















































Die Stap-vir-Stap Prosedure vir die Skep van Produktdrawings met die DELEM DA-58T
Die skep van akkurate en hoë-doeltreffende produktekeninge is 'n sleuteldeel van metaalverwerkingproduksie, en die DELEM DA-58T-stelsel bied 'n professionele oplossing vir hierdie kritieke taak. Die bemeester van die gestandaardiseerde tekenproses van hierdie stelsel verseker nie net die presisie van metaalverwerkingsdele nie, maar optimaliseer ook die algehele produksiewerkvloei. Of u 'n beginners is wat vertroud raak met die DELEM DA-58T of 'n ervare operateur wat u tekenvaardighede wil verbeter, sal hierdie gedetailleerde gids u stap-vir-stap deur die kernstappe en sleutelbedryfspunte van die skep van produktekeninge met die stelsel neem, sodat u sy volle funksionele potensiaal kan ontsluit.
Stel algemene produk eienskappe
Die eerste stap in die skep van 'n produktekening met die DELEM DA-58T is om die algemene produk eienskappe te konfigureer, wat die grondslagdata vir die hele tekenproses verskaf.
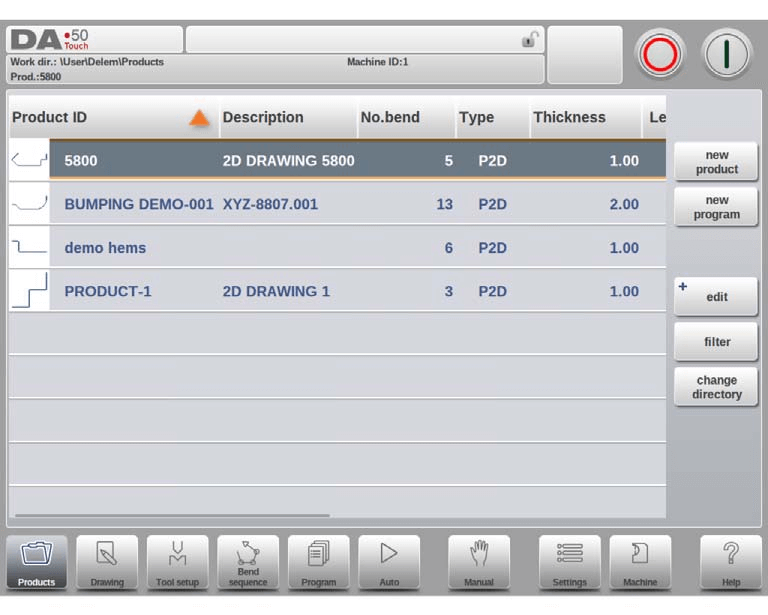
Indien u 'n bestaande tekening moet redigeer, kies u net die ooreenstemmende produk uit die stelsel se Produk Biblioteek en klik op die Tekenopsie om dit oop te maak. Vir 'n heelnuwe produktekening begin u die proses deur Nuwe Produk in die Produk Biblioteek te kies, wat die koppelvlak vir die instelling van die algemene produk eienskappe sal open—alle parameters hier moet gestel word voordat u na die formele tekenfase oorgaan.
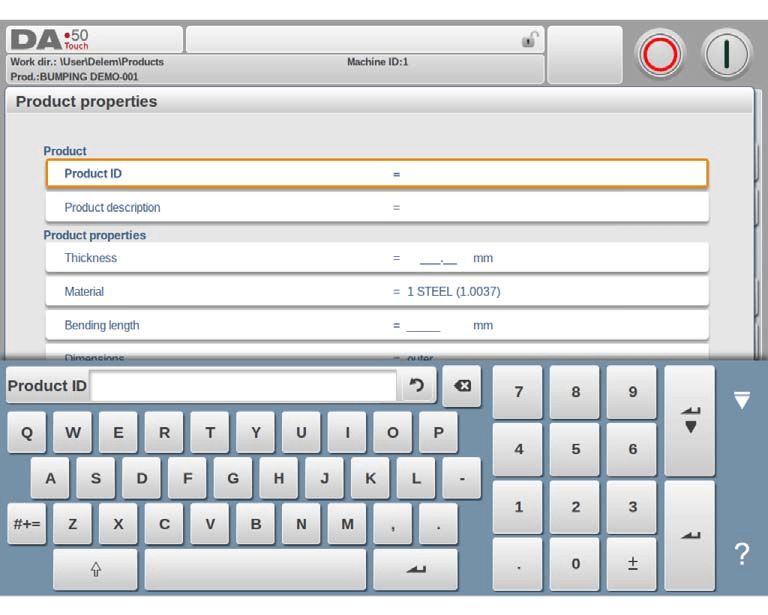
Twee kernidentifikasieparameters vereis noukeurige invoer: die Produk-ID, 'n unieke identifikator vir elke produkprogram met 'n beperking van 25 karakters (wat 'n kombinasie van letters en syfers ondersteun), en die Produkbeskrywing, wat ook tot 25 karakters beperk is en gebruik word om die program se toepassing en doel kortliks te verduidelik. Indien u 'n Produk-ID invoer wat reeds in die stelsel bestaan, sal 'n waarskuwingsboodskap verskyn wat vra of u die oorspronklike produkdata wil oorskryf. As u "ja" kies, sal die vorige produk-inligting uitgewis word, terwyl "nee" vereis dat u 'n nuwe unieke ID moet herinvoer.
