















































Snyvolgorde vir plaatmetaalbuiging
Die hoofoorwegings vir die vou van plaatmetaal is: die beginsel dat die vorige vou nie die daaropvolgende vou moet beïnvloed nie, en die beginsel dat die vou nie teen die mal of masjien gereedskap moet druk nie.
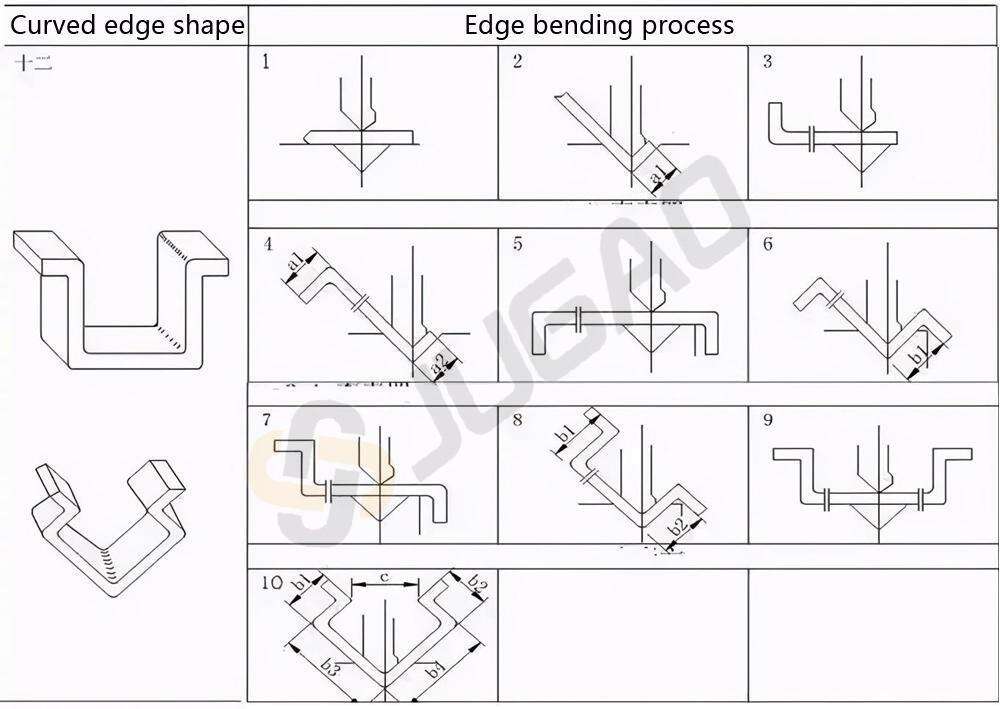
Die volgende is 'n verduideliking met verwysing na prente:
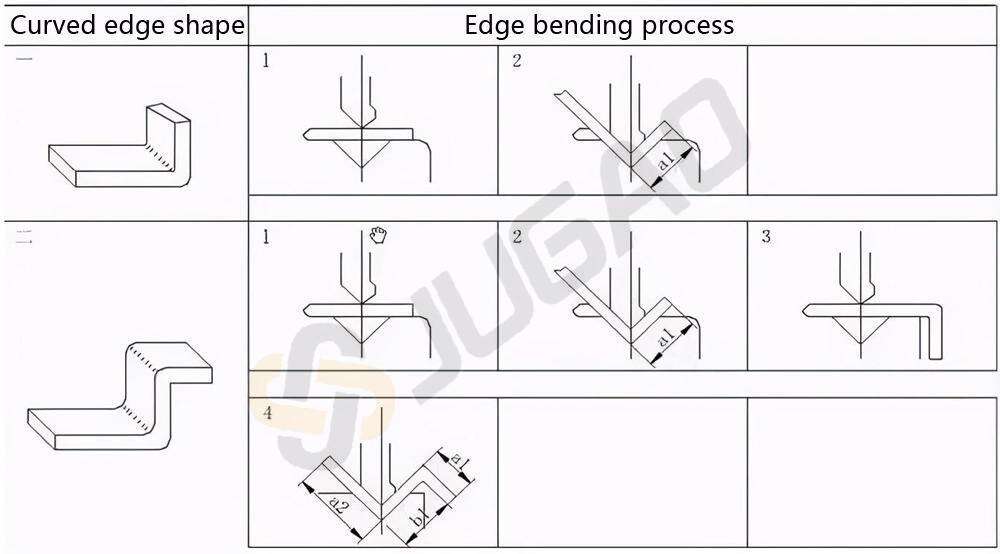
Soos in Figure 1 en 2 getoon: L-vormige voue oorweeg hoofsaaklik die minimum vougrootte; Z-vormige voue oorweeg hoofsaaklik die minimum vougrootte en die minimum hoogte van die omgekeerde vou.
