















































Sleutelinsigte uit die ESTUN E21 Bedieningsgids
Om die doeltreffendheid van jou metaalvervaardigingsprosesse te verbeter, is dit noodsaaklik om die basiese beginsels van die ESTUN E21 Bedieningsgids te verstaan. As jy professionele advies soek om die gebruik van hierdie beheerder te optimaliseer, het jy by die regte plek aangekom.
Hierdie artikel sal kerninsigte uit die ESTUN E21 Bedieningsgids beklemtoon en praktiese wenke bied om u bedryfsprosesse te stroomlyne. Of u nou 'n ervare operateur is of nuut tot hierdie sisteem, sal hierdie insigte u toerus met die nodige kennis om presisie en produktiwiteit in u take te verbeter. Kom ons verken die gids en ontgrendel die volle potensiaal van die ESTUN E21 vir u masjinerie.
Basiese Bedryfsprosedure
Om die ESTUN E21-kontrolemechanisme doeltreffend te gebruik, moet u eers vertroud raak met sy basiese bedryfsproses. Begin deur te verseker dat die kontrolemechanisme behoorlik gekoppel is en aangeskakel is. Sodra die masjien geaktiveer is, is die eerste stap om die vereiste bedryfsparameters op die kontrolemechanisme se vertoning te voer. Dit sluit in die keuse van die bedryfsmodus (handmatig of outomaties) volgens die spesifieke taakbehoeftes. Deur hierdie aanvanklike stappe te volg, word u verseker van 'n presiese bedryf, in ooreenstemming met die riglyne wat in die ESTUN E21 Bedieningsgids verskaf word.
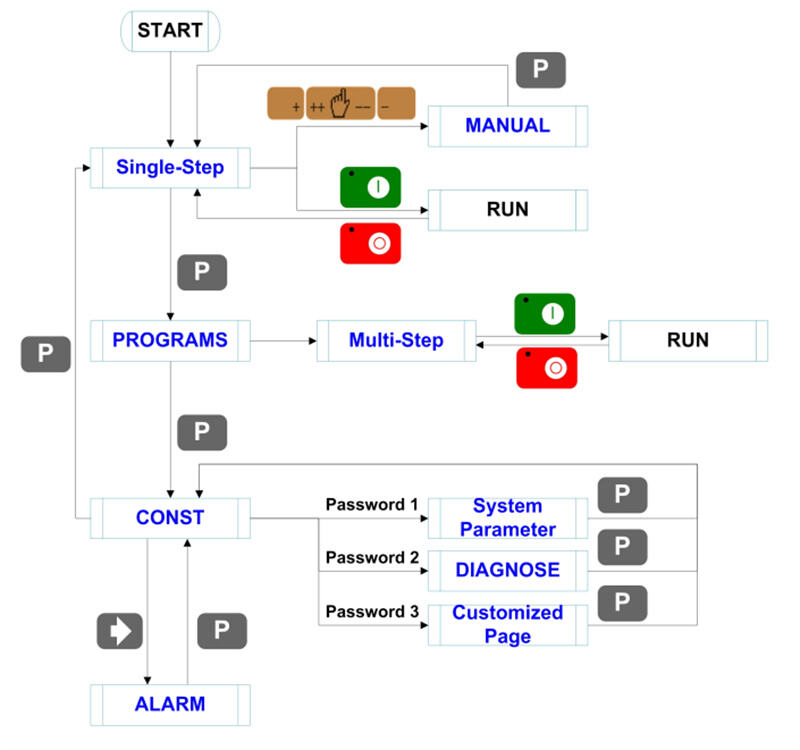
Die basiese moduswissel- en bedryfsproses van die toestel word in die figuur getoon.
Programmering van die ESTUN E21-kontrolemechanisme
Om u persbuk met die ESTUN E21 te programmeer, is eenvoudig maar doeltreffend. Om 'n taak te programmeer, moet u eers toegang verkry tot die programmeringskieslys op die kontrolemechanisme. Dit behels om deur die koppelvlak te navigeer om bevele soos buighoeke, materiaalsoort en materiaaldikte in te voer. Deur hierdie stappe te volg, kan u verseker dat die masjien met die nodige presisie werk vir ingewikkelde take, soos gespesifiseer in die ESTUN E21 Bedryfsaanwysings. U kan ook verskeie programme aanpas en stoor, wat sodoende fleksibiliteit en doeltreffendheid in daaglikse bedrywighede moontlik maak.
Die toestel bied twee programmeringsmetodes: enkelstap-programmering en meerstap-programmering. Gebruikers kan die toepaslike metode kies op grond van werklike werkvereistes.
