















































ESTUN E21 İstismar Təlimatından Əsas Xülasə
Metal emal iş axınlarınızın səmərəliliyini artırmaq üçün ESTUN E21 İstismar Təlimatının əsaslarını başa düşmək vacibdir. Bu idarəetmə qurğusunun istifadəsini optimallaşdırmaq üçün peşəkar məsləhət axtarırsınızsa, doğru yerə gəldiniz.
Bu məqalə ESTUN E21 İstismar Təlimatından əsas xülasələri təqdim edəcək və operativ proseslərinizi asanlaşdırmaq üçün praktik tövsiyələr verəcək. Həm bu sistemdə təcrübəli, həm də yeni istifadəçi olmağınızdan asılı olmayaraq, bu bilgilər sizə tapşırıqlarınızı daha dəqiq və məhsuldar yerinə yetirmək üçün lazım olan bacarıqları öyrədəcək. Gəlin bu təlimata nəzər salaq və maşınlarınız üçün ESTUN E21-in tam imkanlarından necə yararlanmağı öyrənək.
Əsas İşləmə Proseduru
ESTUN E21 idarəetmə panelindən səmərəli istifadə etmək üçün əvvəlcə onun əsas işləmə proseduruna yaxşı bəkmalısınız. Əvvəlcə idarəetmə qurğusunun düzgün qoşulduğunu və enerji təchizatının olduğunu yoxlayın. Maşın işə salındıqdan sonra birinci addım olaraq idarəetmə ekranında tələb olunan parametrləri daxil etməkdir. Bu, konkret tapşırığa uyğun rejimi (əl ilə və ya avtomatik) seçməyi də əhatə edir. Bu ilkin addımları izləməklə ESTUN E21 İstismar Təlimatında göstərilənlərə uyğun dəqiq işləməni təmin etmiş olursunuz.
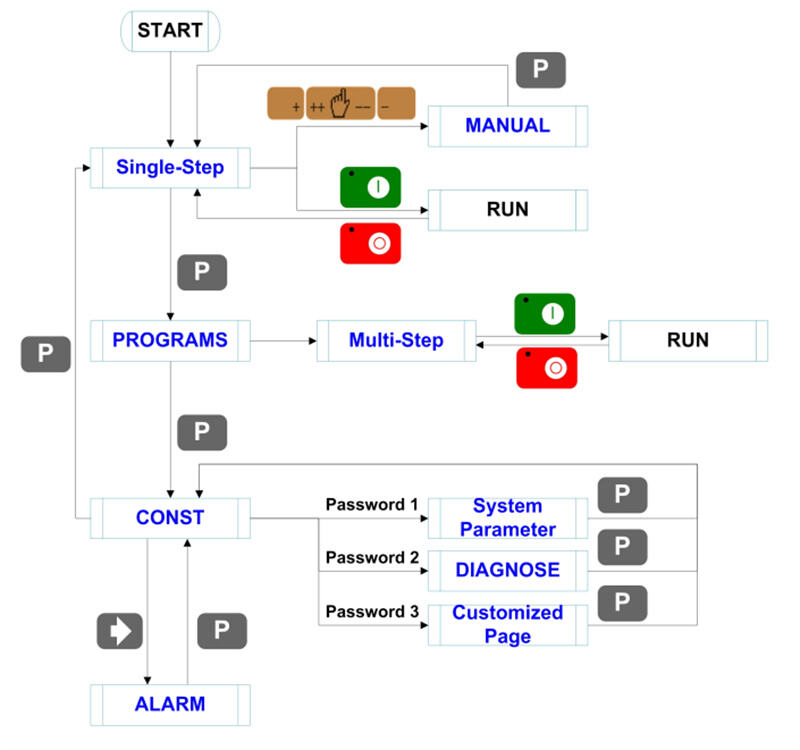
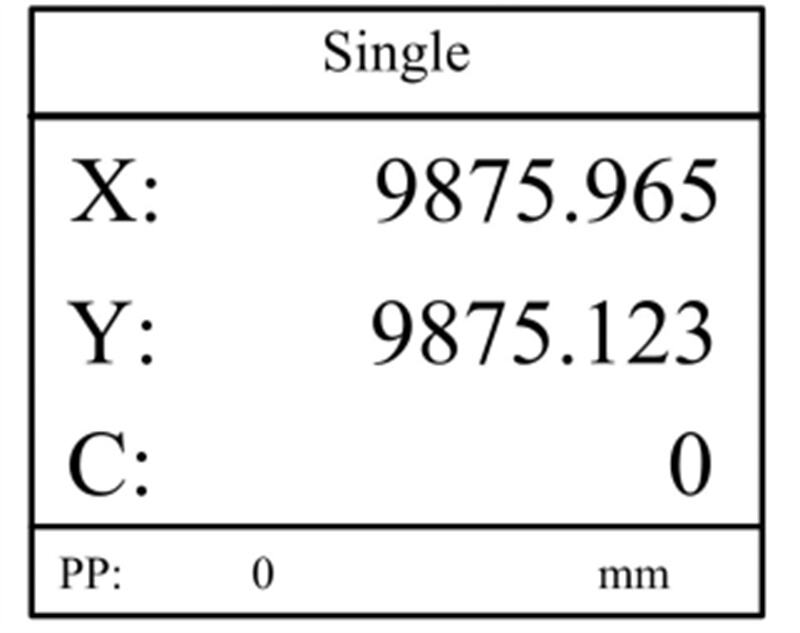
Cihazın əsas rejim keçid və işləmə prosesi şəkildə göstərilmişdir.
