















































Die Benutting van DELEM DA-66T Programmeer vir Verbeterde Effektiwiteit
Wanneer dit by die verbetering van die doeltreffendheid van jou operasies met persremme kom, is die begrip van DELEM DA-66T produkprogrammering sleutel. Hierdie stelsel vereenvoudig nie net jou werkstroom nie, maar verseker ook presisie in boë en vermindering in opsteltyd nie. Deur volledig DELEM DA-66T-gereedskonfigurasie te integreer, kan jy produktiwiteit maksimeer en uitvoerkwaliteit verbeter.
In hierdie gids sal ek jou deur hoe DELEM DA-66T produkprogrammering aansienlik die doeltreffendheid in jou metaalbewerkingprosesse kan verbeter, lei. Vanaf die begin met die basiese beginsels tot die duik in spesifieke buigparameters en funksies, sal jy leer hoe om die volle potensiaal van hierdie gevorderde beheerder te benut.
Aan die gang met Produkprogrammering
Om DELEM DA-66T produkprogrammering te begin, is dit belangrik om vertroud te raak met sy funksies en parameters. Die programkoppelvlak is gebruikersvriendelik, ontwerp om maklike navigasie en opstelling toe te laat.

Om 'n numeriese program te genereer of wysig, begin 'n nuwe program vanuit die Produkte-modus of gebruik Program om direk in te gaan.
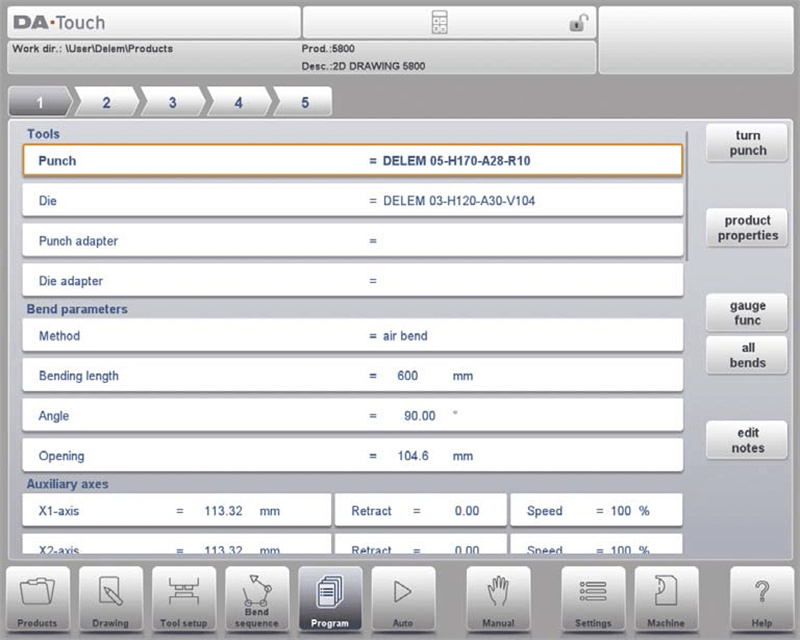
Om 'n bestaande CNC-program te wysig, kies 'n produk in die Produk-oorsig en kies die navigasieknoppie Program. Wanneer u 'n nuwe program begin, kies Nuwe Program en nadat u die hoofproduk-eienskappe ingegee het, sal die stelsel outomaties oorskakel na Program.
