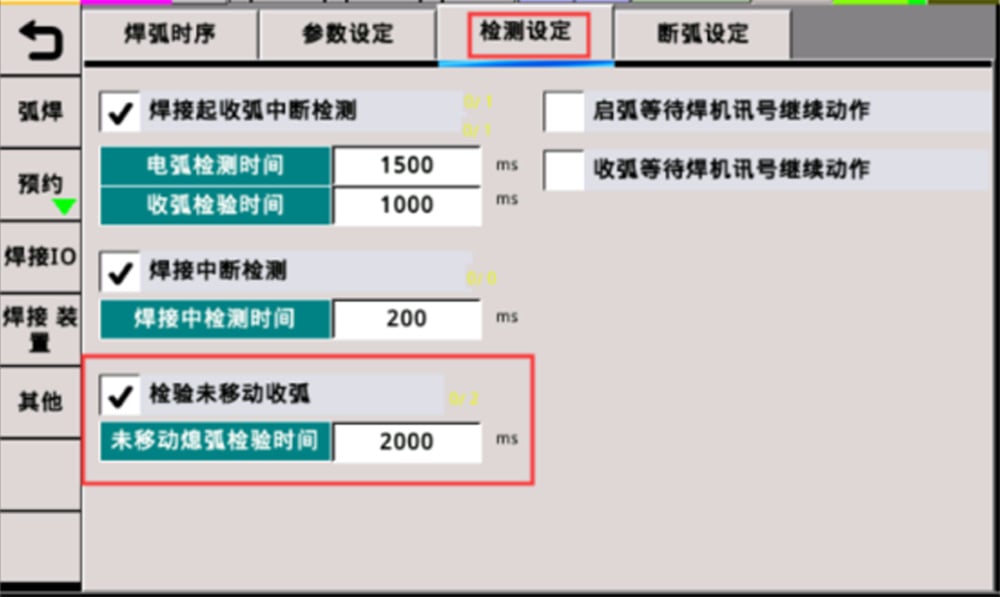
4. Автоматично гасене на дъгата след запалването ѝ.

Диагностика на неизправности: Проверете дали има проблем със зададеното време в параметрите и дали заваръчната горелка се е преместила.
II. Прекъсване на дъгата по време на заваряване.
Причини:
1. Заваръчната жица не докосва работната част, което предизвиква аларма за прекъсване на дъгата.
Решение: Отново нагласете положението на заваръчната жица и работната част, за да се осигури пълен контакт по време на заваряване. (Обаче жицата не трябва да е твърде близо до работната част, тъй като това може да доведе до пробиване.)
2. Неподходяща заваръчна траектория води до сблъскване на заваръчната горелка и нейното автоматично издигане.
Решение: Задайте отново заваръчната траектория.
3. Лош контакт между положителния и отрицателния електроди на заваръчния апарат.
Решение: Проверете свързаността на положителния и отрицателния електроди.
III. Причини за неуспешно гасене на дъгата след заваряване:
1. Неуспех при прекратяване на дъгата поради грешка в детектирането на сигнала.
Причина: Сваръчната машина не е получила сигнал от робота, което води до неуспех при прекратяването на дъгата от страна на робота.
Устраняване на проблеми:
(1) Проверете дали параметрите за настройка са разумни.
(2) Проверете входно-изходните (IO) сигнали и дали сигнала за точка I при прекратяване на дъгата е аномален. Ако сигнала за точка I винаги показва „включено“...
(3) Проверете дали има късо съединение в веригата и дали заземителният кабел е свързан неправилно.
2. След започване на дъгата не е зададена команда за нейното прекратяване.

Причина: Когато този алармен сигнал се появи на учителската панел (teach pendant), проверете дали е била забравена командата за прекратяване на дъгата.
Решение: Добавете команда за прекратяване на дъгата след командата за започване на дъгата в програмата.
Тази статия основно представя проблеми, свързани със започването, прекратяването и прекъсването на дъгата по време на процеса на заваряване със заваръчни роботи. Потребителите могат да използват предложените решения, ако се сблъскат с такива проблеми. Ако проблемът не може да бъде решен, моля, потърсете помощ от техническия персонал на JUGAO.
Роботът за заваряване е автоматизиран робот, който интегрира множество функции за заваряване, като газозащитно заваряване, аргонова дъгова заварка, плазмено рязане и лазерно заваряване. Той се отличава с висока гъвкавост, силна адаптивност, висока ефективност при заваряване и стабилно качество на заварките и може да се използва широко в различни области, като машиностроение, автомобилостроене, прецизна електроника и въгледобив.