ESTUN E21 İdarəetmə Panelinin proqramlaşdırılması
ESTUN E21 ilə press-makinenizin proqramlaşdırılması sadə, lakin səmərəlidir. Tapşırığı proqramlaşdırmaq üçün əvvəlcə idarəetmə panelindəki proqramlaşdırma menyusuna daxil olun. Bu, interface-də naviqasiya edərək qırış bucaqları, material növü və materialın qalınlığı kimi əmrləri daxil etməyi nəzərdə tutur. Bu addımları izləməklə ESTUN E21 İstismar Təlimatında göstərildiyi kimi mürəkkəb tapşırıqlar üçün lazım olan dəqiqliklə maşının işləməsini təmin edə bilərsiniz. Həmçinin bir neçə proqramı düzəldə və yaddaşa sala bilərsiniz ki, bu da gündəlik əməliyyatlarda çeviklik və səmərəliliyə imkan verir.
Cihaz iki proqramlaşdırma üsulunu təklif edir: tək addımlı proqramlaşdırma və çoxaddımlı proqramlaşdırma. İstifadəçilər faktiki iş tələblərinə əsasən uyğun üsulu seçə bilərlər.
Tək Addımlı Proqramlaşdırma
Tək addımlı proqramlaşdırma, iş parçasının emalını tək bir operativ addımda başa çatdırmaq üçün adətən istifadə olunur. İdarəetmə cihazı işə salındıqda, avtomatik olaraq tək addımlı proqram səhifəsinə keçir.
İşlətmə addımları
1. Cihaz işə salındıqdan sonra avtomatik olaraq tək addımlı proqram konfiqurasiya səhifəsinə daxil olacaq.
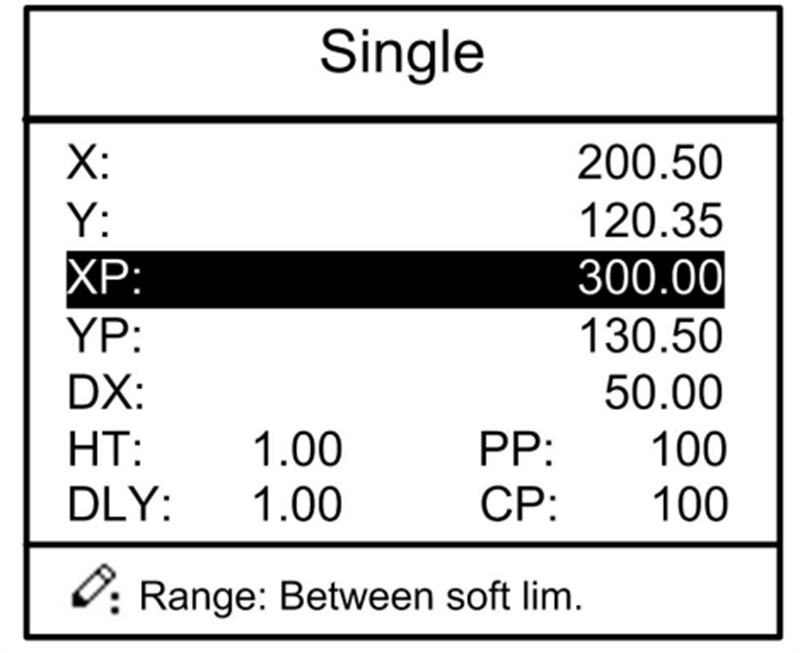
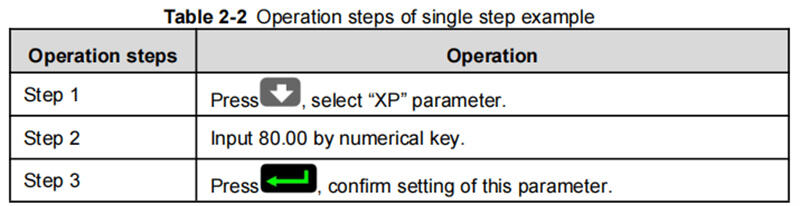
2. Konfiqurasiya tələb edən parametri seçmək üçün müvafiq düyməni basın, proqram dəyərini daxil etmək üçün rəqəmsal düymələrdən istifadə edin və sonra daxiletme əməliyyatını yekunlaşdırmaq üçün təsdiq düyməsini basın.

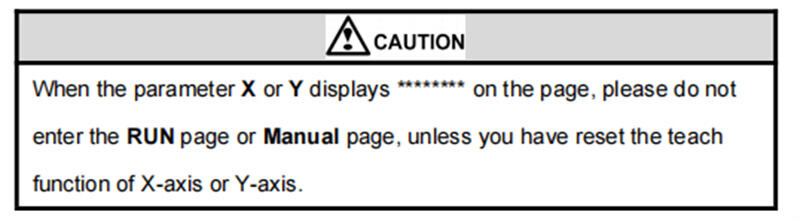
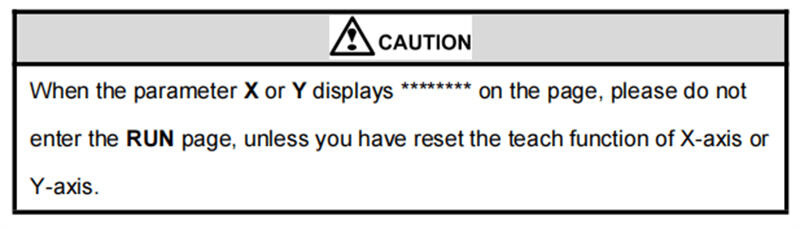
Qeyd: Parametrləri yalnız Dayan göstəricisi yanarkən konfiqurasiya etmək mümkündür.