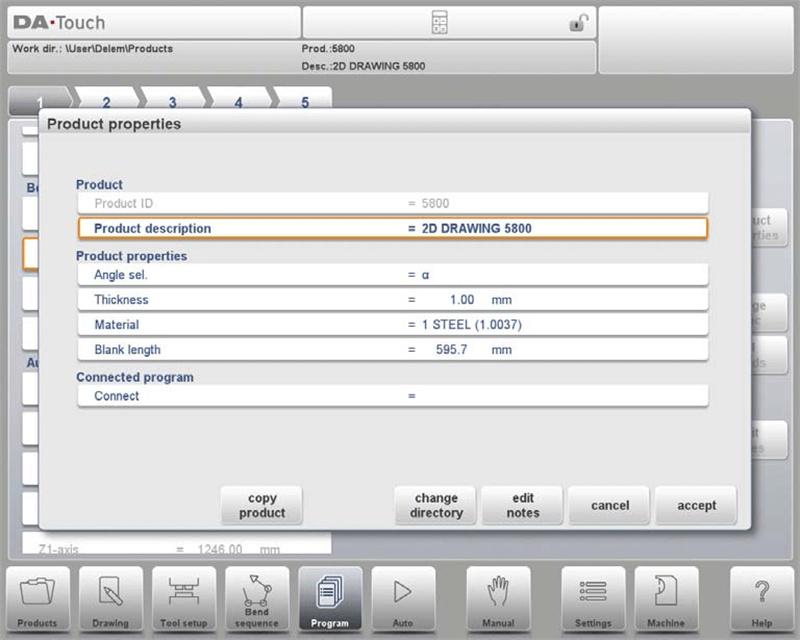
Om die hoofproduk-eienskappe te verander, tik op Produk-eienskappe. Hierdie parameters van die program is dieselfde vir elke vou van die program (hoofdata van program).
Begin deur die hooffunksies te verken: laai die materiaal, kies die matriks en voer die nodige spesifikasies in. Elke parameter, soos materiaaldikte, lengte van die werkstuk en gereedskapopstellingparameters, is noodsaaklik vir akkurate produkvervaardiging.
Verduideliking van parameters:
Produk ID: Ken 'n unieke identifiseerder toe vir elke program, tot 25 karakters, deur letters en syfers te gebruik.
Produkbeskrywing: Verskaf 'n beskrywende naam of nommer vir die program, ook beperk tot 25 karakters, met toestemming vir letters en syfers.
Hoekkeuse: Kies tussen twee Y-as programmeermodusse:
0 = Absolute posisie vir 'n vou.
1 = α, waar die hoek gespesifiseer word en die Y-as posisie bereken word.
Dikte: Dikte van die plaat.
Materiaalkeuse: Kies uit 6 vooraf gedefinieerde of 99 programmeerbare materiale om buigdieptes te bereken. Stel materiale in op die Materiaalbladsy in Instellings.
Blaanlengte: Definieer die oorspronklike plaatlengte benodig vir die produk, bereken indien gebaseer op 'n 2D-tekening.
Koppel Programme: Koppel programme om 3D-produkte uit verskeie stappe te skep.
Die hoofskerm toon die beskikbare buigings en vanaf hierdie hoofskerm kan spesifieke parameters vir elke beskikbare buiging bekyk en geredigeer word.
Die buigkieser bo-aan die skerm kan gebruik word om deur die buigings in DELEM DA-66T Produkprogrammering te navigeer. Die aangeduide buigings kan getik word om maklik die gewenste buigdata te kies.
Open 'n nuwe venster, waarin produk-eienskappe wat vir alle buigings geld, vertoon en geredigeer kan word.
Ansluif Funksies: Open 'n venster waarin asposisies in verhouding tot vingerposisies geprogrammeer kan word.
Alle Buigings: Open 'n nuwe venster, waarin alle buigings in 'n tabel vertoon word.
Redigeer Notas: Open 'n venster wat die bekyking en redigering van notas oor die huidige produk moontlik maak.
Hierdie gestruktureerde benadering ondersteun die optimalisering van bedryfsvloeie, verbetering van presisie en verhoging van produktiwiteit in industriële omgewings.
Om vertroud te raak met hierdie kenmerke, verseker jy dat jy regs begin en die voordele van doeltreffende produkprogrammering benut.