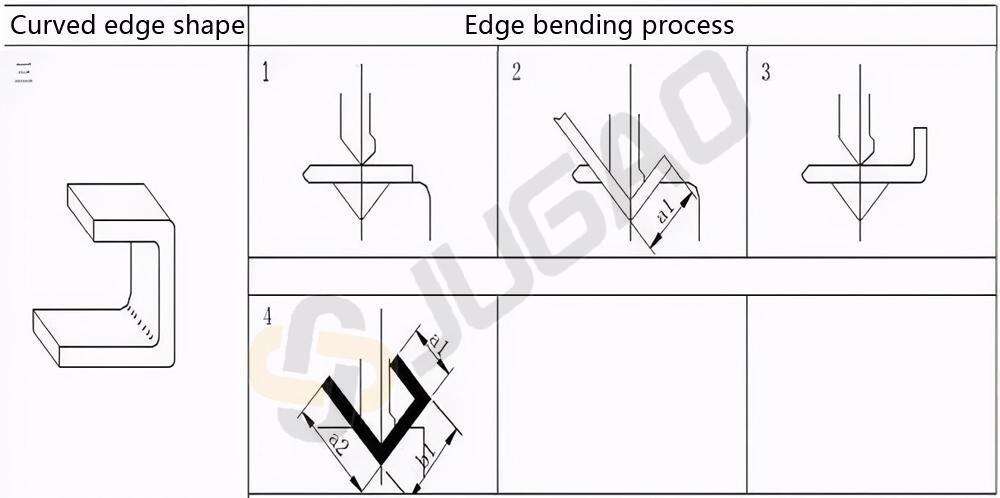
Soos in Figuur 3 gewys: By die buig van kanaalstaal is die hoofoorweging die verhouding van afmeting b1 tot afmeting a1. Na die buig moet die eerste buig nie met die boonste buigmatriks bots nie.
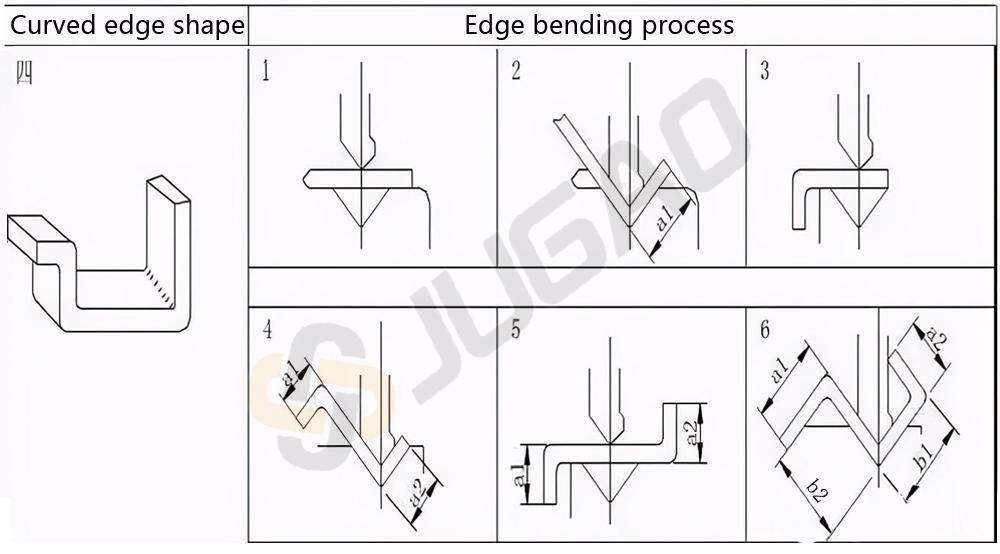
Soos in Figuur 4 gewys: Hierdie buig vereis oorweging van verskeie faktore wat in Figure 1, 2 en 3 verskyn. Let op die posisie van die hand wat die werkstuk vashou in stap 5 om te voorkom dat u hand geplet word.