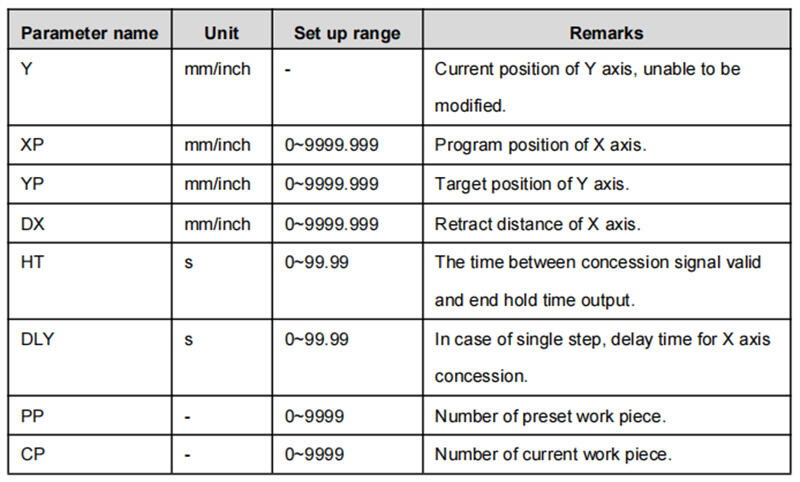
Tək addımlı parametrlərin konfiqurasiya həddi cədvəldə göstərilmişdir.

3. Başlatma düyməsini basın və sistem bu proqrama uyğun işləyəcək, şəkildə göstərildiyi kimi.

İşlədilmə nümunəsi
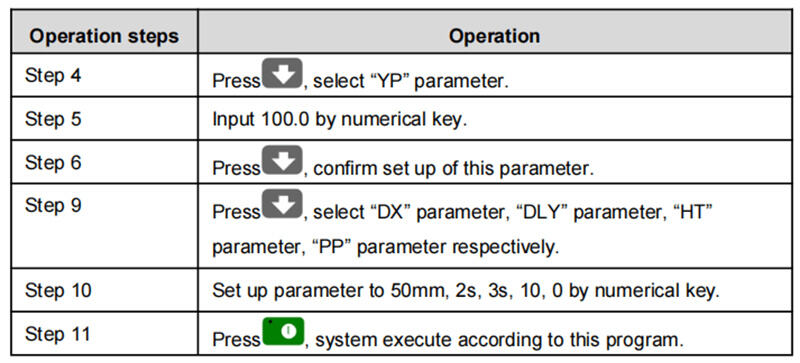
ESTUN E21 İstismar Təlimatında tövsiyə olunduğu kimi, büküm dərinliyini 100,0 mm və arxa kaliperi 80,00 mm olmaqla tək addımlı proqramınızı yaxşılaşdıra bilərsiniz. Geri çəkilmə məsafəsini 50 mm, imtiyaz gözləmə müddətini 2 saniyə və saxlama müddətini isə 3 saniyə təyin edin. Detal nömrəsini 10 olaraq təyin edin və hər bir iş addımının təlimatda göstərilən cədvəldəki məlumatlarla uyğunluğunu təmin edin. Bu parametrlərin tətbiqi metal emalında səmərəli və dəqiq nəticələr əldə etməyi təmin edir.
Çoxaddımlı Proqramlaşdırma
Çoxaddımlı proqramlaşdırma tək bir detalın bir neçə fərqli operativ addımla emalı üçün nəzərdə tutulmuşdur. Bu, bir neçə addımın ardıcıl icrasına imkan verir və bununla da emal səmərəliliyini artırır.
İşlətmə addımları
1. Cihazın enerji verildiyi zaman avtomatik olaraq tək addımlı parametr səhifəsi göstərilir.
2. Rejim düyməsini basaraq şəkildə göstərildiyi kimi proqram idarəetmə səhifəsinə keçin.

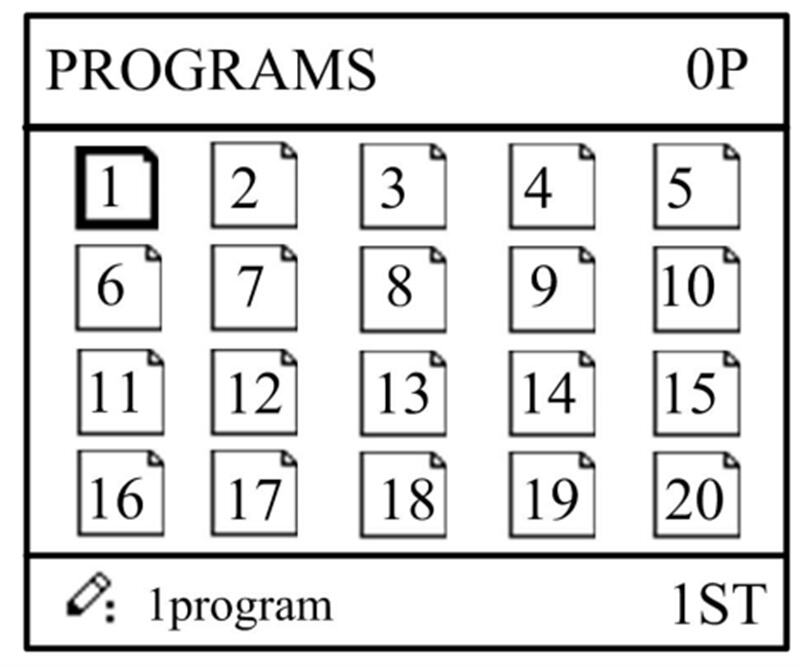
3. Proqram seriya nömrəsini seçmək üçün seçim düyməsini basın və ya birbaşa proqram nömrəsini daxil edin (məsələn, "1" daxil edin).

4. Şəkildə göstərildiyi kimi çoxaddımlı proqram konfiqurasiya səhifəsinə keçmək üçün təsdiqləmə düyməsini basın.