Begrip van Buigparameters
Die DELEM DA-66T sluit 'n omvattende lys buigparameters in wat noodsaaklik is vir presiese werking. Die produk-ID en produkbeskrywing word in die boonste ry op die skerm vertoon.
Jy sal begin deur die regte gereedskap te kies, met inagneming van die materiaalsoort en -dikte.
Stanskeuse: In DELEM DA-66T Produkprogrammering is die naam (ID) van die stans van kardinale belang. Tik om dit te wysig of kies uit die biblioteek vir gestroomlynde gereedskapsbestuur.
Malkeuse: Tik maklik om die mal vanuit die malbiblioteek te kies of te verander.
Stansadapter: Kies en programmeer die stansadapter uit die biblioteek. DELEM DA-66T Produkprogrammering maak gebruik van die Masjienmodus-instellings vir doeltreffende adaptergebruik.
Maladapter: Kies op soortgelyke wyse 'n maladapter via DELEM DA-66T Produkprogrammering, afhanklik van Masjienmodusparameters vir optimale werking.
Gereedskapprogrammering: Programmeer gereedskap-ID's doeltreffend of blaai deur die biblioteek vir gereedskapopsies. Gebruik ' Draaipons ' of ' Draaidys ' om die gereedskaphouding aan te pas.
Buigparameters soos buighoek, radius en flenslengte word aangepas volgens die gewenste uitset.
Buigparameters
Metode
Kies die vereiste buigmethode. Die beheersteun 5 metodes:
• lugbuiging
• bodembuiging
• kantel
• kantel en bodem
• hantering
Die volgende is die besonderhede:
Lugbuiging:
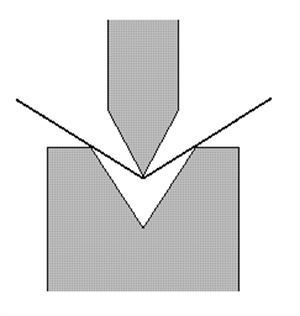
Die DELEM DA-66T Produkprogrammering bereken doeltreffend die vereiste Y-as-posisie om die geprogrammeerde hoek te bereik deur die stans tot die nodige diepte te bring.
Bodem:
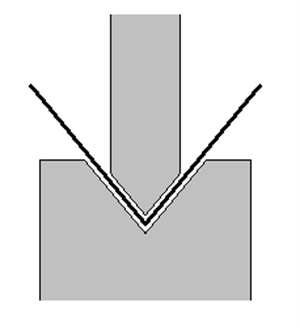
In DELEM DA-66T Produkprogrammering word die plaat gebuig deur dit tussen die stans en mal te pers, waar die onderkant van die mal as die nodige Y-as-posisie vir presiese buiging aanvaar word.
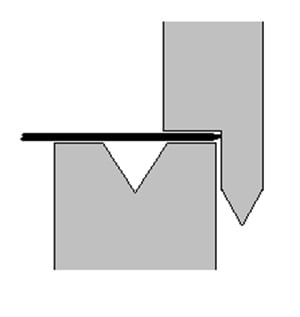
Randstikking:
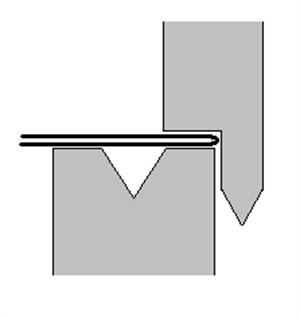
Met DELEM DA-66T Produkprogrammering word die plaat na 'n vorige skerphoekbuiging dubbelgevou. Die stelsel bereken akkuraat die Y-as-posisie as die malsoppervlak plus tweemaal die plaatdikte, deur 'kantopening'-programmering vir aanpassings te gebruik.
Kantel & Bodem:
Soortgelyk aan kantel, maar DELEM DA-66T Produkprogrammering aanvaar die boonste gedeelte van die mal as die Y-as-posisie, wat presiese vou en persing tussen stans en mal verseker.