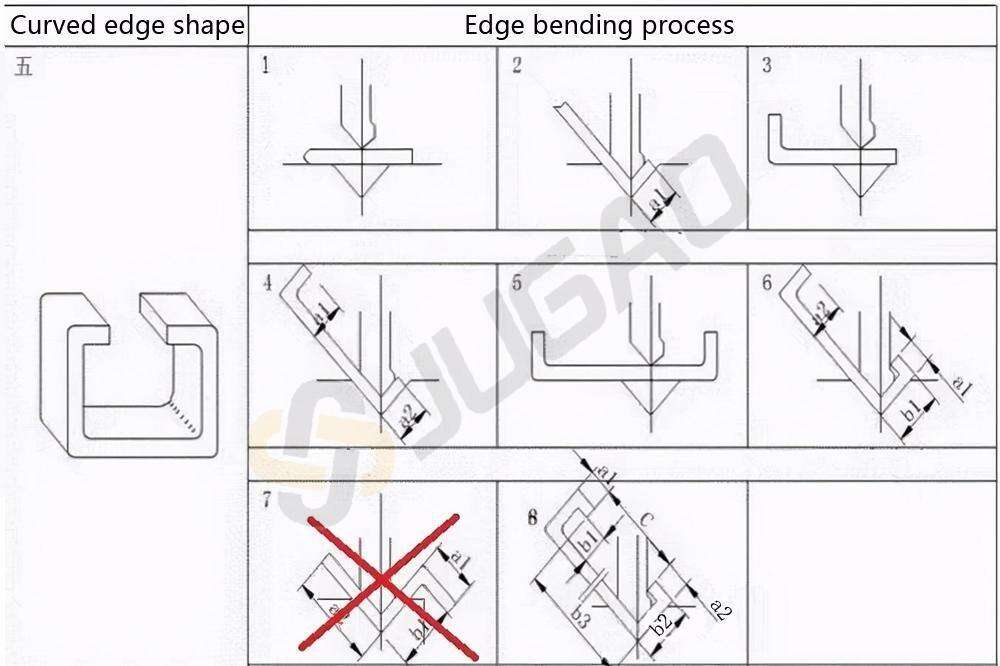
Soos in Figuur 5 gewys: Stap 7 is verkeerd en onnodig, en moet uitgevee word.
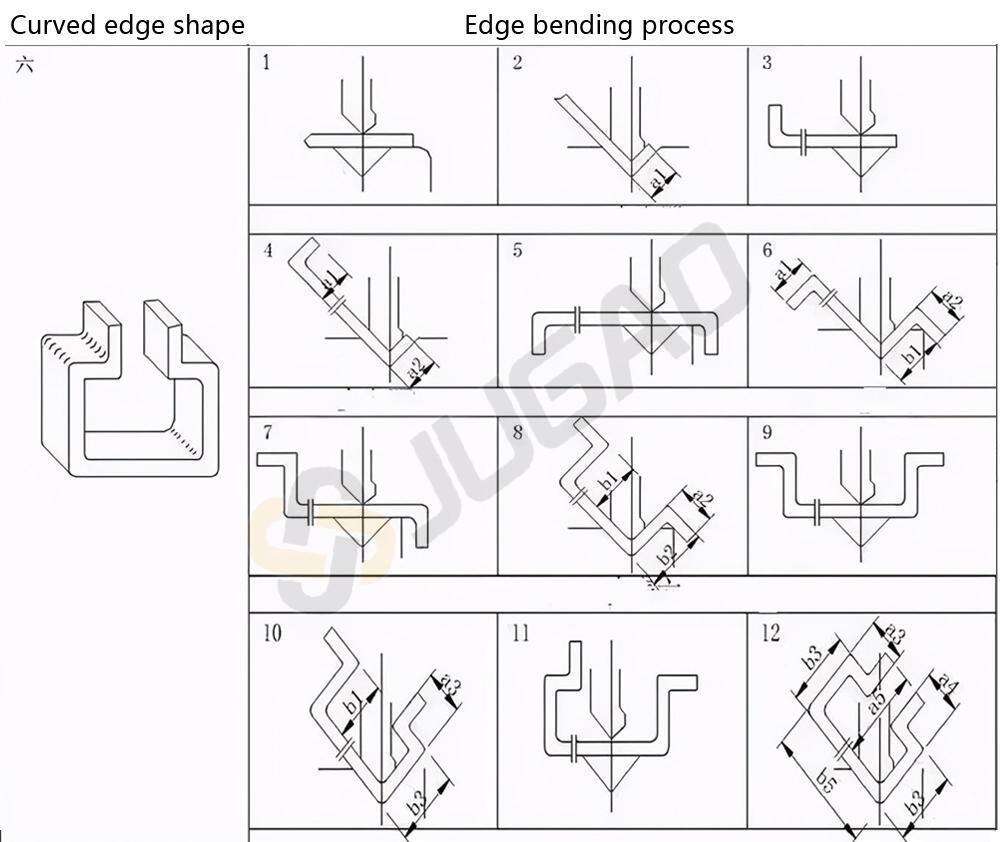
Soos in Figuur 6 gewys: Let op dat die lengte van die laaste stap, b5, relatief lank is. Geen buig mag met die matriks bots nie, en nog minder in die matriks ingaan nie. Uitsonderings geld vir spesiale matrikse.