Enkelstap-programmering
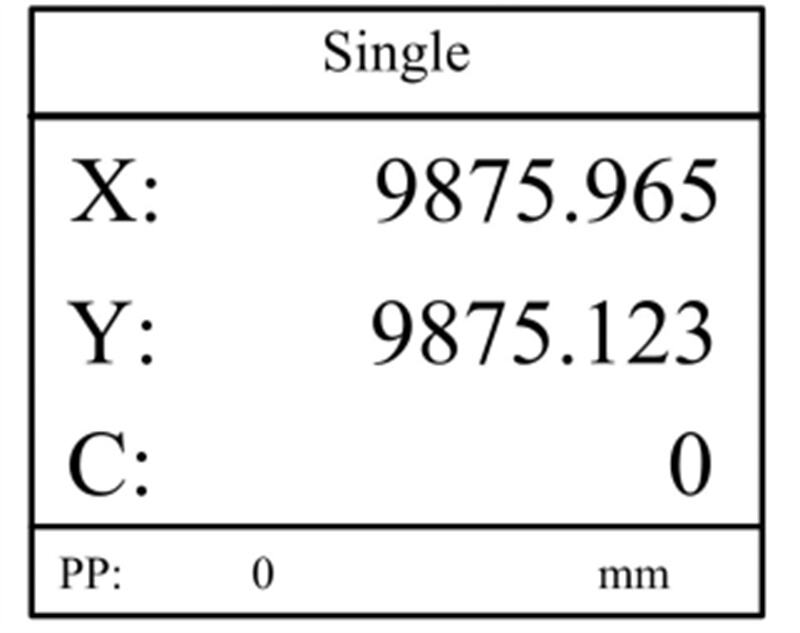
Enkelstap-programmering word gewoonlik gebruik om die verwerking van werkstukke in 'n enkele operasie te voltooi. Wanneer die beheerder aangeskakel word, navigeer dit outomaties na die enkelstap-programbladsy.
Bedieningstappe
1. Nadat die toestel begin het, sal dit outomaties die konfigurasiebladsy vir die enkelstap-program invoer.
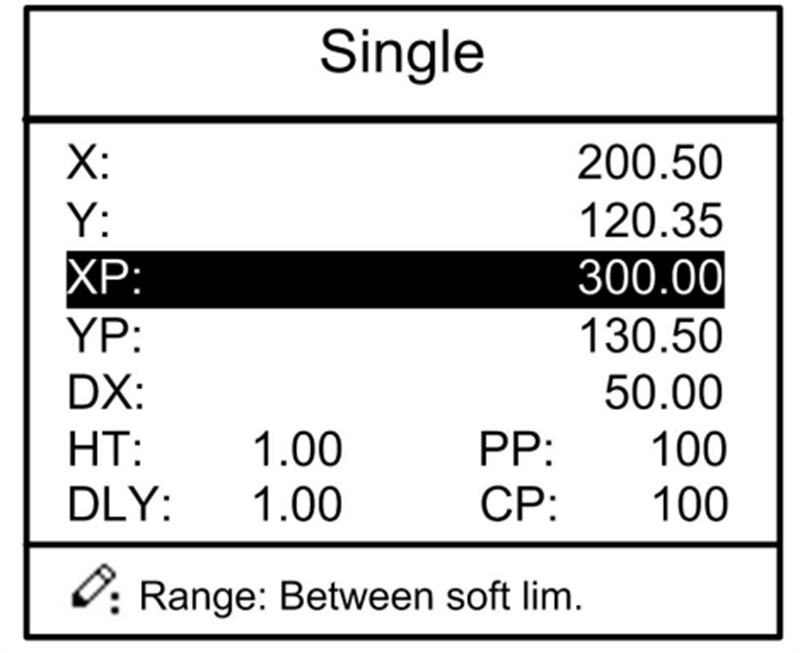
2. Druk die toegewysde sleutel om die parameter te kies wat gekonfigureer moet word, gebruik die nommer sleutels om die programwaarde in te voer, en druk dan die bevestigingssleutel om die inskrywing te finaliseer.

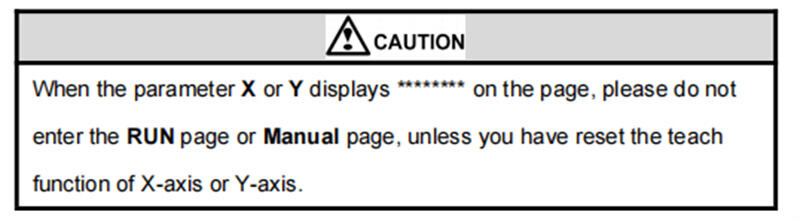
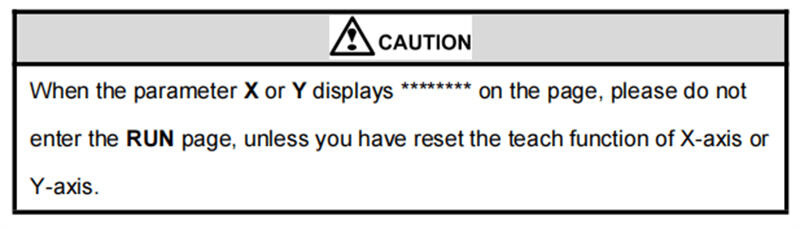
Nota: Parameters kan slegs gekonfigureer word wanneer die Stop-aanduider aangesteek is.