Daarbenewens moet u 'n reeks sleuteltegniese parameters instel:
• Dikte: Voer die spesifieke dikte van die plaatmetaal wat verwerk moet word, in.
• Materiaal: Kies uit vier vooraf ingestelde materiaaltipes in die stelsel; addisionele materiale kan in die Instellingsmodule geprogrammeer word en deur keuse geaktiveer word wanneer dit nodig is.
• Buiglengte: Definieer die Z-as-lengte van die plaatmetaal.
• Afmetings: Kies óf buite- (A) óf binne-afmetings (B) vir nuwe oppervlaktes en sye, met die verstekinstelling wat bepaal word deur die Verstekafmetings-parameter in die stelsel se Instellingsmodus.
• Radius: Nadat die gereedskap in die Gereedskapopstel-fase gekies is, sal die stelsel outomaties die produk-radius herbereken; as u die oorspronklike instelling wil behou, kies die opsie "gebruik geprogrammeerd" om herberekening te deaktiveer.
• Buigtoelaatbaarheid: Kies tussen "gebruik bereken" (toepassing van die Delem-formule) en "gebruik geprogrammeerd" (toepassing van die stelsel se buigtoelaatbaarheidstabel), gebaseer op die werklike verwerkingsbehoeftes.
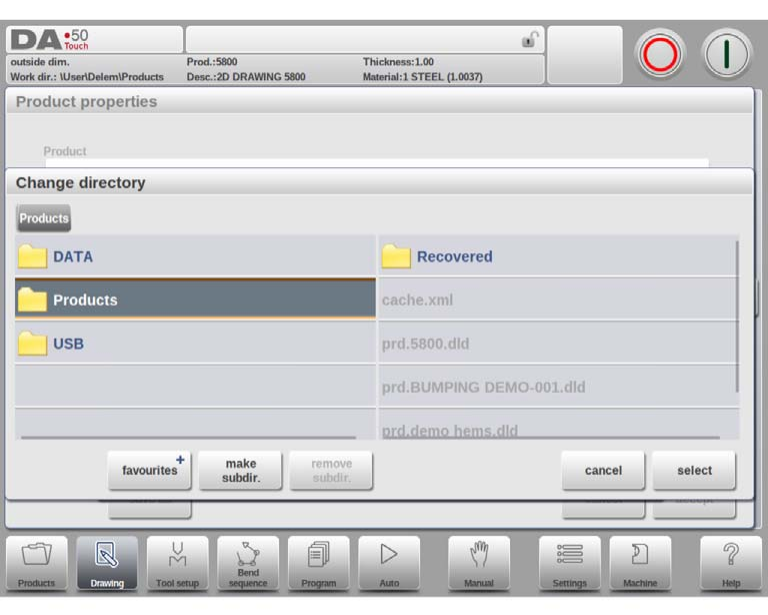
Om die aktiewe stoorverrigting van die tekening te wysig, gebruik die funksies "Stoor as" en "Verander rigting"—die huidige tekenlêer sal outomaties na die nuut gekiesde rigting gekopieer word vir gerieflike lêerbestuur.
Skep 'n 2D-produktekening
Sodra alle algemene produkdata korrek ingestel is, sal die stelsel die 2D-tekenkoppelvlak laai, waar u kan begin om die produkprofiel te ontwerp.