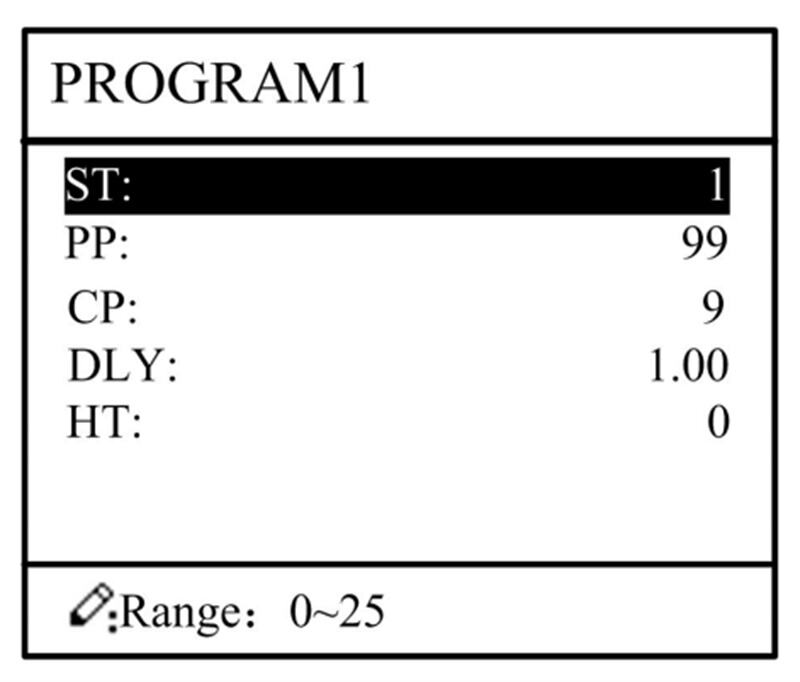
5. Konfiqurasiya tələb edən çoxaddımlı proqram parametrini seçmək üçün Aşağı ox düyməsini basın, istədiyiniz qiyməti daxil edin və tənzimləməni aktivləşdirmək üçün Enter düyməsini basın.
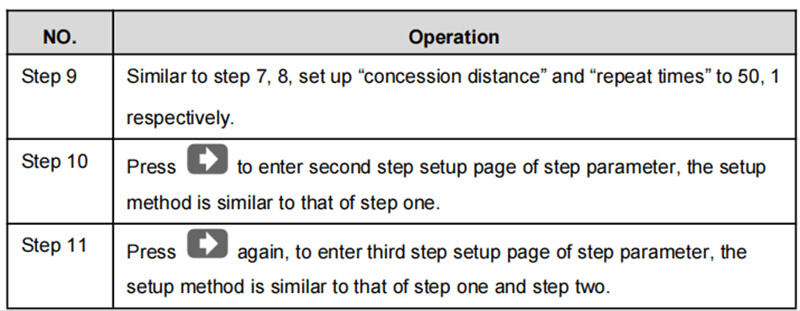
6. Konfiqurasiyanı başa çatdırdıqdan sonra sağ ox düyməsini basaraq addım parametri konfiqurasiya səhifəsinə keçin, şəkildə göstərildiyi kimi.
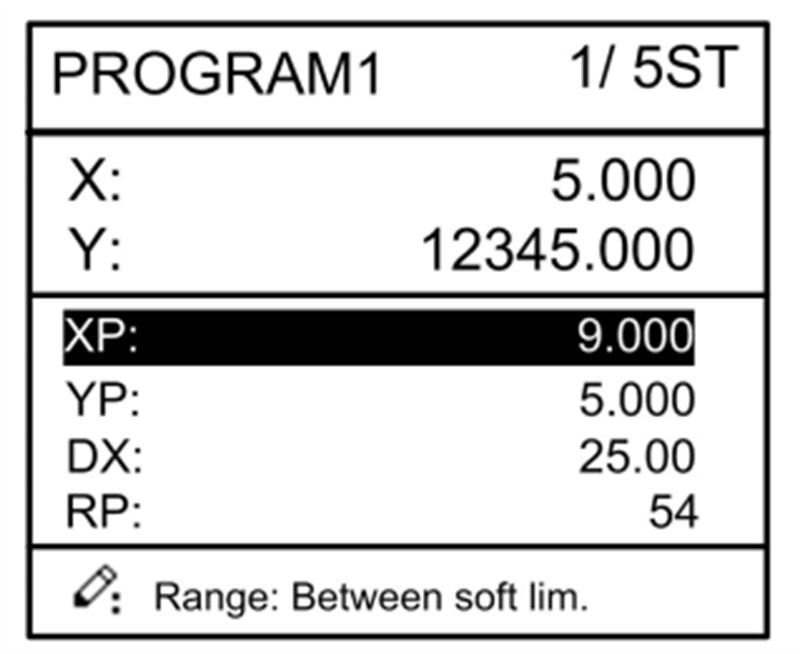
7. Konfiqurasiya tələb edən addım parametrini seçmək üçün Aşağı ox düyməsini basın, proqram dəyərini daxil edin və tənzimləməni təsdiqləmək üçün Enter düyməsini basın.
8. Addımlar arasında keçid etmək üçün Sol və Sağ ox düymələrindən istifadə edin. Birinci addımda olsanız, Sol ox düyməsinə basmaqla son addım parametri konfiqurasiya səhifəsinə keçərsiniz; son addımda olsanız, Sağ ox düyməsinə basmaqla birinci addım parametri konfiqurasiya səhifəsinə qayıdarsınız.