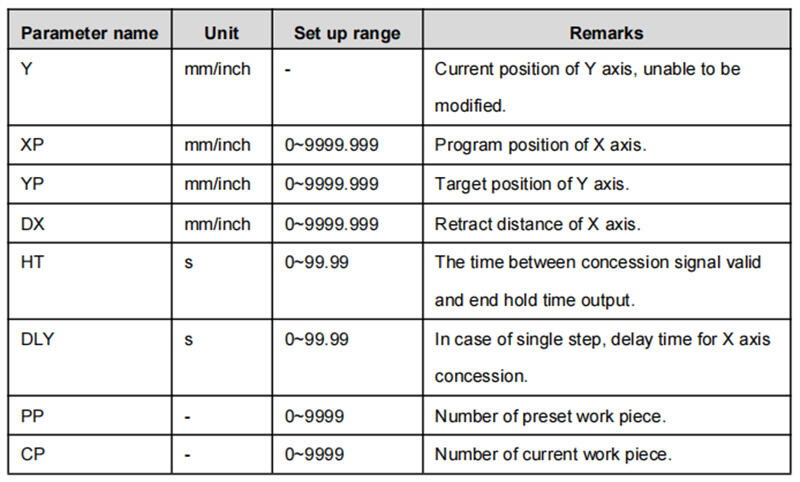
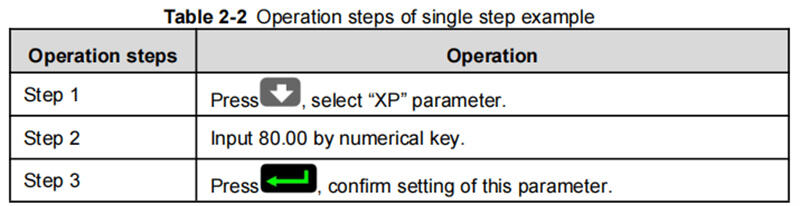
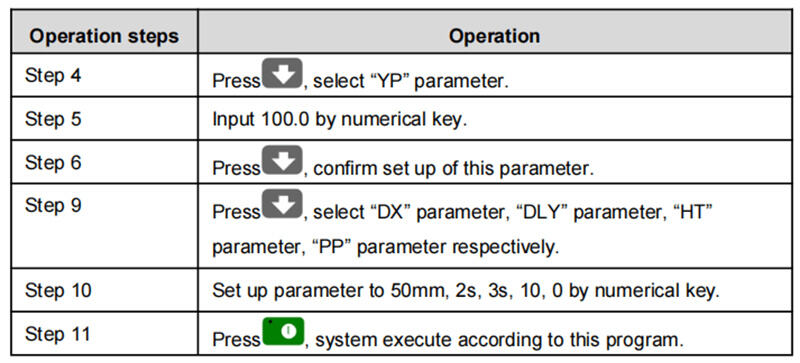
Die konfigurasie-reeks vir enkelstap parameters word in die tabel getoon.

3. Druk die begin-sleutel en die stelsel sal volgens hierdie program uitvoer, soos in die figuur getoon.

Bedieningsvoorbeeld
Soos aanbeveel in die ESTUN E21 Bedieningsgids, kan u u enkelstap-program verbeter deur die buigdiepte op 100,0 mm en die agterstop op 80,00 mm te stel. Stel die terugtrekafstand op 50 mm, met 'n toelaatbare wagtyd van 2 sekondes en 'n vasdruktyd van 3 sekondes. Ken die werkstuknommer 10 toe, en verseker dat elke bedryfsstap ooreenstem met die besonderhede in die tabel van die gids. Deur hierdie instellings te volg, word doeltreffende en akkurate metaalvervaardiging gewaarborg.
Veelstap Programmering
Veelstap programmering is ontwerp om 'n enkele werkstuk deur verskeie afsonderlike bedryfsstappe te verwerk. Dit laat toe dat veelvoudige stappe ononderbroke uitgevoer word, wat die verwerkingseffektiwiteit verbeter.
Bedieningstappe
1. Wanneer die toestel aangeskakel word, word die enkelstap-parameterbladsy outomaties vertoon.
2. Druk die modus-toets om na die programbestuursbladsy te navigeer, soos getoon in die figuur.

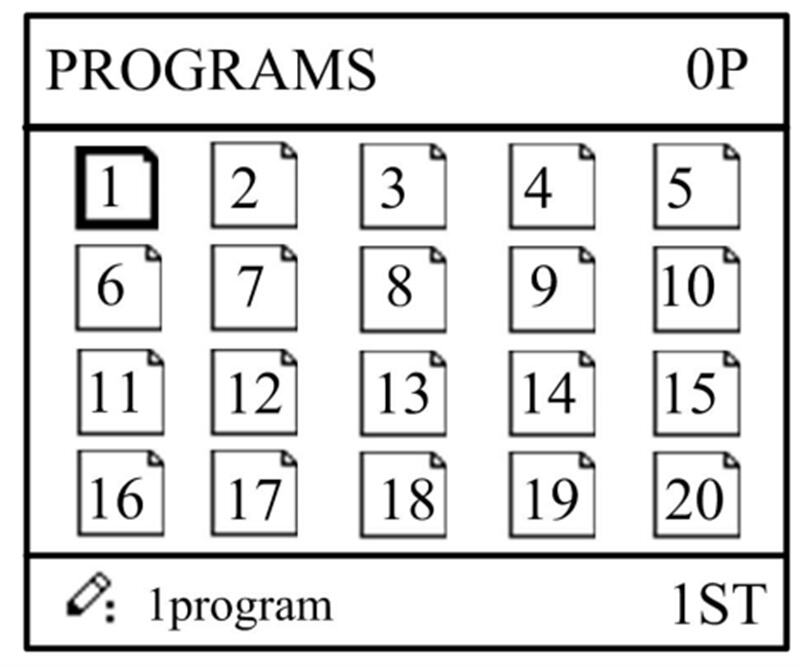
3. Druk die keuseknoppie om 'n program seerialenommer te kies, of voer direk 'n programmommer in (byvoorbeeld, voer “1” in).

4. Druk die bevestigingsknoppie om toegang te kry tot die multi-stap programkonfigurasiebladsy, soos getoon in die figuur.