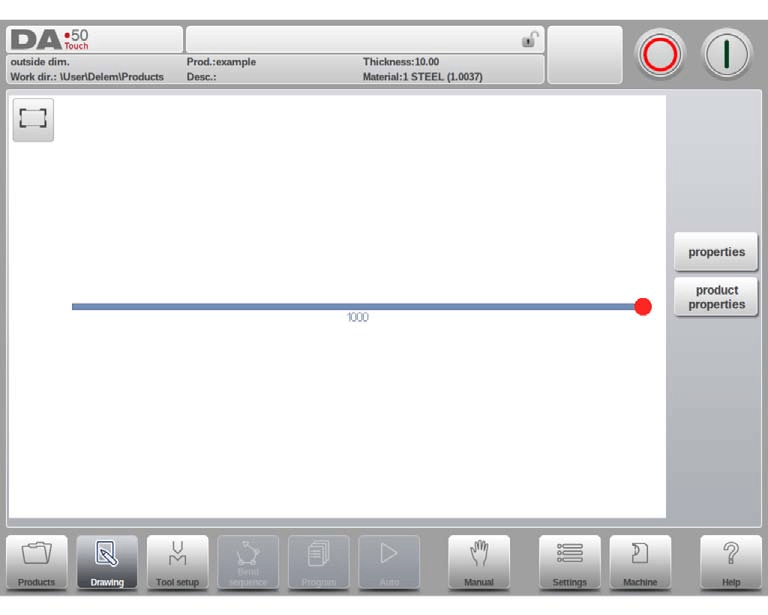
Die boonste inligtingsbalk van die tekenkoppelvlak toon sleutelproduk-inligting, insluitend Produk-ID, beskrywing en basiese afmetings vir vinnige naslaan. U kan eers die stelsel se "skets"-modus gebruik om 'n voorlopige produkprofiel te skep: tik net op die koppelvlak om die basiese vorm te omlyn, en voer dan presiese afmetings en ander tegniese waardes via die sleutelbord in om die ontwerp te verfyn. Direkte sleutelbordinvoer van buighoeke en sylengtes (bevestig deur op die Enter-sleutel te druk) word ook ondersteun, wat 'n buigsame en doeltreffende tekenproses moontlik maak.
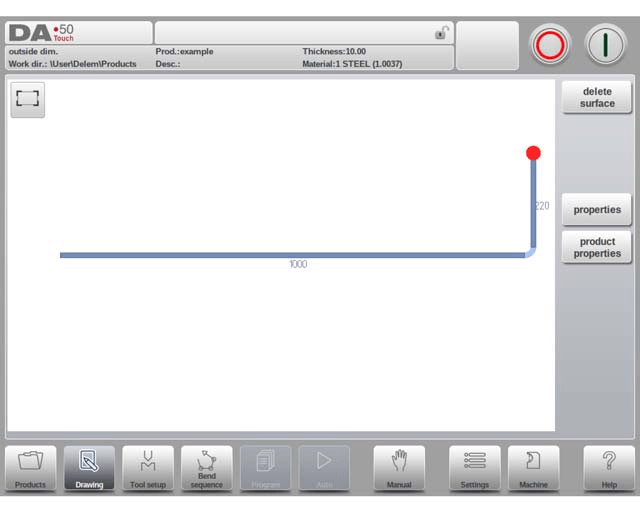
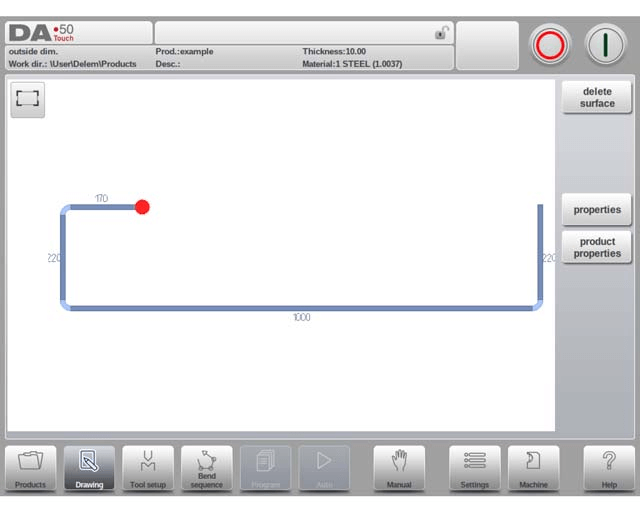
Hierdie iteratiewe ontwerpproses gaan voort totdat die gewenste produkprofiel bereik word. Indien aanpassings tydens die tekenwerk benodig word, kan u die kernprodukdata in die Afdeling Produk-eienskappe wysig; vir fyninstelling van individuele hoeke en lyne, kies u die teiken-element en klik op die Opsie Eienskappe om veranderinge aan te bring. Die stelsel beklemtoon die tans aktiewe element (of 'n lyn of 'n hoek) vir duidelike bedryfsvoedingsreaksie, en ondersteun grafiese programmering van tot 99 voue per produk, wat aan die vereistes van komplekse onderdeelverwerking voldoen.
