















































Lazer kəsmə maşını üçün lazer rəsasının qaralanma üsulu
Fırlanğın çıxış açığı və lazer ışığının arasıdaki koaksialliq, kəsik keyfiyyətinə çox vacibdir. Az koaksialliq səfliyi kəsr edən nəticələrə səbəb olmaqla, ciddi səviyyədəki səfliyin sədəsi isə lazerin doğrudan fırlanğa toxuna biləcəyi və bu da fırlanğın istilənməsinə və hətta yanmasına səbəb olur ki, bu ümumiyyətlə lazer başını qarartma problemi adlanır. Bu problemi həll etmək üçün bir sıra hazırlıqlar etmək lazımdır, bunların arasında alət seçimi çox vacibdir.

Qarartma prosesi
Lazer başı qaralanması problemindən qurtarmaq üçün, müəyyən bir setdən ibarət mürəkkəb qaralanma addımlarını izləmək lazımdır. Bu addımlar, təchizatın güvəncəsi ilə əlaqədar olmayan yalnız deyil, kəsmənin keyfiyyəti və effektivliyini də doğrudan təsirləyir. Bu addımlar vasitəsiylə, nozulun çıxış açığı və lazer şaquli arasındakı koaksiallıq ideal vəziyyətə çatdırılabilir, bu da gərəksiz zədələnmələri mənə etməklə işin ümumi nəticəsini yaxşılaşdırır.
1. Nöqtələmə parametrləri təyin etmə interfeysinə daxil olduktan sonra, qaralanma gücünü 5-10 vat aralığında ayarlayın.
2. Kiçik diametrli nozullu yerləşdirin, bu hər ikisi də yuxarıki və aşağıki kiçik diametrli nozullara uygundur.
3. Şeffaf bir əlavə al və onu nozulun səthində düzgün şəkildə yapışdır, və əlavənin istiqamətinə diqqət edin. Sonrakı nəzarət və müqayisə zamanı, əlavənin istiqamətinin birləşmiş qalmasını təmin edin.
4. Uzaktan idarəetmədəki "Şot" düyməsini sıx və sürətlə buraxın;
5. Şeridi çıxarın və şerid üzündəki işarəyə dikkat ilə baxın, şeridnin əsli yönünü saxlamağa diqqət yetirin. İşarədə, açığın ölçüsünə yaxşınlıqda bir dairə görəcəksiniz. Növbədə, işıq nöqtəsinin musbtan dairənin ortasında olub-olmadığını dəqiq yoxlayın.
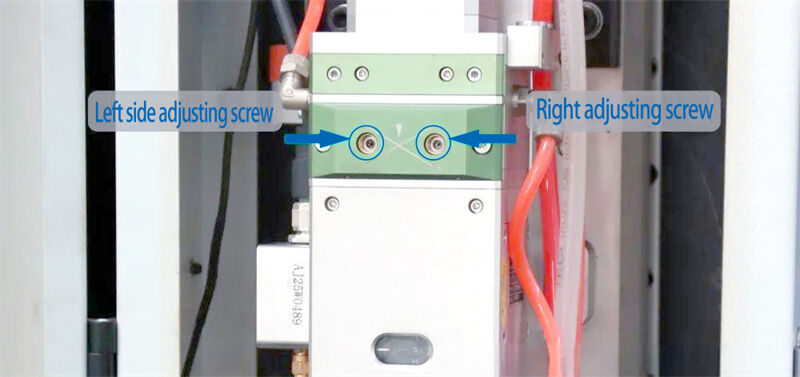
6. Əgər işıq nöqtəsinin musbtan dairənin ortası ilə uyğunlaşmadığını görürsəniz, solda və sağda olan vitkərləri dövr edərək Allen klüçündən istifadə edərək təfərrüatlı düzəlmələr edə bilərsiniz ki, işıq nöqtəsi dairənin ortasına köçürülünsün. Xahiş edirik ki, bu proses tekrarlı sınama və dəqiqlikləşdirilmələr tələb edə bilər ki, nöqtənin yerləşməsi səhih olsun.