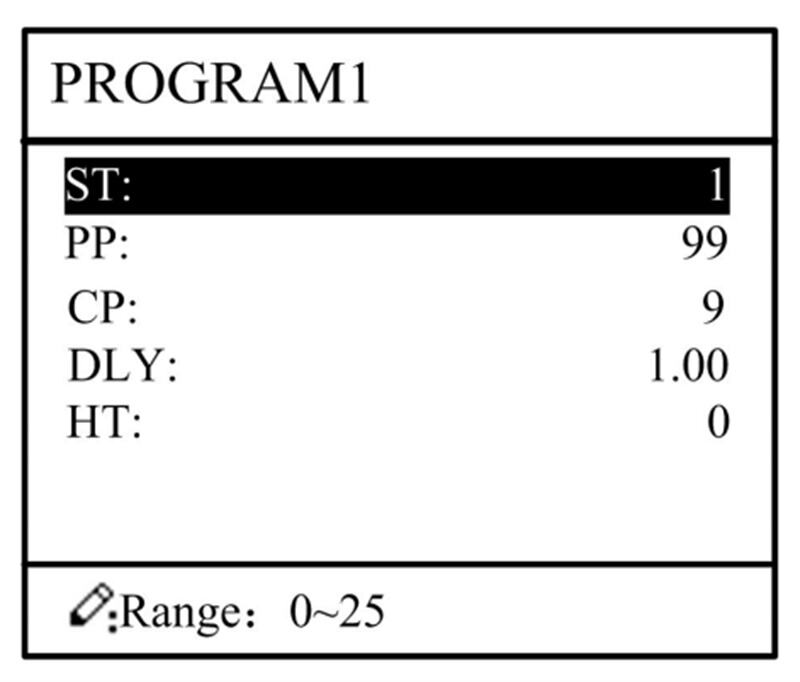
5. Druk die Af-pyltoets om die multi-stap programmeringsparameter wat geconfigureer moet word, te kies, voer die gewenste waarde in, en druk die Enter-toets om die instelling te aktiveer.
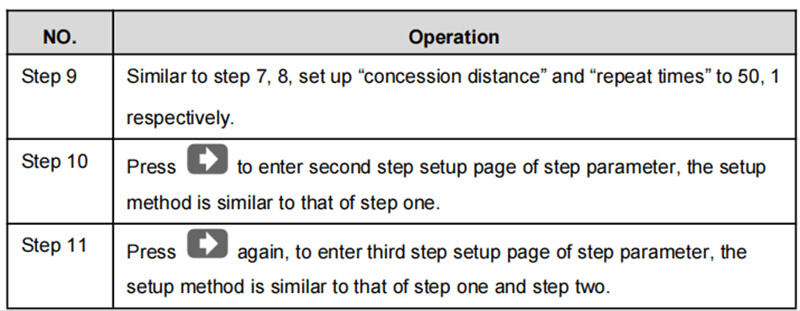
6. Nadat die konfigurasie voltooi is, druk die Regs-pyltoets om die stapparameterkonfigurasiebladsy te betree, soos getoon in die figuur.
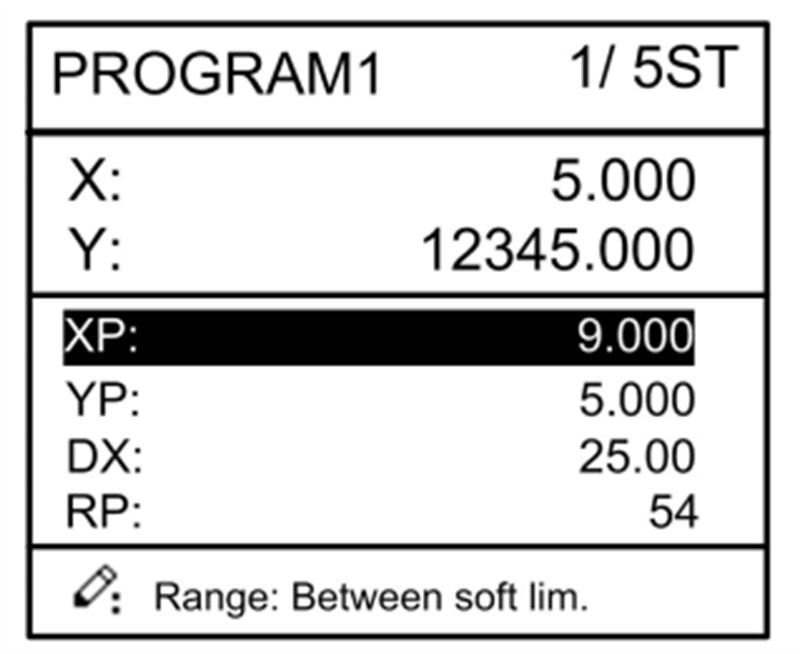
7. Druk die Af-pyltoets om die stapparameter wat geconfigureer moet word, te kies, voer die programwaarde in, en druk die Enter-toets om die instelling te bevestig.
8. Gebruik die Links- en Regs-pyltoetse om tussen stappe te skakel. As u op die eerste stap is, sal die druk van die Links-pyltoets u na die laaste bladsy van die stapparameterkonfigurasie neem; as u op die laaste stap is, sal die druk van die Regs-pyltoets u terugneem na die eerste bladsy van die stapparameterkonfigurasie.