Nadat die 2D-produktekening voltooi is, kan u voortgaan na die daaropvolgende programmeerfases van die DELEM DA-58T-stelsel: voltooi eers die Gereedskap-opstelling-konfigurasie, en bepaal dan die Vou-volgorde vir die plaatmetaalverwerking.
Konfigureer Lyn-eienskappe
Lyneienskappe is 'n sleutelbesonderheid in 2D-tekeninge, en die DELEM DA-58T laat toe vir aangepaste instelling van elke produklynbepalings deur die keuse van die Opsie 'Eienskappe' wanneer die kursor op die teikenlyn geposisioneer is. Die kernkonfigureerbare lyneienskappe sluit projeksie-instellings en presisiekeuse in, wat albei direk die akkuraatheid van die tekening en die uitvoerbaarheid van daaropvolgende verwerking beïnvloed.
Projeksie-instellings
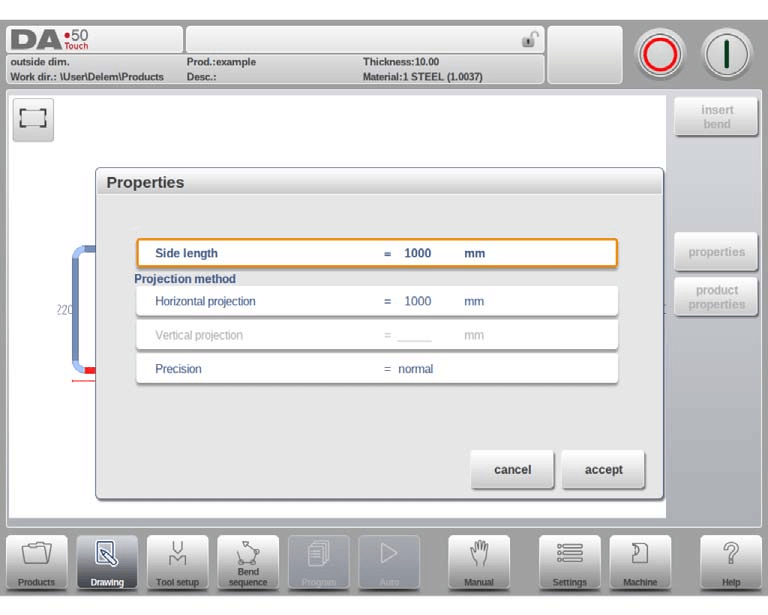
In die venster vir die instelling van lyneienskappe kan u twee kernprojeksieparameters vir die gekiesde lyn programmeer:
• Horisontale projeksie: Die vasgeleë horisontale afstand van die lyn, onafhanklik van sy werklike hoek.
• Vertikale projeksie: Die vasgeleë vertikale afstand van die lyn, ongeag sy werklike hoek.
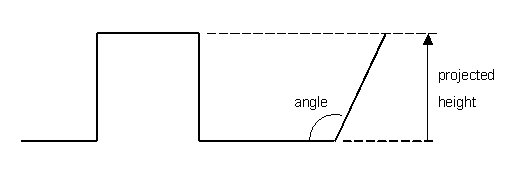
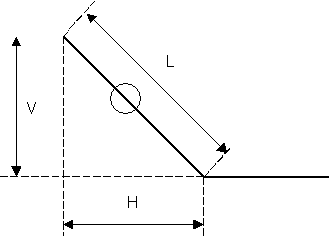
Die projeksiefunksie is 'n praktiese hulpmiddel vir die teken van diagonale lyne: dit verwyder die behoefte aan handmatige berekening van presiese sylengtes. Voer net die vereiste horisontale of vertikale projeksie-afstand vir die gekiesde lyn in en druk op Enter, en die stelsel sal outomaties die presiese lynlengte vir die segment bereken en toepas. Die stelsel merk die normale lynlengte as L, die vertikale geprojekteerde lengte as V en die horisontale geprojekteerde lengte as H vir duidelike identifikasie. Indien 'n gestelde projeksieparameter nie vir die huidige lyn haalbaar is nie, sal die stelsel 'n kennisgewing op die koppelvlak vertoon om bedryfsfoute te voorkom.