Hanteer: Die DELEM DA-66T Produkprogrammering fasiliteer nie-boogstappe deur die Y-as stilstaand te hou, wat toelaat dat die agtermaatasse posisie volgens geprogrammeerde waardes inneem. 'n Eksterne stapverandering (C-invoer) is nodig vir doeltreffende produkhantering.
Nota 1: Die kantelbuigings word hier getoon met 'n spesiale kantelslaan, maar dit is nie vereis nie.
Nota 2: Wanneer die bodemvorming-bewerking gekies word, hang die einde-van-boogposisie van die Y-as balk af van die werkende krag. Indien egter die krag voldoende is sodat die balk na die berekende Y-as einde-van-boogposisie beweeg, sal die balkstroke beperk word deur die posisiewaarde.
Buiglengte: Lengte van die plaat tussen gereedskap.
Hoek: Die vereiste hoek van hierdie boog. Hierdie parameter verskyn slegs as hoekprogrammering gekies is met die parameter ‘Hoek sel.’ en die buigmethode is 'n lugboog.
Kantelopening: Die DELEM DA-66T Produkprogrammering bereken die balkposisie vir kantelbuigings op grond van die oop afstand tussen flense.
Buigposisie: Die Y-as-posisie wat vir 'n buiging benodig word, kom na vore wanneer absolute programmering gebruik word of wanneer bodem-/kantmetodes aktief is.
Opening: Hierdie parameter definieer die gaping tussen die stans en mal na die buiging. In DELEM DA-66T Produkprogrammering dui 'n positiewe waarde op 'n gaping bo 'Mute', en 'n negatiewe waarde onder.
Aanvullende As: DELEM DA-66T Produkprogrammering interpreteer negatiewe X-as-waardes as relatief, deur dit van die huidige posisie af te trek, wat nuttig is vir kettingoperasies.