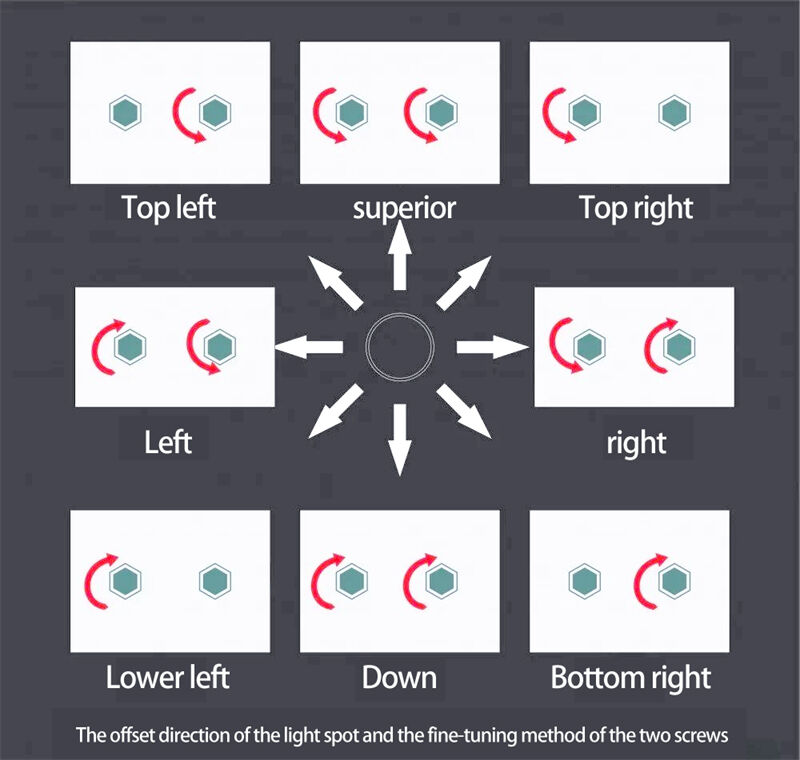
7. Əgər işıq nöqtəsi dairənin ortasından ayrılsaa, onu dəqiqlikləşdirmək üçün Allen klüçündən istifadə edə bilərsiniz. Xüsusi olaraq:
a. İşıq nöqtəsi dairənin sol üst köşəsindədirsə, sağıncak sağ vitdi saat yuxarı istiqamətinə döndürülüb düzləşdirilə bilər.
əgər işıq nöqtəsi sağ üstdədirsə, sol vitə saat yarısı yönündən qarşı çevirilməlidir.
əgər işıq nöqtəsi dairənin üstündədirsə, balansı düzəlmək üçün hər iki vitəni də saat yarısı yönündən qarşı çevirin.
əgər işıq nöqtəsi soldaysa, sol vitəni saat yarısı yönündə (sığdır) və sağ vitəni saat yarısı yönündən qarşı çevirin.
əgər işıq nöqtəsi sağındaysa, sol vitəni saat yarısı yönündən qarşı (şirkət) və sağ vitəni saat yarısı yönündə (sığdır) çevirin.
əgər işıq nöqtəsi sadəcə aşağıdadırsa, hər iki vitəni də saat yarısı yönündə sığdırmaq üçün çevirin.
g. Əgər işıq nöqtəsi solda aşağı köşədədirsə, sol vurğunu saat yolu ilə buraxın.
h. Əgər işıq nöqtəsi sağda aşağı köşədədirsə, sağ vurğunu saat yolu ilə buraxın.
Zəhmət olmasa, yuxarıdakı addımları izləyin və addım-addım tənzimləyin, ən sonunda işıq nöqtəsinin dairənin ortasında doğru şəkildə yerləşdiyi yaxşılaşdırın. Qeyd edək ki, tənzimləmə prosesində doğruluq təmin edilməsi üçün tekrarlı testlər lazımdır.
JUGAO CNC MAŞİNİNİN əsas məhsulları lazer kəsm maşinləri, CNC hidroliq qovma maşinləri, lazer birlişdirici maşinləri, kəsici maşinlər və çubuq qovma maşinləri v.s. dir, bunlar metal platin işlənməsində, xassə kabinettə, işıqlandırma, mobil telefonlar, 3C, mutfak eşyaları, banyo, avtomobil hissələrinin işlənməsində və metallürji sənayesində istifadə olunur. Maşinin daha çox məlumatını öyrənmək üçün onlayn danışğa xoş gəldiniz.