Presisiese Kies
Wanneer die tekenkursor op 'n spesifieke lynsegment is, kan u die presisievlak vir daardie segment instel deur die Presisie-parameter in die Eienskappe-kieslys te open. Die stelsel bied drie presisieopsies:
• Normaal: Verskaf standaardakkuraatheid vir die lynsegment, geskik vir algemene verwerkingvereistes.
• Hoog: Tydens die berekening van die buigvolgorde optimaliseer die stelsel die posisie van die agterafmetingsstop om die hoogste moontlike noukeurigheid vir die lynsegment te bereik, vir hoë-noukeurigheidsverwerking.
• Sluitingsafmeting: Die stelsel pas die posisie van die agterafmetingsstop tydens die berekening van die buigvolgorde aan om seker te maak dat die toleransievereistes van die lynsegment bevredig word, vir onderdele met streng toleransiebeheer.
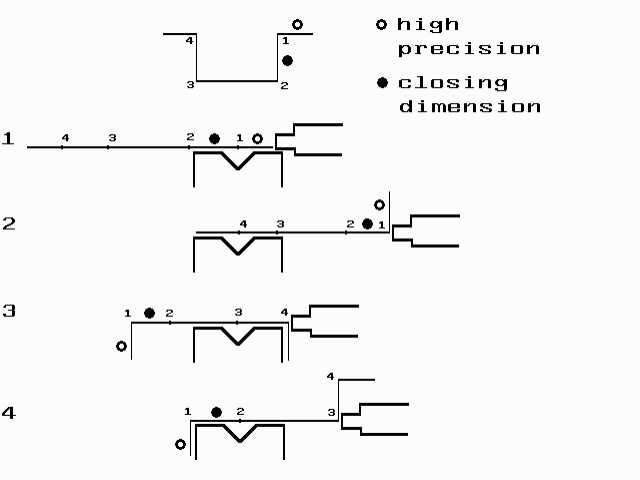
Vir optimale noukeurigheid is dit die beste om lynsegmente wat met ’n oop sirkel gemerk is, direk tussen die agterstop en die matrijsentrum te plaas. Dit is belangrik om daarop te let dat die instelling van Hoë- of Sluitingsafmetingsnoukeurigheid vir lynsegmente die vervaardigingstyd kan verleng as gevolg van meer ingewikkelde stelselberekeninge. Daarbenewens sal die Noukeurigheidsparameter voorrang geniet in die berekeningsproses indien die stelsel se "vooruitreikverhouding" op "voldoen indien moontlik" gestel is.
Aanpassing van buigeienskappe
Buigings is die kernstrukturele elemente van plaatmetaalproduktekeninge, en die DELEM DA-58T verskaf besonderhede oor buigingseienskappe wat konfigureerbaar is, insluitend standaardlugbuigings, groot-radius-stootbuigings en randbuigings. Elke buigingstipe het aanpasbare parameters om by werklike verwerkingsituasies te pas, en u kan die eienskappe aanpas deur die teikenbuiging te kies en die Eienskappe-kieslys oop te maak.
Lugbuiging
Lugbuiging is die standaardbuigingstipe in plaatmetaalverwerking, en die programmering van 'n lugbuiging behels die verfyning van lynlengtes en hoekwaardes totdat die produkvorm aan die vereistes voldoen. Belangrike konfigureerbare parameters vir lugbuigings sluit in:
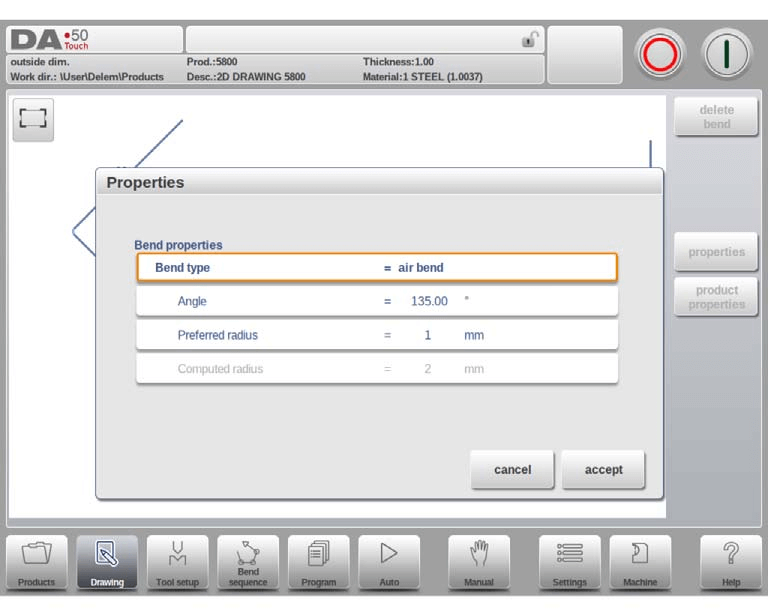
• Hoek: Die teikenhoek waarna die plaatmetaal gebuig word.