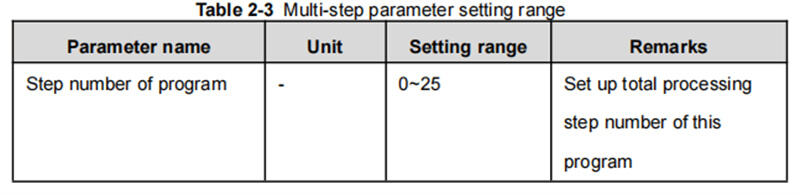
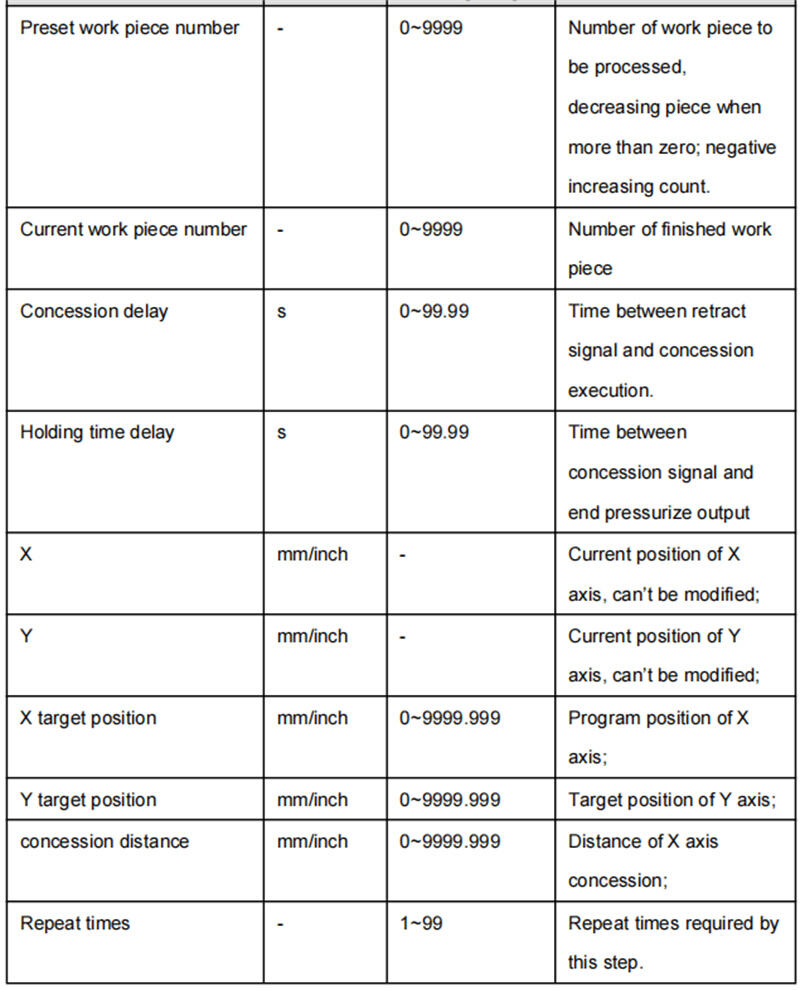
Die konfigurasie-reeks vir multi-stap parameters word in die tabel getoon.
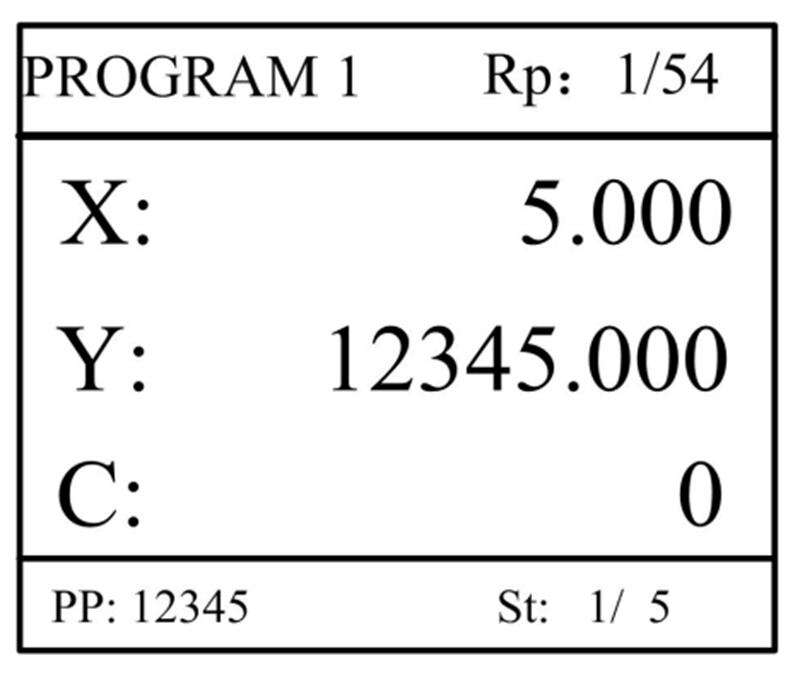
9. Druk die begin-toets, en die stelsel sal volgens hierdie program werk, soos in die figuur gewys.
Bedieningsvoorbeeld
Agtergrond: Soos hieronder geïllustreer, moet 50 eenhede van 'n enkele werkstuk verwerk word, met die volgende vereistes:
• Eerste buiging: 50 mm
• Tweede buiging: 100 mm
• Derde buiging: 300 mm in die teenoorgestelde rigting
Analise: Gebaseer op die werkstukspesifikasies en masjien tegniese toestande:
• Eerste buiging: Stel die X-as posisie na 50,0 mm, Y-as posisie na 85,00 mm, en toeslag na 50 mm.
