















































Qaynaq robotlarının qaynaq prosesində yayılmış problemlər
Robotların qaynaq effekti bir çox amildən təsirlənir. Bir çox müştəri qaynaq robotlarından istifadə etməyi bacarmaqdan əvvəl müxtəlif problemlərlə qarşılaşır. Bu problemlər ümumiyyətlə, düzgün olmayan işlətmə və ya uyğun olmayan robot parametrlərindən yaranır və uyğun tənzimləmələrlə həll edilə bilər. Aşağıda qaynaq robotlarından istifadə zamanı qarşılaşılan bəzi yayılmış problemləri və onların həll yollarını nəzərdən keçirəcəyik.
I. Qaynaq zamanı arxın uğursuz yandırılması
1. Arx hələ yandırılmayıb

Səbəb: Proqram arxın sonlandırılması əmrini yerinə yetirməzdən əvvəl uyğun arxın yandırılması əmrini ehtiva etmir.
Həll: Əlavə bir yay sonlandırma əmri və ya əlavə bir yay başlatma əmri əlavə edilibmi yoxlayın.
2. Yayın Başlaması Baş tutmadı, Siqnalın Aşkarlanması Xətası

Xəta tənzimləmə üsulu:
1) Parametr səhifəsində qaynaq dayandırma müddətinin tənzimlənməsini yoxlayın. Ümumiyyətlə, 5000 ms-lik müddət tənzimlənməsi uyğundur.
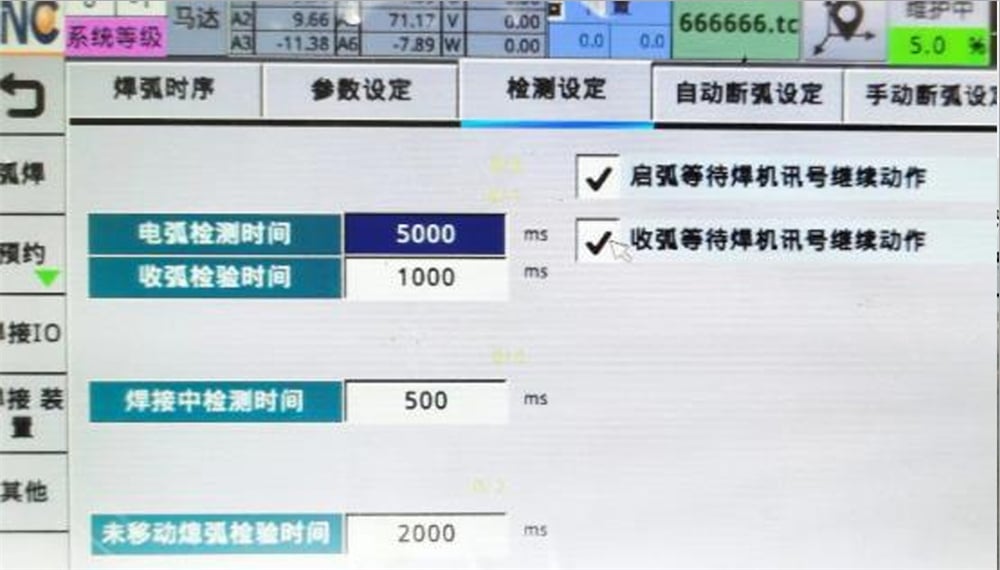
2) Qaynaq maşınından sistemə siqnalın uğurla ötürüldüyünü yoxlayın.
3) İş parçasının tora qoşulduğunu yoxlayın.
3. Yaylanma və Qaynaq Siminin Qırılması
Səbəblər:
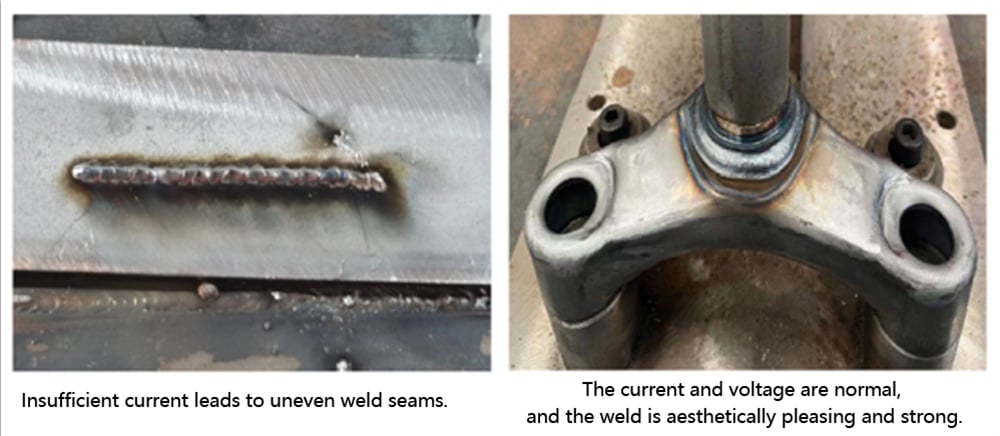
1) Cərəyan və gərginlik uyğun deyil
Həll: İş parçasının faktiki qalınlığına və qaynaq maşınına uyğun olaraq cərəyan və gərginlik göstəricilərini düzgün təyin etməliyik.
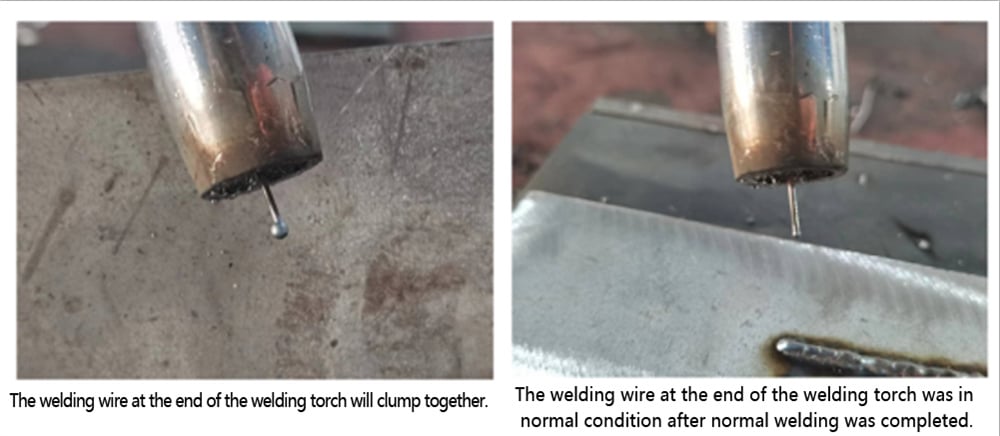
2) Qaynaq siminin uzunluğu çox böyükdür.
Həll: Ümumiyyətlə, qaynaq siminin çıxıntı uzunluğu qaynaq siminin diametrinin 10–15 dəfəsi qədər olmalıdır. Qaynaq siminin diametrinə uyğun olaraq uyğun qaynaq simi uzunluğunu seçin.
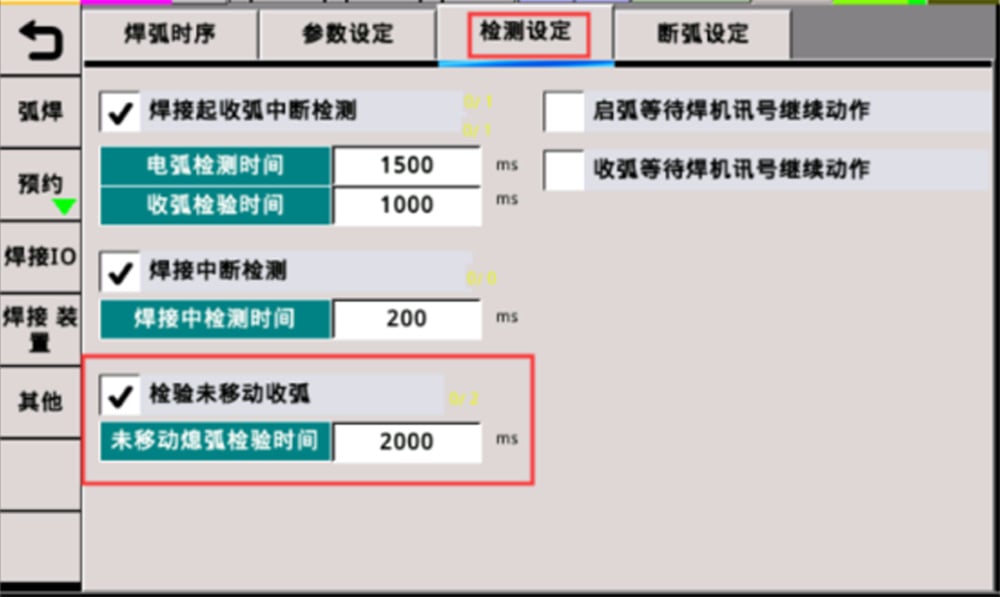
4. Qövs yandıqdan sonra avtomatik qövs söndürmə baş verir.