• Voorkeurstraal: Die beoogde buigstraal, met die plaatmetaaldikte as die verstekaanvanklike waarde; 'n groter voorkeurstraal mag die gebruik van spesiale buiggereedskap vereis.
• Berekende Radius: Die werklike buigradius wat deur die stelsel gegenereer word gebaseer op beheerinstellings en gekiesde gereedskap. Vir groot berekende radiusse is 'n spesiale drukstuk nodig of kan die stootmetode as 'n alternatief gebruik word. Dit is noodsaaklik om te verseker dat die buigradius nie die lengte van aangrensende sye oorskry nie om verwerkingkonflikte te voorkom.
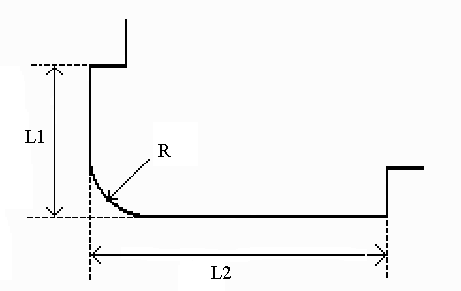
Wanneer lynlengtes wat aan 'n radiusbuiging verbind is, geprogrammeer word, moet die lengtes van die twee aangrensende sye (L1 en L2) groter wees as of gelyk aan die buigradius (R). 'n Alternatiewe manier om 'n lugbuiging te skep, is om die kursor by die vleuel-einde waar die buiging benodig word te plaas, Eienskappe te kies en die addisionele parameterinstellings in die opspringvenster te voltooi.
Groot Radius: Stootmetode
Indien spesialiseerde groot-radiusbuiggereedskap nie beskikbaar is nie, kan die DELEM DA-58T se stootmetode gebruik word om groot radiusse te skep deur 'n reeks klein, agtereenvolgende lugbuigings uit te voer om die gewenste gekromde vorm te vorm.
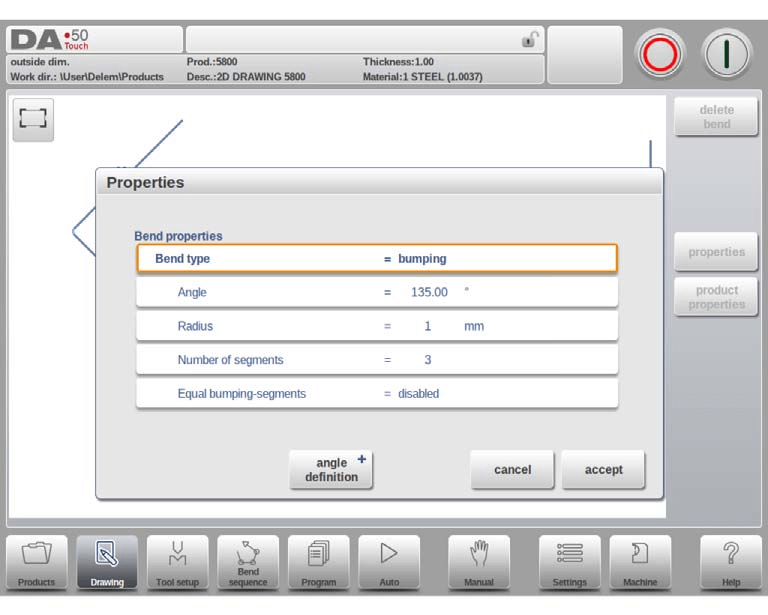
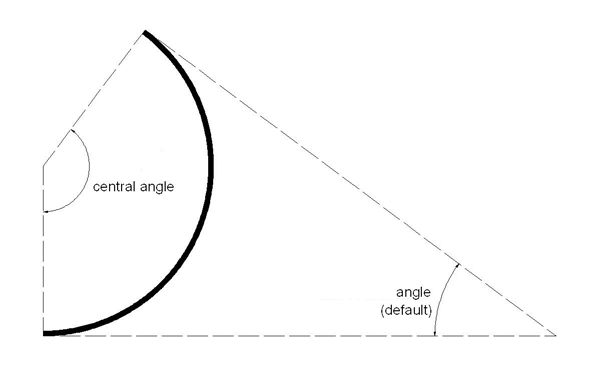
Om die botsmetode te gebruik, kies eers die Hoekdefinisie (of die stelsel se verstekhoek of die middelhoek, wat 180 grade minus die verstekhoek is). Programmeer dan die volgende sleutelparameters:
• Middelhoek: Die aanvullende hoek van die teikenbuighoek.