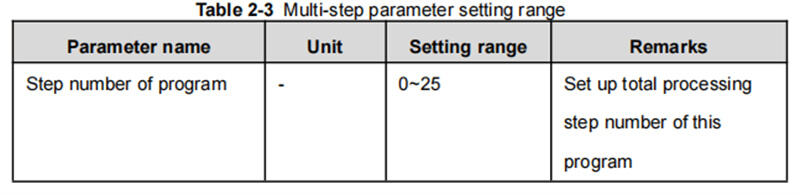
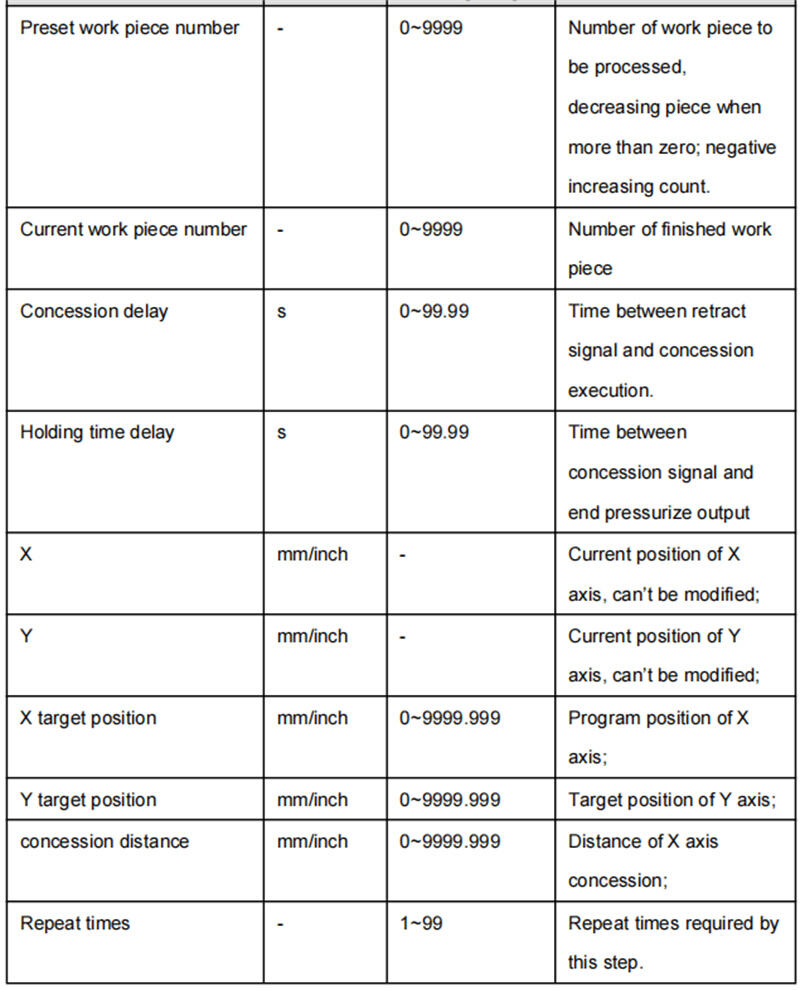
Çoxaddı parametrlər üçün konfiqurasiya həddi cədvəldə göstərilmişdir.