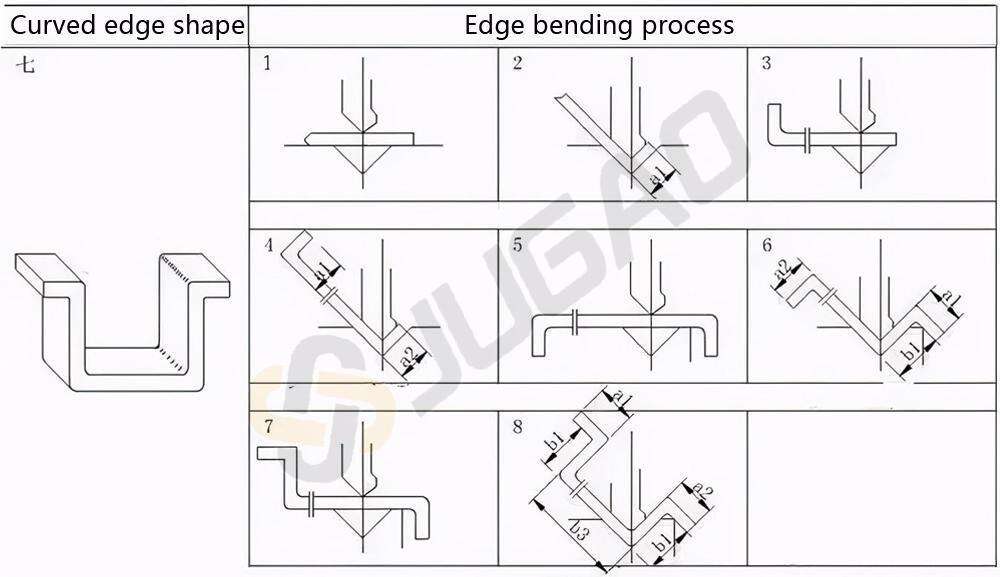
Soos in Figuur 7 gewys: Hierdie tipe buig is ’n algemeen gebruikte vorm vir verstewigingsribbe, en die buigvolgorde moet geleer word.
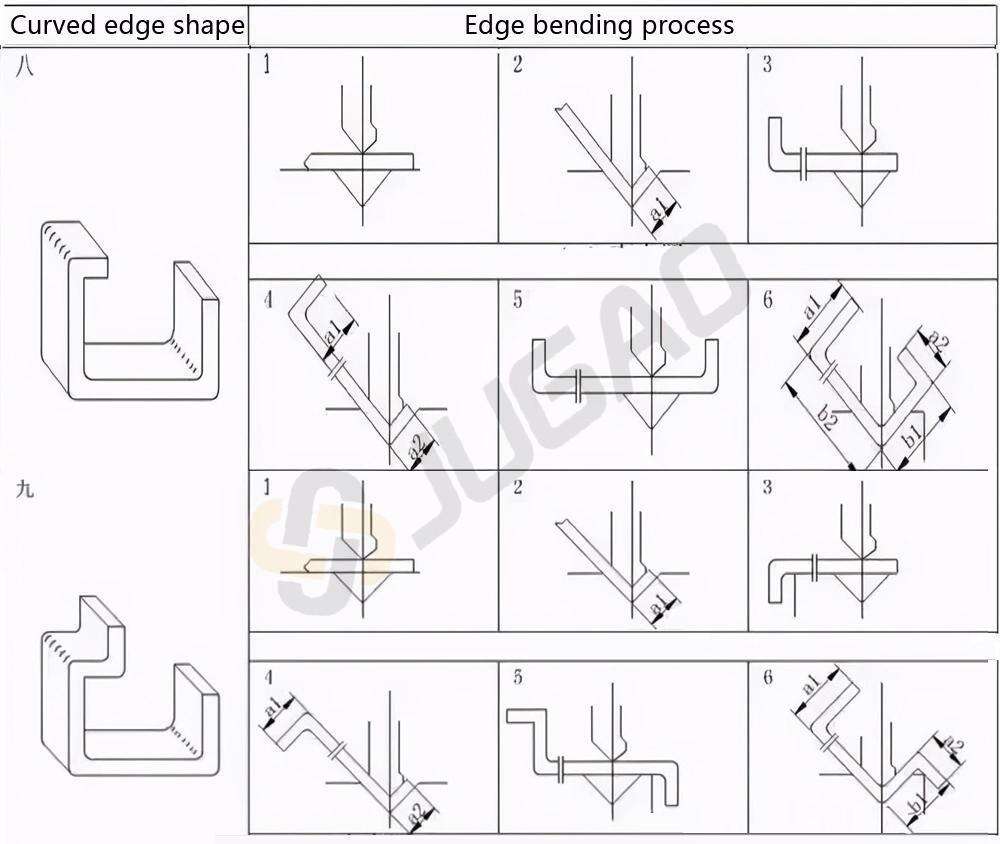
Figure 8 en 9 toon die bogenoemde buigvolgorde; as u dit verstaan, behoort dit nie moeilik te wees nie.