• Radius: Die beoogde groot buigradius, met die plaatmetaaldikte as die aanvanklike verstekwaarde.
• Aantal segmente: Die aantal segmente waarin die groot radius verdeel word; die totale aantal buie is die aantal segmente plus een. 'n Groter aantal segmente lei tot 'n nouer toleransie vir die groot radius, maar vereis 'n kleiner V-vormige malluikopening.
• Gelyke botssegmente: Hierdie parameter beheer die grootte van die segmente. As dit geaktiveer word, word al die segmente dieselfde grootte gestel; as dit gedeaktiveer word, is die eerste en laaste segmente helfte van die grootte van die middelste segmente vir 'n meer verfynde buie-effek, alhoewel dit die malluikkeuse moeiliker kan maak. Indien probleme met malluiktoepassing ontstaan, laat die stelsel toe dat daar weer bereken word met gelyke segmente geaktiveer.
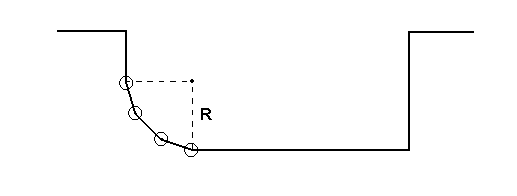
Die programmeerstappe vir 'n bumping-boog is soos volg: skep eers 'n standaardhoek met aangrensende sye, keer dan terug na die hoek, kies Eienskappe en stel die Boogtipe op Bumping. Voer die vereiste radius, aantal segmente en segmentgrootte-instelling in, en die stelsel sal die groot radius in die tekening genereer. 'n Aanwysing sal ook verskyn wat die minimum segmentlengte wys, wat 'n sleutelverwysing vir die daaropvolgende mallik-keuse is.
Randboë
Randboë is 'n gespesialiseerde plaatmetaal-boogproses wat 'n voorboog (‘n skerp-hoek-standaardlugboog) met 'n randvou-operasie met toegewyde gereedskap kombineer.
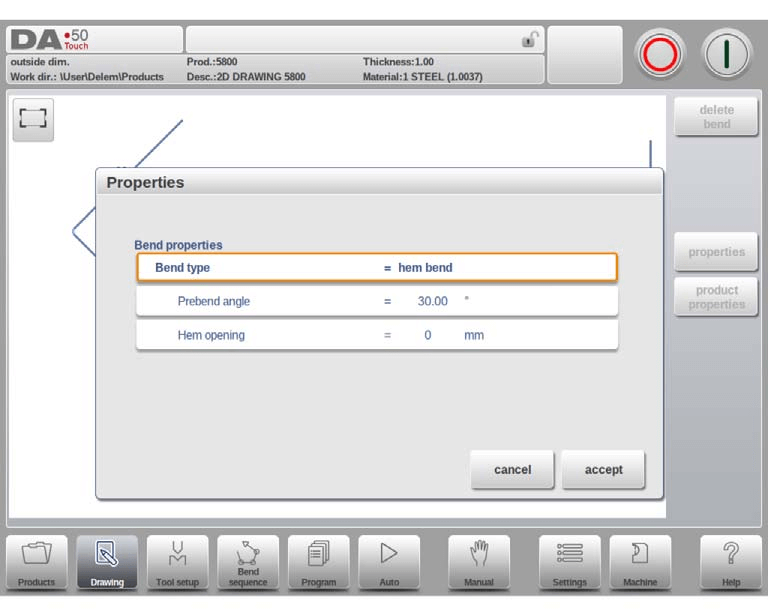
Om ’n randvou in die DELEM DA-58T-tekenkoppelvlak te skep, skep eers ’n vou met ’n vooraf ingestelde voorvouhoek, plaas dan die kursor op die teikenvou en kies Eienskappe om die toepaslike parameters in die opspringvenster aan te pas. Alternatiewelik kan u die kursor by die einde van die vou waar die randvou vereis word, plaas, Eienskappe kies en die addisionele aangepaste parameters wat verskyn, konfigureer.