Terugtrek: Die terugtrekafstand van 'n gekose as in die huidige buiging binne DELEM DA-66T Produkprogrammering begin wanneer die balk die plaat knyp, wat hanterings tyd optimaliseer.
Asse Spoed: Snelhede in DELEM DA-66T Produkprogrammering kan ingestel word as 'n persentasie van die maksimum, wat presiese beheer oor produksieprosesse verseker. Deur hierdie kenmerke van DELEM DA-66T Produkprogrammering te verstaan en te gebruik, kan vervaardigers doeltreffendheid en produktiwiteit aansienlik verbeter.
Wysig notas
Die notasredigeerfunksie maak dit moontlik om gedetailleerde instruksies spesifiek vir elke taak te voorsien, wat waardevol kan wees vir toekomstige verwysing.
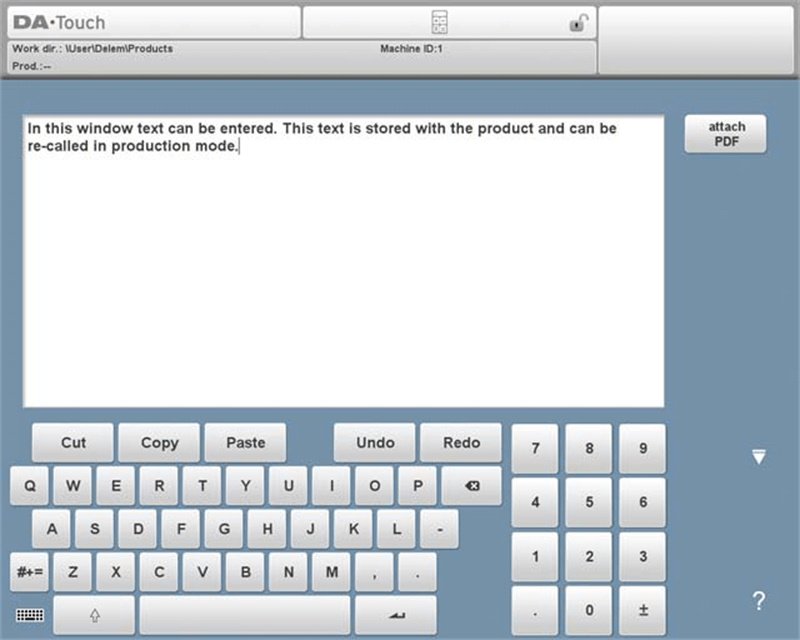
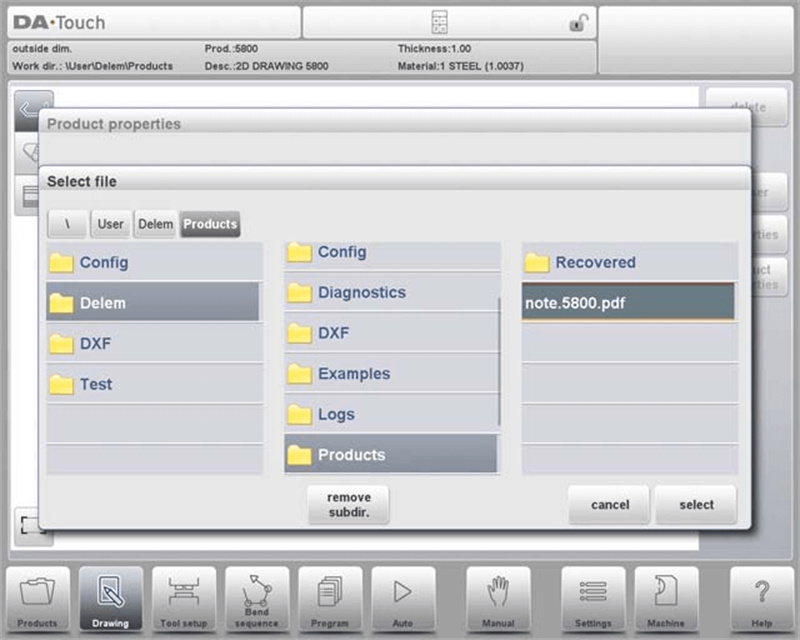
Om 'n PDF-lêer aan die nota te heg, tik op Heg PDF. Via die gidsblaaier kan 'n PDF-lêer gekies word en sal in die produk-lêer ingesluit word.
Wanneer slegs 'n PDF-lêer aangeheg word sonder 'n tekstuele nota, sal die PDF onmiddellik vertoon word wanneer die gebruiker op die Nota-aanduider druk in outomatiese modus.
Meterfunksie
Daarbenewens help die meterfunksie om die materiaal korrek te posisioneer, wat verseker dat herhaalde bewerkings akkuraat bly.
In DELEM DA-66T Produkprogrammering, maak die 'Gauge Func' 'n venster oop om agtermeterparameters te bestuur, wat noodsaaklik is om die gewenste vingerposisies per vou te programmeer.
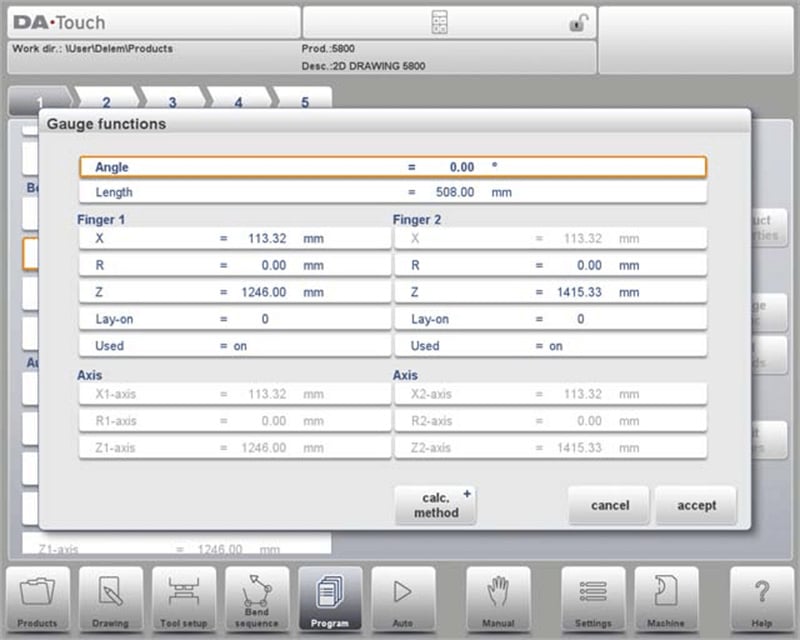
Hoek: Bepaal die hoek van die agtermetervingers vir presiese hoekposisionering.