• Tweede buiging: Stel die X-as posisie na 100,0 mm, Y-as posisie na 85,00 mm, en toeslag na 50 mm.
• Derde buiging: Stel die X-as posisie na 300,0 mm, Y-as posisie na 85,00 mm, en toeslag na 50 mm.
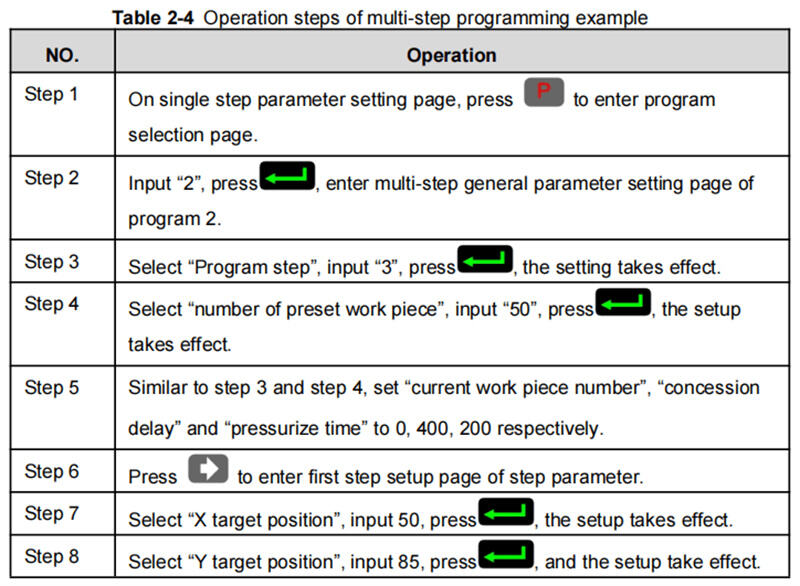
Wysig die verwerkingsprogram vir hierdie werkstuk in Programnommer 2. Die spesifieke bedryfsproses word in die tabel getoon.
Wanneer die ESTUN E21 Bedieningsgids gebruik word, berus doeltreffende programmering met veelvuldige stappe op die volgende sleutelpunte:
• Terugkeer na die aanvangstap: Na die voltooiing van programmering met veelvuldige stappe, keer altyd terug na die aanvangstap om te verseker dat die program in die korrekte volgorde uitgevoer word.
• Navigasie deur parameters: Gebruik die Linker- en Regterpyle om alle stapparameters doeltreffend te deurgaan en aan te pas.
• Programaanpassings: Programme kan soos nodig geredigeer en hersien word, wat sorg vir buigsaamheid en aanpasbaarheid.
• Geoutomatiseerde verwerking: Na die voltooiing van 'n partij (byvoorbeeld 50 werkstukke), stop die stelsel outomaties. U kan dit herbegin om die volgende partij vloeiend te verwerk.
Deur hierdie stappe te volg—soos aangedui in die ESTUN E21 Bedieningsgids—word optimale masjinerprestering en produktiwiteit verseker.
Parameterinstelling
Gebruikers kan alle parameters wat nodig is vir die normale werking van die stelsel konfigureer, insluitend stelselparameters, X-as parameters en Y-as parameters.
1. Op die programbestuursbladsy, druk die P-toets om toegang te kry tot die programmeerkonstante-bladsy (soos getoon in die figuur). U kan hierdie bladsy gebruik om programmeerkonstantes te konfigureer.
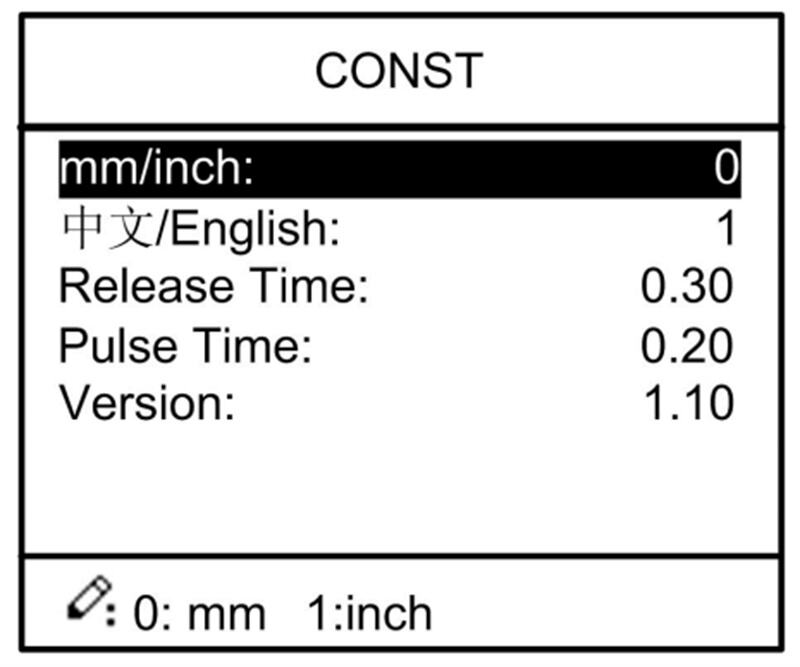
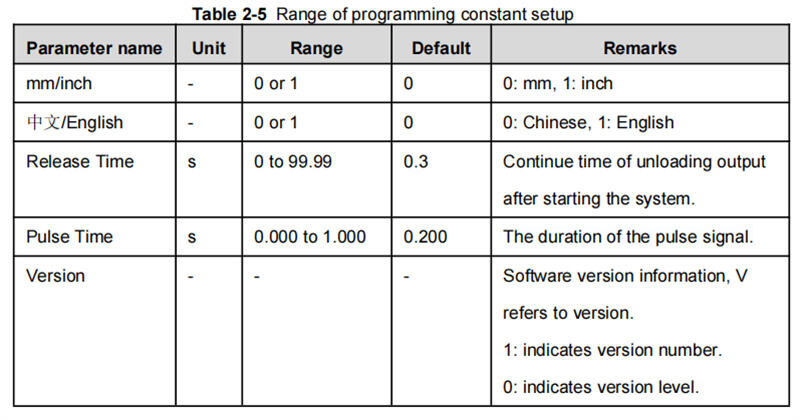
Die konfigurasie-reeks vir programmeerkonstantes word in die tabel gewys.