Belangrike konfigureerbare eienskappe vir randvoue sluit die volgende in:
• Voorvouhoek: ’n skerp hoek (30 grade by verstek) wat volgens die werklike verwerkingsbehoeftes aangepas kan word.
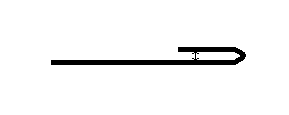
• Randopening: Definieer die gaping tussen die twee voue na randvou, ’n kritieke parameter vir die berekening van die balkposisie tydens die randvouproses; die verstekwaarde word deur die Verstekrandopening-parameter in die Stellings-module van die stelsel vasgestel.
Die enigste sleutel sy-eienskap vir randvoue is die Sy-lengte, wat na die lengte van die vou wat gerand moet word, verwys en volgens die produk se ontwerpvereistes ingestel moet word.
Algemene vrae (VVK)
V1: Wat om te doen as die DELEM DA-58T-produktekening verkeerd vertoon word?
Indien die tekening vertooningsfoute het of nie ooreenstem met die ontwerpbedoeling nie, moet u eerstens al die insetparameters en stelselinstellings dubbelkontroleer om die akkuraatheid van afmetings, buighoeke, radiuswaardes en ander kerndata te verseker. Daarbenewens moet u ook bevestig dat die DELEM DA-58T-masjien korrek gekalibreer is, aangesien onakkurate kalibrering ook tot foute in die tekeningvertoning en daaropvolgende prosessering kan lei.
V2: Hoe om DELEM DA-58T-produktekeninge vir hoër doeltreffendheid te optimaliseer?
Optimaliseer tekeningsdoeltreffendheid deur tekenlae op ‘n logiese manier te organiseer, en die bedieningskoppelvlak skoon en oningewikkel te hou vir vinnige toegang tot en wysiging van parameters. Dit word ook aanbeveel om die DELEM DA-58T-stelselprogrammatuur gereeld na die jongste weergawe te dateer, aangesien amptelike opdaterings dikwels funksionele optimalisering en foutkorreksies insluit wat die doeltreffendheid van tekening en prosessering verbeter.
V3: Hoe om DELEM DA-58T-produktekeninge korrek te stoor en te eksporteer?
Gebruik die stelsel se "Stoor as"-funksie om tekenlêers te stoor en te eksporteer, en kies 'n lêerformaat wat aan jou toepassingsbehoeftes vir kruis-sagtewareverenigbaarheid voldoen. Die mees algemeen gebruikte formate is DXF, DWG en PDF, wat volkome verenigbaar is met die meeste gewilde CAD-sagteware en lêerdeling sowel as tweedelike redigering vergemaklik.
Gevolgtrekking
Die bemeester van die proses om produktekeninge met die DELEM DA-58T-stelsel te skep, berus op die begrip van die logiese volgorde van bedryfsstappe: vanaf die basiese instelling van algemene produk eienskappe, tot by die noukeurige skepping van 2D-produktekeninge, en die presiese konfigurasie van lyn- en vou-eienskappe. Elke stap vereis streng nakoming van die parameterinstellingsreëls en bedryfsbesonderhede om die akkuraatheid en uitvoerbaarheid van die finale tekening te verseker.
Deur die gestandaardiseerde stappe en beste praktyke wat in hierdie gids uiteengesit word, te volg, kan operateurs hul vaardigheid om DELEM DA-58T-produktekeninge te skep, aansienlik verbeter, die konsekwentheid tussen tekenontwerp en werklike plaatmetaalverwerking waarborg en die stelsel se prestasie in metaalbewerkingsproduksie tot maksimum benut. Vir verdere professionele riglyne of om ingewikkelde bedryfsprobleme op te los, is u welkom om kontak te maak met die amptelike tegniese ondersteuningspan, wat aangepaste oplossings en kundige advies verskaf. U kan ook die stelsel se amptelike dokumentasiebiblioteek deurblaai vir meer diepgaande bedryfswenke en optimaliseringsstrategieë om u vaardighede in die toepassing van die DELEM DA-58T te verbeter.