Lengte: Stel die produk se sy-lengte in vir agtermeterposisionering, veral Z-posisionering.
X: Handmatig aanpasbare posisie van die vingers in die X-rigting vir plaatplasing.
R: Handmatig verstelbare posisie in die R-rigting, wat fynere beheer oor posisionering moontlik maak.
Z: Z-rigtingverstellings laat toe dat vingerposisionering geoptimaliseer word.
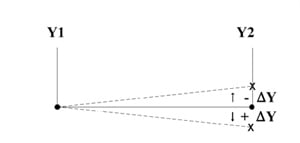
Lê-op: Maak dit moontlik om verskeie vingerposisies te programmeer deur gebruik te maak van DELEM DA-66T Produkprogrammering, wat aspek op asposisies het terwyl maatbepaling behoue bly.
Lê-op = 0: geen lê-op (verstek)
Lê-op = 1: lê-op eerste vlak
Lê-op = 2: lê-op tweede vlak
Lê-op = 3: lê-op derde vlak
Gebruiksparameter: Parkeerfunksie binne DELEM DA-66T Produkprogrammering; parkeer vingers gebaseer op Z-posisie wanneer dit nie gebruik word nie. Van toepassing wanneer meer as twee vingers teenwoordig is.
Effek van Veranderinge: Die aanpassing van ‘Lê-op’ beïnvloed X- en R-asposisies terwyl maatposisies konstant bly, wat die programmeerproses binne DELEM DA-66T Produkprogrammering vereenvoudig.
Lê-op = 0
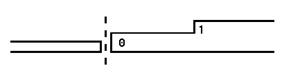
Lê-op = 1
Verkenning van Buigfunksies
Buigfunksies is integraal aan die optimalisering van DELEM DA-66T produkprogrammering. Hulpfunksies speel 'n beduidende rol, deur outomaties aan te pas by veranderinge in die opstelling, wat sodoende handmatige tussenkoms verminder.
1. Dompuntinstelling:
Doel: Skakel Y-as van vinnige toemaak na persnelheid.
Besonderhede: Programmeer die afstand van die dompunt bo die plaat. Standaarddomwaarde is vanaf die geprogrammeerde stans.
Notas: Beskikbaarheid hang af van masjieninstellings.
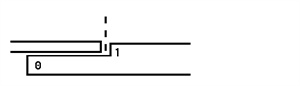
2. Parallelisme: Verskil tussen linker- en regterkantse silinder (Y1 en Y2). Wanneer positief, is die regterkant laer. Wanneer negatief, is die regterkant hoër. Die geprogrammeerde waarde is aktief onder die klempunt.
3. Herhaling:
0 = buiging word oorgeslaan.
1 tot 99 = die aantal kere wat hierdie buiging herhaal sal word.
4. Wag vir Intrek Konfigurasie
Doel: Beheer Y-as wagtyd tydens intrek.
Opsies:
Nee: Intrek begin sodra die Y-as die klemspunt verby is sonder om te stop.
Ja: Y-as stop by die klemspunt totdat intrek voltooi is.
5. Stapveranderingskode:
Doel: Definieer wanneer die volgende buigparameters aktiveer.
Instellings:
0 – ER: Verandering by dekompresie-einde.
1 – DEMP: Verander by demp posisie tydens oopmaak.