Arızanın aradan qaldırılması: Parametr zaman tənzimləməsində problem olub-olmadığını yoxlayın və qaynaq qurğusunun hərəkət etdiyini yoxlayın.
II. Qaynaq prosesi zamanı qövs kəsilməsi baş verir.
Səbəblər:
1. Qaynaq teli iş parçasına toxunmur, nəticədə qövs kəsilməsi haqqında xəbərdarlıq siqnalı verilir.
Həll yolu: Qaynaq telinin və iş parçasının mövqeyini yenidən tənzimləyin ki, qaynaq zamanı tam təmas təmin olunsun. (Lakin tel iş parçasına çox yaxın olmamalıdır, çünki bu, dəlik açmağa səbəb ola bilər.)
2. Səhv qaynaq traektoriyası qaynaq qurğusunun toqquşmasına və avtomatik olaraq qalxmasına səbəb olur.
Həll yolu: Qaynaq traektoriyasını yenidən təyin edin.
3. Qaynaq maşınının müsbət və mənfi elektrodları arasında pis təmas.
Həll yolu: Müsbət və mənfi elektrodların qoşulmasını yoxlayın.
III. Qaynaqdan sonra qövsün sona çatmamasının səbəbləri:
1. Siqnal aşkarlama xətası səbəbilə arcdan çıxma uğursuz oldu.
Səbəb: Qaynaq maşını robotdan siqnal almadı, nəticədə robotun arcdan çıxması uğursuz oldu.
Problem təshisi:
(1) Parametrlərin təyin edilməsinin məntiqli olub-olmamasını yoxlayın.
(2) Giriş/Çıxış (IO) siqnallarını və arcdan çıxma I-nöqtəsi siqnalının normal olub-olmamasını yoxlayın. Əgər I-nöqtəsi siqnalı həmişə SÖNDÜRÜLMÜŞ vəziyyətdədirsə...
(3) Dövrədə qısa qapanma olub-olmadığını və torpaqlama naqilinin abnormal şəkildə qoşulub-qoşulmadığını yoxlayın.
2. Arcın başlamasından sonra arcdan çıxma əmri təyin edilməyib.

Səbəb: Bu xəbərdarlıq təlim pultunda görünəndə arcdan çıxma əmrinin unudulub-unudulmadığını yoxlayın.
Həll üsulu: Proqramda arcın başlaması əmrindən sonra arcdan çıxma əmrini əlavə edin.
Bu məqalə əsasən qaynaq robotlarının qaynaq prosesində baş verən arcın başlaması, arcdan çıxması və arcın kəsilməsi ilə bağlı problemləri izah edir. İstifadəçilər belə problemlərlə qarşılaşdıqda təqdim olunan həll üsullarına müraciət edə bilərlər. Problemin həlli mümkün olmadıqda, xahiş olunur JUGAO texniki personalından kömək alın.
Qaynaq robotu — qazla qorunan qaynaq, argon arxı qaynağı, plazma kəsmə və lazer qaynağı kimi bir neçə qaynaq funksiyasını birləşdirən avtomatlaşdırılmış robotdur. O, yüksək çeviklik, güclü uyğunlaşma qabiliyyəti, yüksək qaynaq səmərəliliyi və sabit qaynaq keyfiyyətinə malikdir və maşınqayırma, avtomobil istehsalı, dəqiq elektronika və kömür hasilatı kimi müxtəlif sahələrdə geniş istifadə oluna bilər.