2. Voer die wagwoord “1212” in en druk die Enter-toets om die Leer-bladsy te open (soos getoon in die figuur). Konfigureer die parameters hier, en die parameterkonfigurasie-reeks word in die tabel gewys.
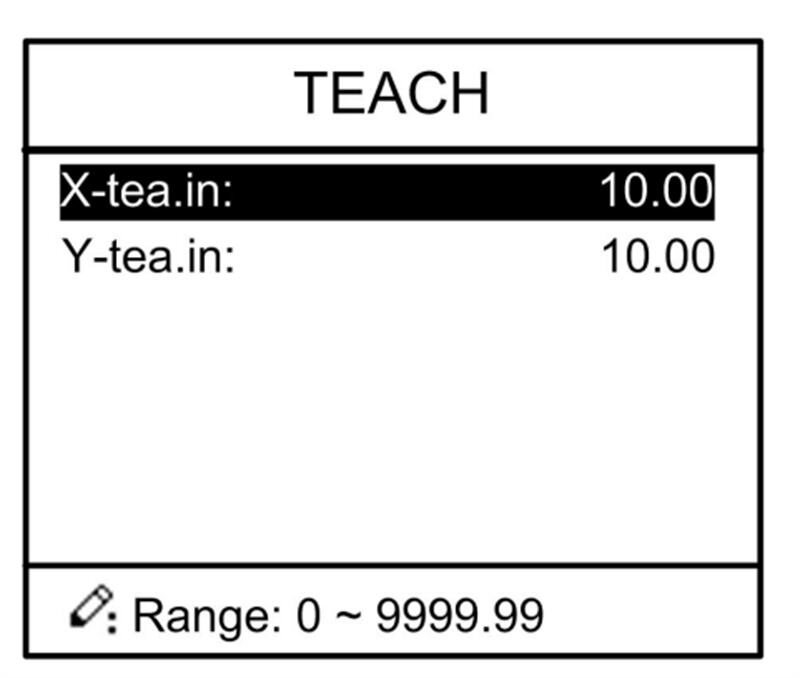
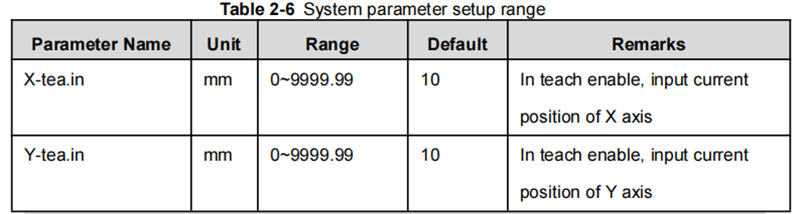
Hoe om te leer: Die ESTUN E21 Bedieningsgids beveel aan dat die skuifder en agtergeleidingsposisies gemeet word om presisie te verseker. Indien direkte meting moeilik is, programmeer 'n proses en meet dan die voltooide werkstuk. Hierdie metode verseker akkuraatheid en stem ooreen met die gids se strategieë vir optimale masjienprestasie.
3. Druk die P-toets om terug te keer na die programmeerkonstante-bladsy.
Handmatige aanpassing
In enkelstapmodus kan u handmatig die asbeweging beheer deur op die ooreenstemmende sleutels te druk. Hierdie benadering help gebruikers om die masjien en werkstuk aan te pas.
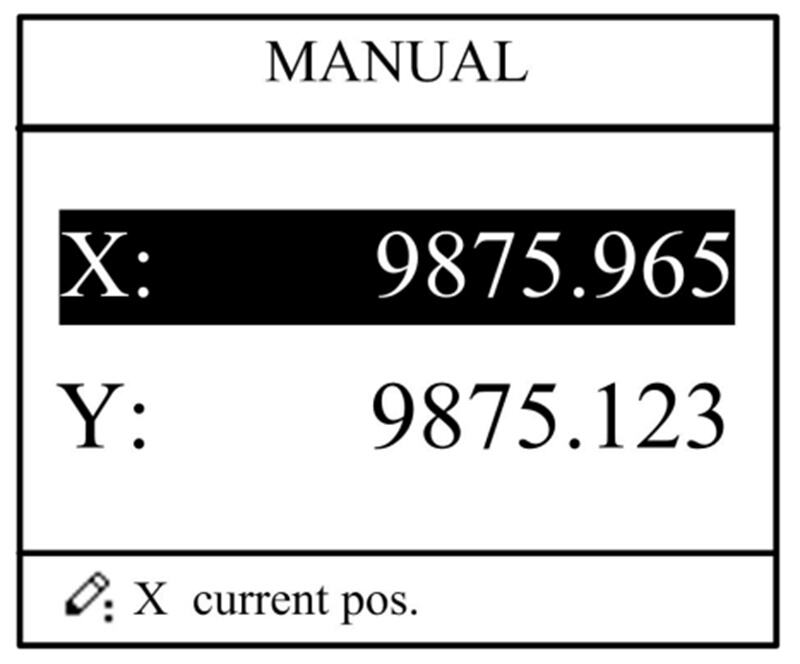
1. Op die enkelstap-parameterkonfigurasiebladsy, druk op die Plus- of Minussleutel om na die handmatige bladsy te skakel (soos in die figuur gewys).