2 – BDP: Verander by boonste dooipunt.
3 – BDP STOP: Verander by boonste dooipunt sonder asbeweging.
4 – EKSTERNAAL: Verander met C-ingang aktief; geen balke- of intrekbeweging nie.
5 – BDP EKSTERNAAL: Verander met C-ingang by boonste dooipunt, wat balke- en intrekbeweging toelaat.
6. Vertragings tyd: Programmeerbare vertragings tyd voor stapverandering (0-30 sek).
7. Krag: Maksimum aangepaste krag tydens persing (outomaties bereken).
8. Verblyf tyd: Hou-tyd van stans by buigpunt.
9. Dekompressie: Dekompressieslag na buiging om die werkende druk te verlig.
10. Druk- en Dekompressiespoed:
Drukspoed: Werkspoed aanvanklik vanaf verstekinstellings.
Dekompressiespoed: Geprogrammeerde spoed tydens dekompressie.
11. Deelsteun terugkeerspoed:
Doel: Stel spoed vir deelsteun se terugkeer na buiging.
Nota: Beskikbaar met deelsteunstelsel.
Buigparameters – Alle Buigings
ʼN Belangrike aspek is die programmering van buigparameters oor alle boë heen, wat eenvormigheid en minimale foutmarges tydens produksie vergemaklik. Hierdie kenmerk verminder nie net materiaalverspilling nie, maar versnel ook die algehele buigproses.
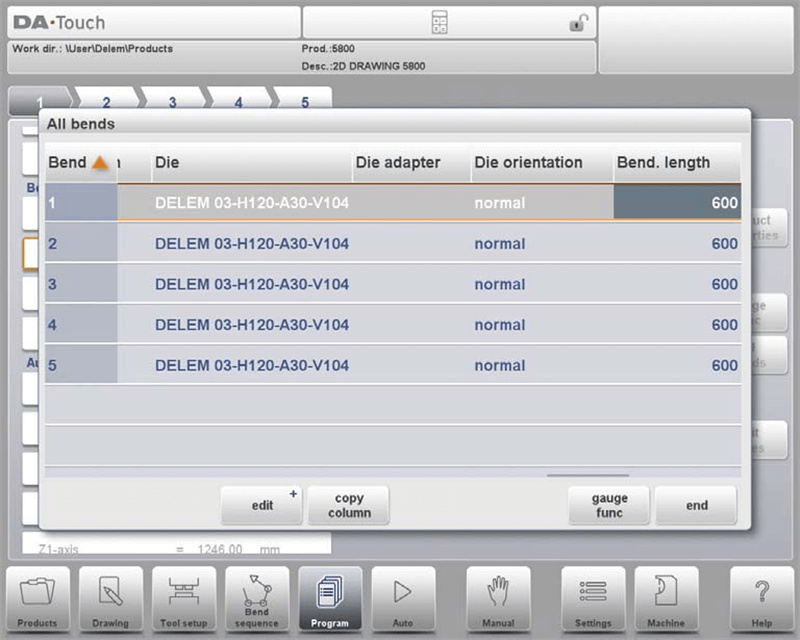
Spesifieke boë kan op die skerm geselekteer word deur die gemerkte balk op daardie boog te plaas, en dan END te kies. Vanuit hierdie skerm kan die volledige CNC-program bewerk word deur gebruik te maak van DELEM DA-66T Produkprogrammering. Alle buigparameters kan in die tabel gewysig word, en boë kan omgeruil, beweeg, bygevoeg en uitgevee word. Die beskikbare kolomme kan met vingerbeweging/swipes geskuif word.
Funksies:
Wysig: Wysig die program deur bevele soos invoeg, uitvee en merkboog te gebruik.
Kopieer Kolom: Dit laat jou toe om die huidige gekose parameter se waarde na alle ander boë te kopieer.
Gauge-funksie: Programmeer gauge-posisies soos vantevore verduidelik.