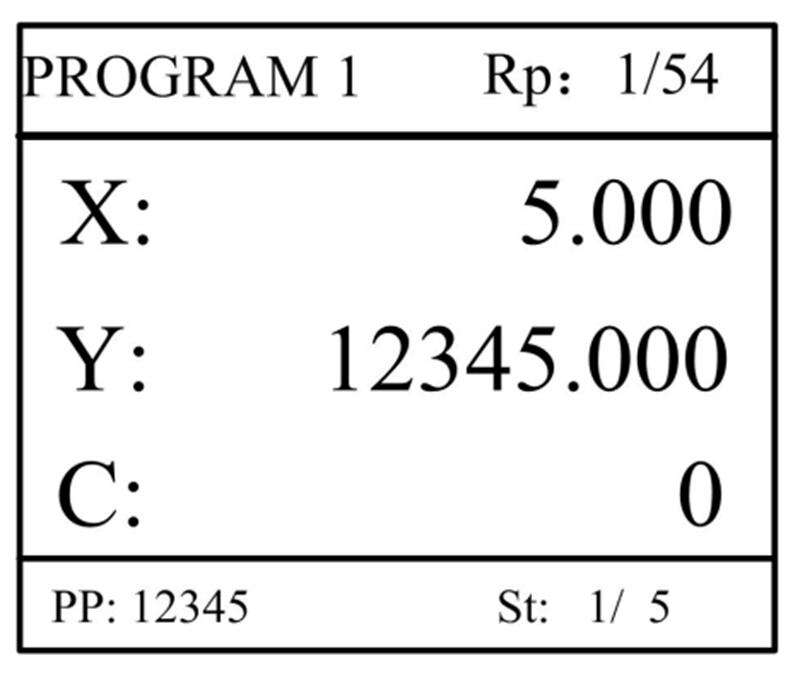
9. Başlatma düyməsini basın və sistem bu proqram üzrə şəkildə göstərildiyi kimi işləyəcək.
İşlədilmə nümunəsi
Arxa plan: Aşağıdakı kimi nümayiş etdirildiyi kimi, tək detaldan 50 ədəd emal etmək tələb olunur, aşağıdakı tələblərlə:
• Birinci qırılma: 50 mm
• İkinci qırılma: 100 mm
• Üçüncü qırılma: Əks istiqamətdə 300 mm
Təhlil: Detalın spesifikasiyalarına və maşının texniki şərtlərinə əsasən:
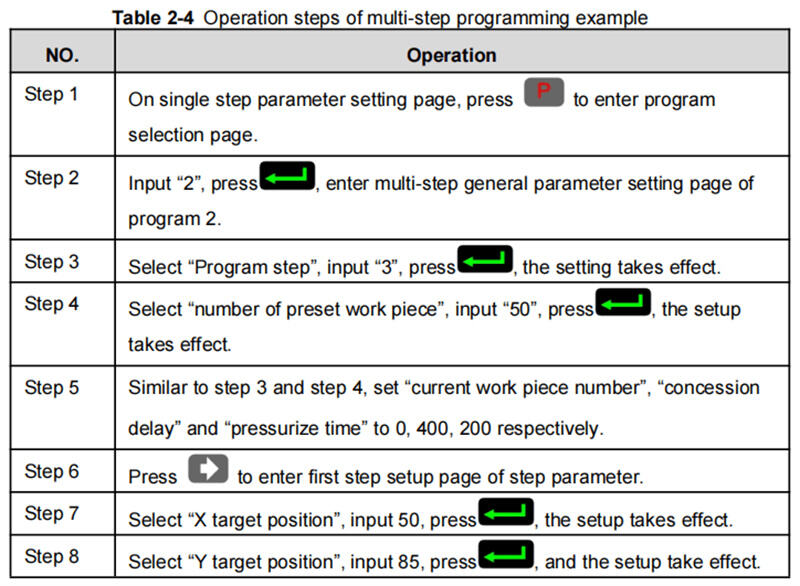
• Birinci qırılma: X oxu mövqeyini 50,0 mm, Y oxu mövqeyini 85,00 mm və kompensasiyanı 50 mm olaraq təyin edin.
• İkinci qırılma: X oxu mövqeyini 100,0 mm, Y oxu mövqeyini 85,00 mm və kompensasiyanı 50 mm olaraq təyin edin.
• Üçüncü qırılma: X oxu mövqeyini 300,0 mm, Y oxu mövqeyini 85,00 mm və kompensasiyanı 50 mm olaraq təyin edin.
Bu detallın işlənmə proqramını 2 nömrəli Proqramda redaktə edin. Xüsusi əməliyyat prosesi cədvəldə göstərilib.
ESTUN E21 İstifadəçi Təlimatından istifadə edərkən, səmərəli çoxaddımlı proqramlaşdırma aşağıdakı əsas məqamlara əsaslanır:
• Başlanğıc addıma qayıtma: Çoxaddımlı proqramlaşdırmadan sonra həmişə ilk addıma qayıdın ki, proqram düzgün ardıcıllıqla işləsin.
• Parametrlərin naviqasiyası: Bütün addım parametrlərini səmərəli şəkildə baxmaq və dəyişdirmək üçün Sol və Sağ ox düymələrindən istifadə edin.
• Proqram tənzimləmələri: Proqram tələb olunduqca redaktə və yenidən yazılmağa hazır saxlanılmalıdır ki, elastiklik və tənzimlənəbilənlik təmin edilsin.
• Avtomatlaşdırılmış emal: Bir partiyasının (məsələn, 50 detal) emalından sonra sistem avtomatik dayanır. Növbəti partiyasını pərəstişkarlı şəkildə emal etmək üçün onu yenidən başladabilirsiniz.
Bu addımlara — ESTUN E21 İstifadəçi Təlimatına əsaslanaraq — əməl etmək maşının optimal performansını və məhsuldarlığı təmin edir.
Parametr ayarlanması
İstifadəçilər sistem parametrləri, X oxu parametrləri və Y oxu parametrləri daxil olmaqla sistemin normal işi üçün lazım olan bütün parametrləri tənzimləyə bilərlər.
1. Proqram idarəetmə səhifəsində P düyməsini basaraq proqramlaşdırma konstantaları səhifəsinə daxil olun (şəkildə göstərildiyi kimi). Bu səhifədə proqramlaşdırma konstantalarını tənzimləyə bilərsiniz.
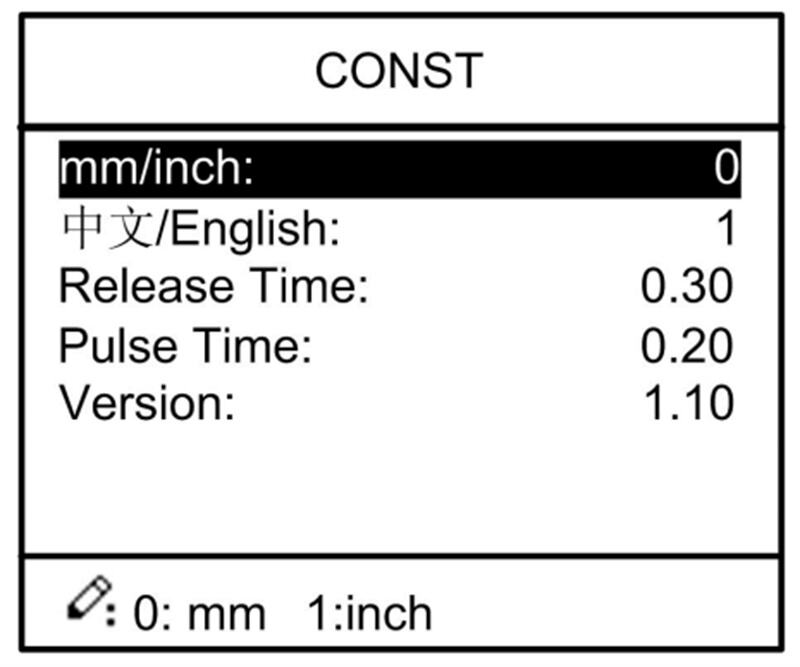
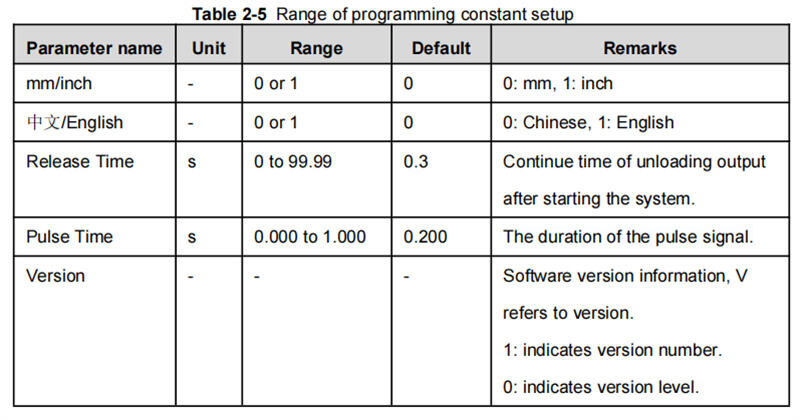
Proqramlaşdırma konstantalarının tənzimlənmə həddi cədvəldə göstərilmişdir.