2. Pas die asposisie aan volgens u werklike behoeftes, volgens die spesifikasies in die tabel hierbo:
◦ Indien die dryfmodus van die ooreenstemmende as 'n gewone motor is: [Volg die spesifieke bedryfsbesonderhede in die tabel van die oorspronklike gids]
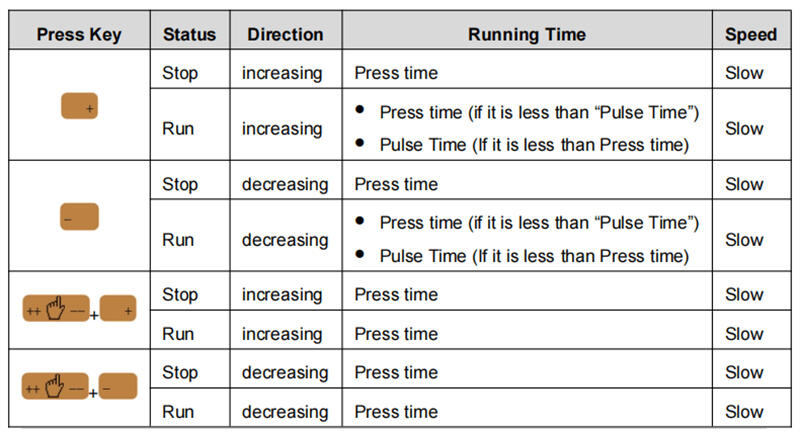
Nota: Wanneer die stelsel in bedryf is, werk handmatige aanpassing slegs vir die X-as.
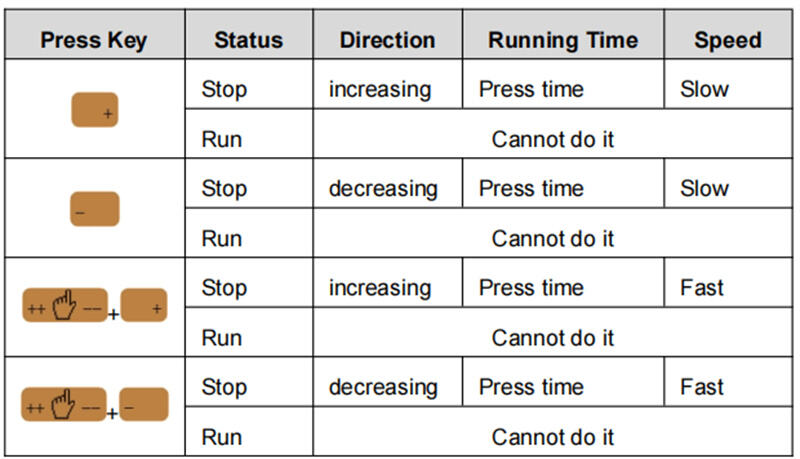
◦ Indien die dryfmodus van die ooreenstemmende as frekwensiebeheer is: [Volg die spesifieke bedryfsbesonderhede in die tabel van die oorspronklike gids]
1. Druk op die P-sleutel om terug te keer na die enkelstap-parameterkonfigurasiebladsy.
Algemene vrae (VVK)
Hoe help die ESTUN E21 Bedieningsgids om masjienpresisie te verbeter?
Die gids bied gedetailleerde riglyne oor kalibrasie- en rigtingsprosesse—stappe wat krities is om presiese werking te verseker. Deur hierdie riglyne konsekwent te volg, kan die masjien se akkuraatheid en algehele prestasie aansienlik verbeter word.
Watter probleemoplossingsstappe word in die ESTUN E21 Bedieningsgids uiteengesit?
Die ESTUN E21 Bedieningsgids beskryf verskeie probleemoplossingsmaatreëls, soos die inspeksie van elektriese verbindings, die nagaan van foutkodes op die vertoningseenheid, en verwysing na die handleiding vir die oplossing van spesifieke foute.
Gevolgtrekking
In samewerking bied die ESTUN E21 Bedieningsgids sleutelinsigte vir die doeltreffende bediening van u toerusting. Belangrike punte om te onthou sluit in die beheersing van die basiese bedieningsproses, die begrip van enkelstap-programmering, en die vaardige hantering van meerstap-programmering. Hierdie gids verseker dat operateurs die basiese kennis het wat nodig is om masjienprestasie en produktiwiteit te verbeter.
Korrekte opstelling en gereelde instandhouding is noodsaaklik om die dienslewe te verleng en die prestasie van u persboog te handhaaf. Deur hierdie riglyne te volg en gereelde instandhouding uit te voer, kan u stilstand verminder en produksiedoeltreffendheid verbeter. Vir meer gedetailleerde ondersteuning of addisionele vrae, voel vry om kontak met ons span te maak. Daarbenewens kan u ander verwante dokumente in ons dokumentasie-afdeling deursoek om verdere inligting te verkry.