Figuur 10 is uitgevee omdat die buigvorme herhaal word en die hoofbeeld nie ooreenstem met die buigvolgordestreepdiagram nie.
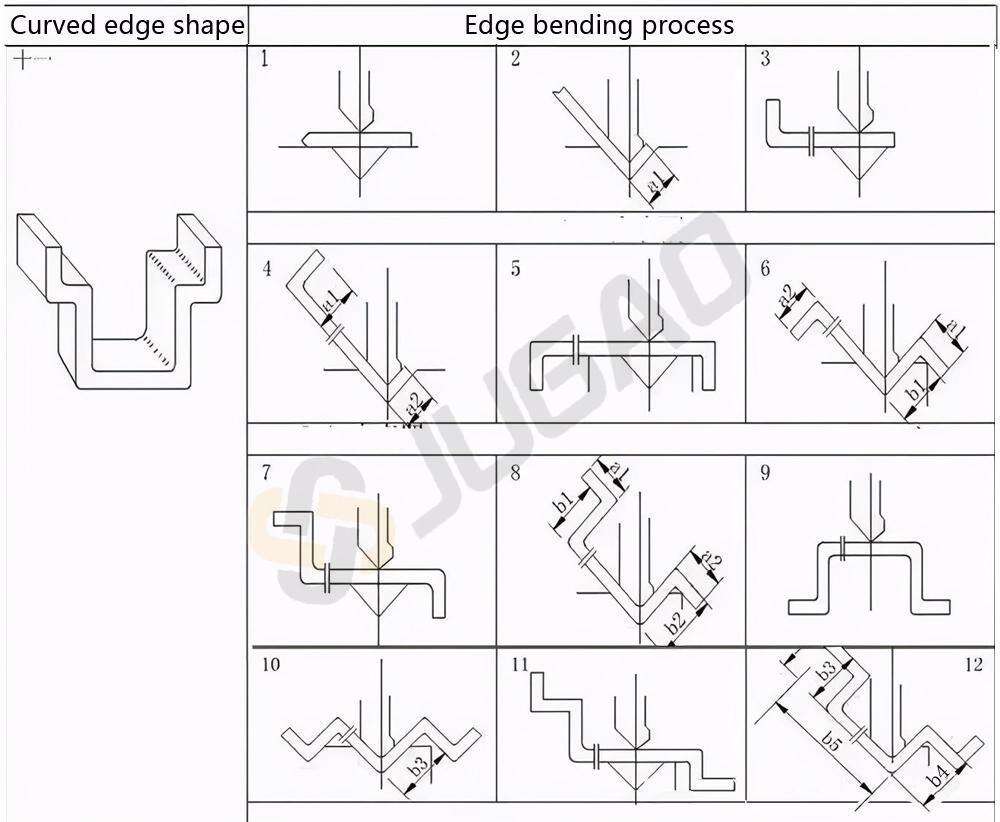
Soos in Figuur 11 gewys word: Alhoewel daar baie stappe is, is buig eintlik nie moeilik nie. Let op die gebroke draad, dink daaroor en jy sal dit verstaan. Dit is baie eenvoudig.
Plaatmetaalbuiging vereis ervaring; let op hoe ervare vaklui plate buig en hoekom hulle dit so doen. Om meer te wete te kom oor buigmachines of buigprosesse, kontak asseblief ons JUGAO CNC MACHINE-span.