Wanneer die Wysig-funksie gedruk word, verskyn ʼn tydelike knoppiebalk met addisionele opsies:
Voeg Boog In: Voeg ʼn nuwe boog by deur die huidige een te kopieer.
Merke Buig: Berei 'n buig voor vir aksies soos skuif of ruil.
Verwyder Buig: Verwyder die tans gekose buig.
Aanvullende Funksies Wanneer Merke Buig Gebruik Word:
Skuif Buig: Verander die volgorde van buigs deur hulle te kies en verskuif binne die volgorde.
Ruil Buigs: Ruil die posisies van twee buigs uit.
Kanselleer Merking: Maak 'n buig se merking ongedaan, om 'n aksie af te sluit of te kanselleer.
Verbinding van CNC programme
Met DELEM DA-66T Produkprogrammering, gebruik die Koppel-parameter om 3D produkte te skep deur buigvolgordes opeenvolgend uit te voer. Programmeer twee rigtings:
1. Skep en programmeer die buigvolgorde vir elke rigting.
2. Koppel programme deur volgordes via die produk biblioteek te kies en die Koppel-parameter te gebruik.
3. Wanneer meer programme gekoppel word, pas elkeen by die volgende en sluit terug na die eerste.
Om te vervaardig met gekoppelde programme:
1. Kies die eerste program.
2. Skakel oor na Outomatiese modus.
3. Programmeer die produk hoeveelheid met 'voorraad telling'.
4. Druk Begin om die reeks te begin.
Na voltooiing van die eerste program, begin die volgende outomaties, met aanduiding van die oorblywende telling.
Spesiale Redigeer Opmerkings
In DELEM DA-66T produkprogrammering is spesiale redigeeropmerkings noodsaaklik vir aanpassing en spesifieke taakvereistes. Hierdie funksie stel operateurs in staat om addisionele instruksies of wysigings in te voer wat die buigproses kan aanpas om unieke vereistes te ontmoet. Dit verseker dat enige spesifieke besonderhede of kwessies genoteer en aangespreek word, en bied 'n persoonlike blik op die vervaardigingsproses terwyl dit 'n dieper begrip van die masjinerie se vermoëns bevorder.
In DELEM DA-66T Produkprogrammering, ná die wysiging van programdata, doen die stelsel nie outomaties die volgende berekeninge nie:
1. Krag
2. Dekompressie
3. Krooninstellingsapparaat
4. Z-as Posisieverskuiwing
5. X-as Posisiekorrigerings
So werk die herberekening in DELEM DA-66T Produkprogrammering:
Parameters 1 tot 4 word slegs outomaties herbereken indien 'Outomatiese Berekeninge Wysig' in die instellings geaktiveer is.
Parameter 5 word herbereken wanneer 'Aktiewe Buigtoelaetabel' in die instellings geaktiveer is. Korreksies vir die X-as kan gedoen word deur 'Corr.X' vir individuele buigings en 'G-corr.X' vir alle buigings in die aktiewe program.
Uitsonderlik, wanneer die 'Buigmetode'-parameter verander word, pas die Krag en Dekompressie outomaties aan. Dit beklemtoon hoe DELEM DA-66T Produkprogrammering operasies stroomlyn om doeltreffendheid te verbeter deur effektiewe bestuur van parameterherberekening.
Gevolgtrekking
Kortom, DELEM DA-66T produkprogrammering verbeter direk vervaardigingseffektiwiteit. Belangrike voordele sluit in sy intuïtiewe koppelvlak, gevorderde programmeringsfunksies, werkstydige diagnostiek en naadlose integrasie met geoutomatiseerde stelsels.
Om te ontdek hoe die DELEM DA-66T u operasies kan optimaliseer, kontak asseblief ons JUGAO-span. Ons staan gereed om gedetailleerde ondersteuning te bied en u spesifieke vrae te beantwoord. Vir verdere insigte, nooi ons u ook uit om ons addisionele tegniese hulpbronne te verken.