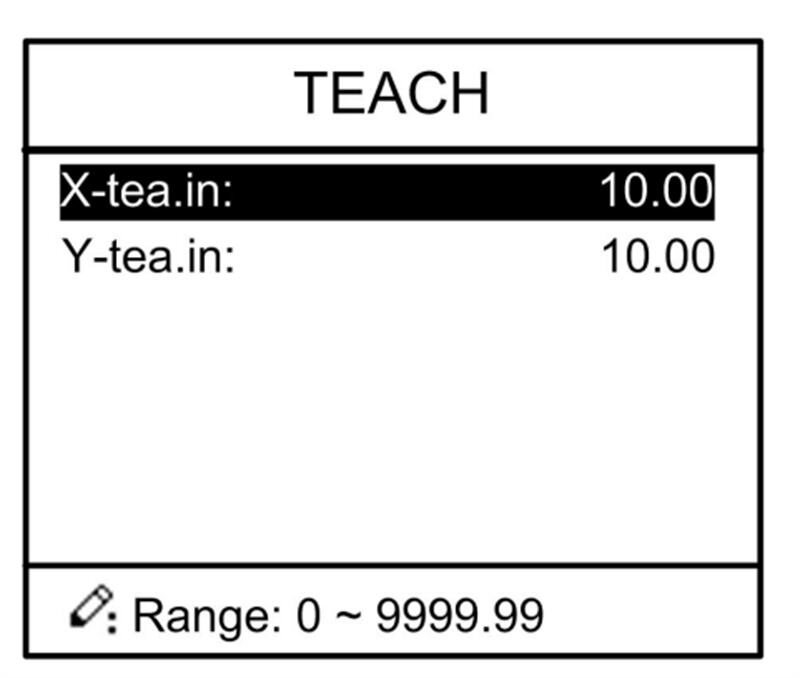
2. "1212" parolunu daxil edin və Enter düyməsini basın ki, Teach Səhifəsini açasınız (şəkildə göstərildiyi kimi). Burada parametrləri tənzimləyin və parametrlərin tənzimlənmə həddi cədvəldə göstərilmişdir.
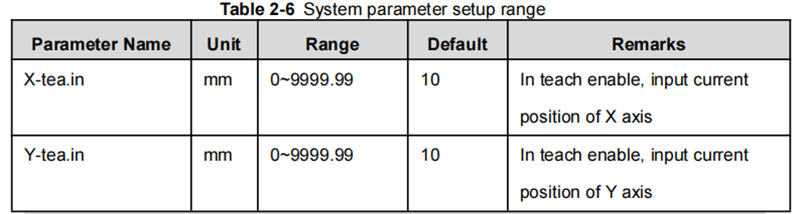
Təlimat necə verilir: ESTUN E21 İstismar Təlimatı, dəqiqliyi təmin etmək üçün sürüşgəc və arxa kaliper pozisiyalarını ölçməyi tövsiyə edir. Birbaşa ölçmə çətin olarsa, bir proses proqramlaşdırın və sonra bitmiş məmulatı ölçün. Bu metod dəqiqliyi təmin edir və maşının optimal performansı üçün təlimatda göstərilən strategiyalara uyğundur.
3. Proqramlaşdırma konstantaları səhifəsinə qayıtmaq üçün P düyməsini basın.
Əl ilə düzəltmə
Tək addımlı rejimdə siz uyğun düymələri basaraq ox hərəkətini əl ilə idarə edə bilərsiniz. Bu yanaşma maşın aləti və iş detallarının tənzimlənməsində istifadəçilərə kömək edir.
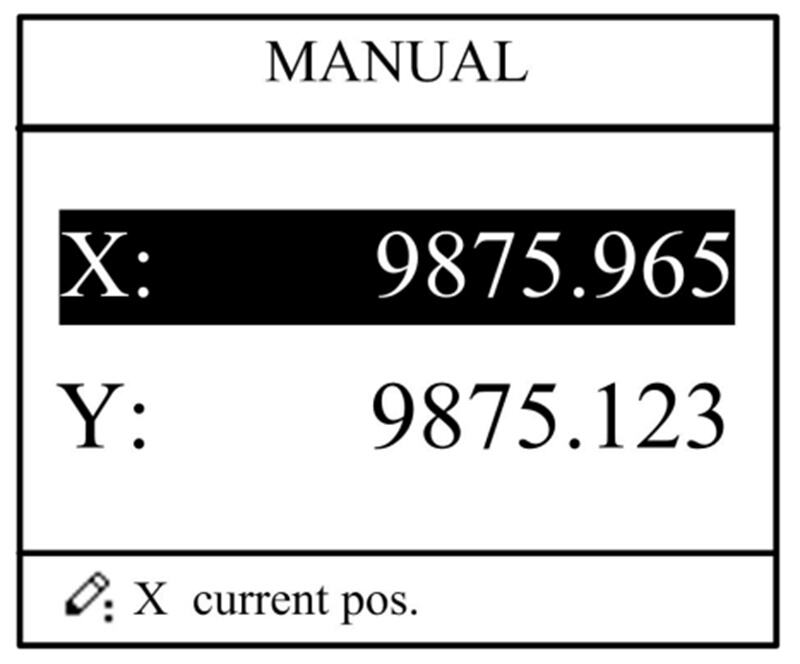
1. Tək addımlı parametr konfiqurasiya səhifəsində, Əlavə və ya Mənfi düyməsini basaraq əl ilə idarəetmə səhifəsinə keçin (şəkildə göstərildiyi kimi).
2. Yuxarıdakı cədvəldə göstərilən tələblərə uyğun olaraq ox mövqeyini faktiki ehtiyaclarınıza görə tənzimləyin:
◦ Uyğun oxun sürüştürmə rejimi adi mühərrikdirsə: [Orijinal qaydanın cədvəlindəki konkret əməliyyat detallarına əməl edin]
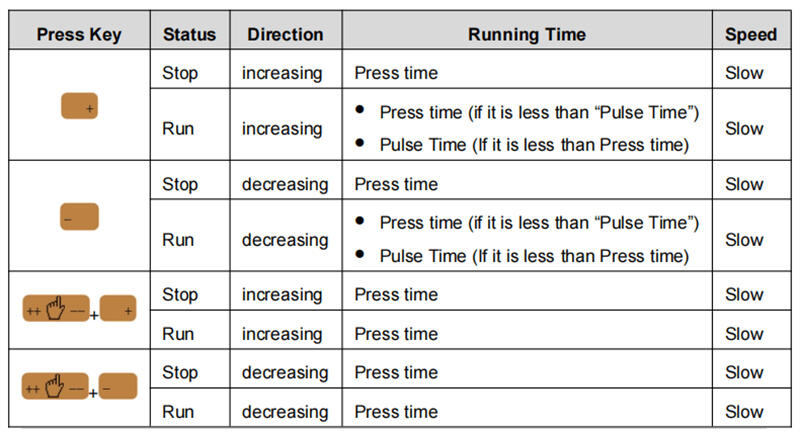
Qeyd: Sistem işlək vəziyyətdə olduqda, əl ilə tənzimləmə yalnız X-oxu üçün işləyir.
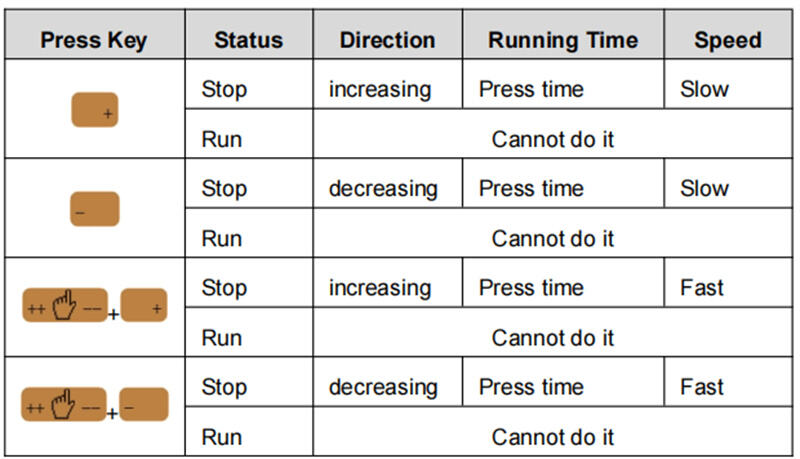
◦ Uyğun oxun sürüşdürmə rejimi tezlik idarəetməlidirsə: [Orijinal qaydanın cədvəlindəki konkret əməliyyat detallarına əməl edin]
1. P düyməsini basaraq tək addımlı parametr konfiqurasiya səhifəsinə qayıdın.
Tez-tez verilən suallar (TTVS)
ESTUN E21 İdarəetmə Qaydası maşının dəqiqliyinin artırılmasına necə kömək edir?
Bu qılavuz kalibrləşdirmə və düzləndirmə prosesləri ilə bağlı ətraflı təlimatlar təqdim edir — bu addımlar dəqiq əməliyyatlara nail olmaq üçün kritik əhəmiyyət daşıyır. Bu təlimatlara ardıcıl şəkildə əməl etməklə maşının dəqiqliyini və ümumi performansını əhəmiyyətli dərəcədə yaxşılaşdırmaq mümkündür.
ESTUN E21 İstismar Təlimatında hansı problem həll etmə addımları göstərilmişdir?
ESTUN E21 İstismar Təlimatında elektrik qoşulmalarının yoxlanılması, ekranda göstərilən xəta kodlarının yoxlanması və müəyyən xətaların aradan qaldırılması üçün təlimata müraciət kimi bir neçə təxribat aşkarlama tədbirləri nəzərdə tutulur.
Nəticə
Ümumiləşdirərək desək, ESTUN E21 İstismar Təlimatı avadanlığınızın səmərəli işlədilməsi üçün vacib məlumatlar verir. Xatırlanmalı əsas məqamlar əsas işlədici prosesin mənimsənilməsi, tək addımlı proqramlaşdırmanın başa düşülməsi və çoxaddımlı proqramlaşdırmanın səmərəli idarə edilməsidir. Bu təlimat operatorların maşının performansını və məhsuldarlığını artırmaq üçün lazım olan əsas bilgilərə malik olmasına zəmanət verir.
Pres frezini uzun müddət istifadə etmək və onun performansını saxlamaq üçün düzgün quraşdırma və müntəzəm texniki baxım çox vacibdir. Bu təlimatlara əməl edərək və müntəzəm baxımı həyata keçirərək, dayanma vaxtını azalda və istehsalat səmərəliliyini artırmağa nail ola bilərsiniz. Daha ətraflı dəstək və ya əlavə suallar üçün komandamıza müraciət etməkdən çəkinməyin. Bundan əlavə, əldə etmək üçün sənədləşdirmə bölməmizdə digər əlaqədar sənədləri araşdıra bilərsiniz.

