















































CYBELEC CybTouch 12-gereedskapbestuur: Kennerswenke
Tabel van inhoud
• Inleiding
• Ponskonfigurasie
• Stap-vir-stap-pons skepping en wysiging
• Matrikskonfigurasie
• Stap-vir-stap-matriks skepping en wysiging
• Gestandaardiseerde gereedskapnaamkonvensies
○ Ponsnaamgewingsreëls
○ Matriksnaamgewingsreëls
• Agtermaatbedryf en veiligheid
• Gereelde Vrae (FAQ)
○ Hoe om die CYBELEC CybTouch 12-gereedskapsbestuurprestasie te optimaliseer?
○ Wat om te doen wanneer die stelsel nie ’n gereedskap herken nie?
○ Kan gereedskapsinstellings in die stelsel aangepas word?
• Gevolgtrekking
Doeltreffende gereedskapsbestuur is die hoeksteen van gestroomlynde CNC-verspaningswerking, en om dit vir die CYBELEC CybTouch 12-stelsel te bemeester, is noodsaaklik om metaalbewerkingspresisie en produktiwiteit te verbeter. Hierdie gids deel praktiese, werklike strategies vir die bestuur van gereedskap op die CybTouch 12-platform, spesifiek afgestem op nuwe gebruikers wat kennis maak met die stelsel sowel as ervare operateurs wat hul werkvloeie wil verfyn. Deur hierdie riglyne te volg, sal u die volle potensiaal van die stelsel se gereedskapsbestuursvermoëns ontsluit en foute in u buigprosesse tot ’n minimum beperk.
Inleiding
Die gereedskapsbestuurmodule van die CYBELEC CybTouch 12 stel gebruikers in staat om masjien gereedskap te skep en te konfigureer—’n noodsaaklike stap vir akkurate buigberekeninge en uitvoering. Nadat die toepaslike stans en mal gekies en ingestel is, hoef operateurs net die gewenste buighoek en vleuel-lengte (L) in te voer. Die CybTouch 12-stelsel sal dan outomaties die presiese X- en Y-asposisies bereken wat benodig word vir die buig, wat konsekwente akkuraatheid in elke bewerkingsproses waarborg.
Stanskonfigurasie
Basiese keuseinstruksies
Om ’n voor-gekonfigureerde stans te kies, navigeer deur die stansbiblioteek van die stelsel met behulp van die pylknoppies op die koppelvlak, en keer dan terug na die Numeriese Buigbladsy om die keuse toe te pas.
Stap-vir-stap stansskepping en -verandering
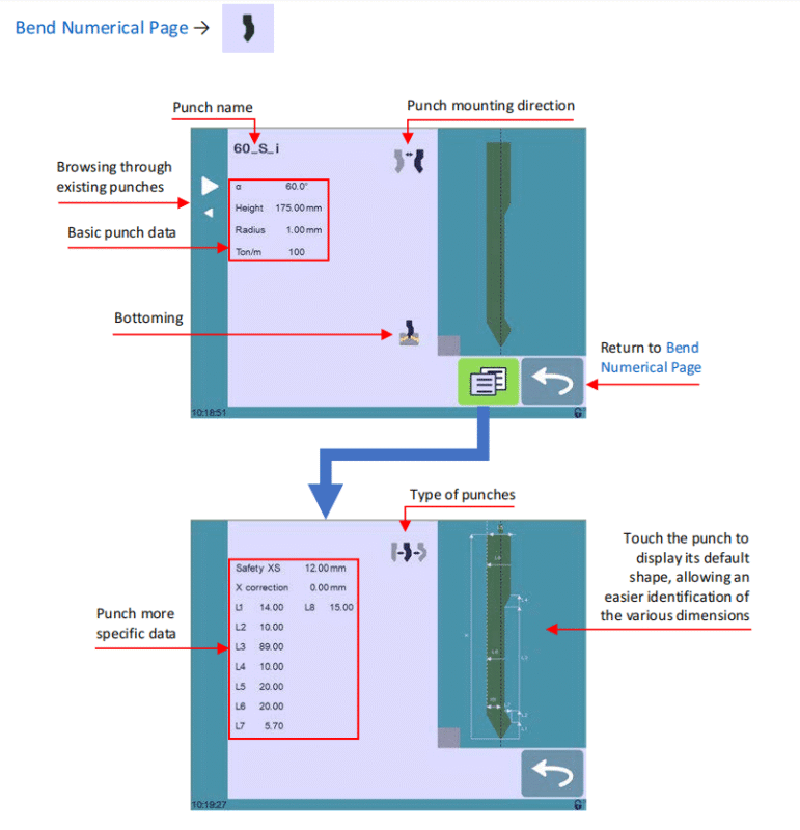
Indien nog geen stans nie in die stelsel geskep is nie, sal die stansveld "???" as die versteketiket vertoon. Vir bestaande stansbiblioteke sal die stelsel outomaties die laaste gebruikte stans (bv. 60_S_i) kies; let daarop dat enige wysigings nie die oorspronklike stans sal oorskryf nie, aangesien bewerkte instellings onder 'n nuwe aangepaste naam gestoor word. Volg hierdie 13 stappe om 'n stans te skep of te wysig:
1. Tik op die stansikoon om die konfigurasie-venster vir stansbesonderhede te open.
2. Voer die kernfisiese parameters van die nuwe stans in: stanshoek (α), hoogte, radius en ton per meter (Ton/m).
3. Gebruik die 'Stansmonteer rigting'-knoppie om die stans om te keer indien die verspaningsopstelling dit vereis.
4. Kies die 'Bottoming'-ikoon om die stans as 'n slytbestendige gereedskap vir bottoming-bewerkings te merk.
5. Tik op die 'Spyskaart'-knoppie om toegang te verkry tot die 'Meer'-bladsy vir gevorderde parameterinstellings.
6. Gebruik die 'Tipe stanse'-ikoon om die strukturele tipe van die stans te kies: reguit, normaal of gansnek.
7. Verwys na die grafiese gereedskapvoorstelling aan die regterkant van die skerm om die besonderhede van die afmetingswaardes (L1 tot Lx) in te voer. As u op die grafiek tik, sal die gereedskap se verstekafmetingsopstelling gelaai word, wat die identifisering en invoer van elke parameter vereenvoudig.
Die L1 tot Lx-afmetingsstandaarde is identies aan dié wat in die PC 1200-, DNC 880S- en ModEva-stelsels gebruik word. Vir kruisstelsel-gereedskapgebruik, moet u parameterlysse vanaf PC1200 eksporteer en dit gebruik om die CybTouch 12 te programmeer—ons beveel aan dat u identiese name aan dieselfde gereedskappe oor al die stelsels toeken vir konsekwentheid.
8. Voer die kritieke veiligheids- en kalibreringswaardes in:
○ Veiligheid XS: Die veilige afstand tussen die stans en die agtermaat langs die X-as.
○ X-korrigeringswaarde: Kalibreringswaarde om vir enige miselyning van die stans aan te pas.
9. Keer terug na die vorige konfigurasiebladsy (‘n Vlak-2-toegangspaswoord word vereis om enige gereedskapkonfigurasie in die stelsel te stoor).

10. Tik op die huidige stansnaam (bv. 60_S_i) om die stooproses te begin.
11. Kies 'Stoor stans' om die bestaande stansparameters te oorskryf, of 'Stoor stans as' om die gewysigde/nuwe stans onder 'n unieke naam te stoor.
12. Gebruik die stelsel se alfanumeriese sleutelbord om die nuwe stansnaam in te voer, terwyl u die gestandaardiseerde naamgewingskonvensies wat in die volgende afdeling uiteengesit word, nakom.
13. Tik op die
terug-knoppie om terug te keer na die hoofprogrambladsy; die nuut gestoorde stans sal vooraf gekies wees en gereed vir onmiddellike gebruik in verspaningsbewerkings.
Die Konfigurasie
Basiese keuseinstruksies
Die keuse van 'n mal volg dieselfde proses as die keuse van 'n stans: blaai deur die stelsel se vooraf gestoorde malbiblioteek met behulp van die pylknoppies, en gaan dan terug na die Buig-numeriese Bladsy om die keuse te bevestig.
Stap-vir-stap Mal-skepping & -wysiging
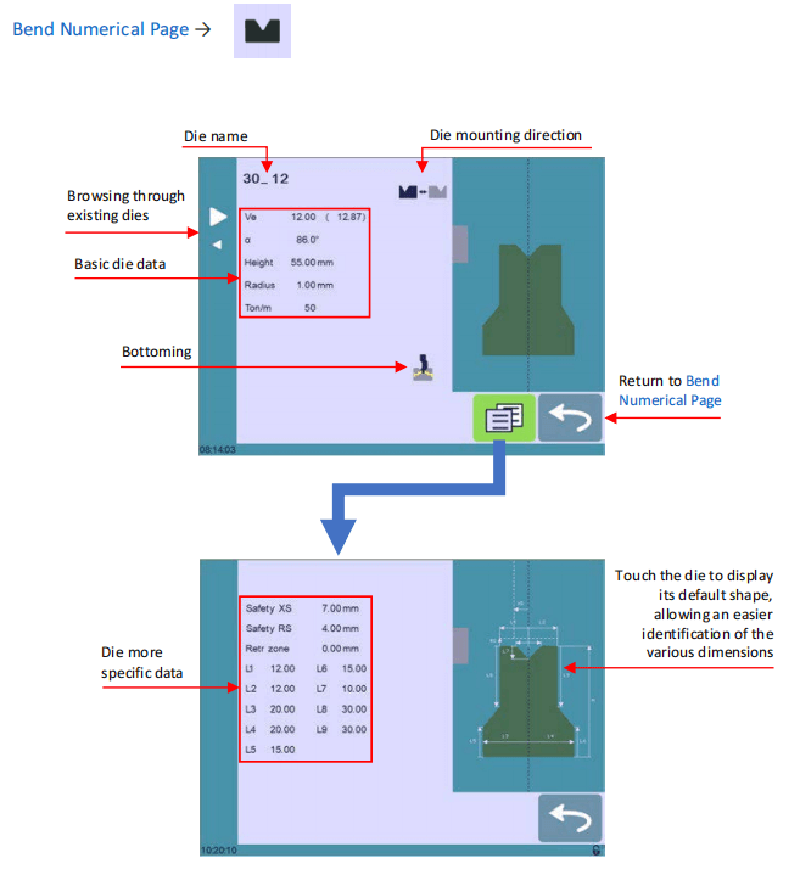
Indien geen mallingsstel in die stelsel gekonfigureer is nie, sal die mallingsveld "???" vertoon; vir bestaande mallingsbiblioteke sal die stelsel die laaste gebruikte mallings (bv. 30_12) laai. Wysigings aan 'n bestaande mallings sal nie die oorspronklike parameters beïnvloed nie, aangesien alle veranderinge onder 'n nuwe naam gestoor word. Voltooi die volgende 12 stappe om 'n mallings te skep of te wysig:
1. Tik op die mallingsikoon om die mallingsbesonderhede-konfigurasie-venster oop te maak.
2. Voer die kernfisiese parameters van die nuwe mallings in: mallingsbreedte (Ve), hoek (α), hoogte, radius en ton per meter (Ton/m).
3. Gebruik die 'Mallingsmonteer-rigting'-knoppie om die mallings om te keer indien dit nodig is vir die verspanningsopstelling.
4. Kies die 'Bottoming'-ikoon om die mallings as 'n slytbestendige gereedskap vir bottoming-prosesse te klassifiseer.
5. Tik op die MENU-knoppie om die 'Meer'-bladsy vir gevorderde afmetings- en veiligheidsinstellings oop te maak.
6. Verwys na die grafiese stansvoorstelling aan die regterkant van die skerm om besonderhede van die afmetings (L1 tot Lx) in te voer. As u op die grafiek tik, sal die stans se verstekafmetings vertoon word, wat dit makliker maak om akkurate waardes in te voer.
Soos skyfies, stem die L1 tot Lx-afmetings vir stanse ooreen met die standaarde van die PC 1200-, DNC 880S- en ModEva-stelsels. Vir kruisstelsel-gereedskapvertoonbaarheid, moet u stansparameters vanaf PC1200 uitvoer en dit gebruik vir CybTouch 12-programmering, en dieselfde name vir identiese stanse oor verskillende stelsels gebruik.
7. Voer die gevorderde veiligheids- en bedryfswaardes in:
○ Veiligheid XS: Veilige afstand tussen die stans en die agtermaat langs die X-as.
○ Veiligheid RS: Veilige afstand tussen die stans en die agtermaat langs die R-as.
○ Intrekkingsgebied: Die vooraf ingestelde intrekkingsgebied vir die stans tydens bedryf.
8. Keer terug na die vorige konfigurasiebladsy (‘n Vlak-2 wagwoord is verpligtend om stanskonfigurasies te stoor).
9. Tik op die huidige stansnaam (bv. 30_12) om die stoorproses te begin.
10. Kies 'Stoor stans' om die oorspronklike stansparameters te oorskryf, of 'Stoor stans as' om die nuwe/gewysigde stans onder 'n aangepaste naam te stoor.
11. Gebruik die alfanumeriese sleutelbord om die nuwe stansnaam in te voer, volgens die stelsel se gestandaardiseerde naamgewingsreëls.
12. Tik op die
terug-knoppie om na die hoofprogrambladsy terug te keer; die onlangs gestoorde stans sal vooraf gekies wees en gereed vir onmiddellike gebruik.
Gestandaardiseerde Gereedskapnaamgewingskonvensies
Die implementering van 'n konsekwente naamgewingskonvensie vir stansels en stanse is noodsaaklik vir doeltreffende gereedskapbestuur op die CYBELEC CybTouch 12. 'n Duidelike, eenvormige naamstelsel maak dit moontlik om elke gereedskap in die biblioteek vinnig en akkuraat te identifiseer, en spanne kan addisionele aangepaste reëls instel wat gebaseer is op hul spesifieke vervaardigingsbehoeftes om organisasie-effektiwiteit verdere te verbeter en foute tydens gereedskapkeuse te verminder.
Stanselnaamgewingsreëls
Stanselname moet uit drie opeenvolgende dele bestaan: stanselhoek → stanselsoort → omkeerstatus.

Kortings vir Stanselsoorte:
• N = Normaal
• S = Reguit
• G = Gansnek
Omkeer-afkorting:
• i = Omgekeerd (laat dit weg as die stans in die verstek nie-omgekeerde posisie is)
Voorbeelde: 90_N_i, 60_G, 30_S
Die Benoemingsreëls
Die benoeming volg 'n soortgelyke gestruktureerde formaat soos stanse, met drie kernkomponente: die wydte van die stans (Ve-afmeting) → die hoek van die stans → die omkeertoestand. Gebruik dieselfde omkeer-afkorting (i = omgekeerd) vir stanse, en laat die afkorting weg as die stans in die verstek monteringsposisie is.
Voorbeelde: 12_86_i, 16_86, 20_30
Agtermaatbedryf & Veiligheid
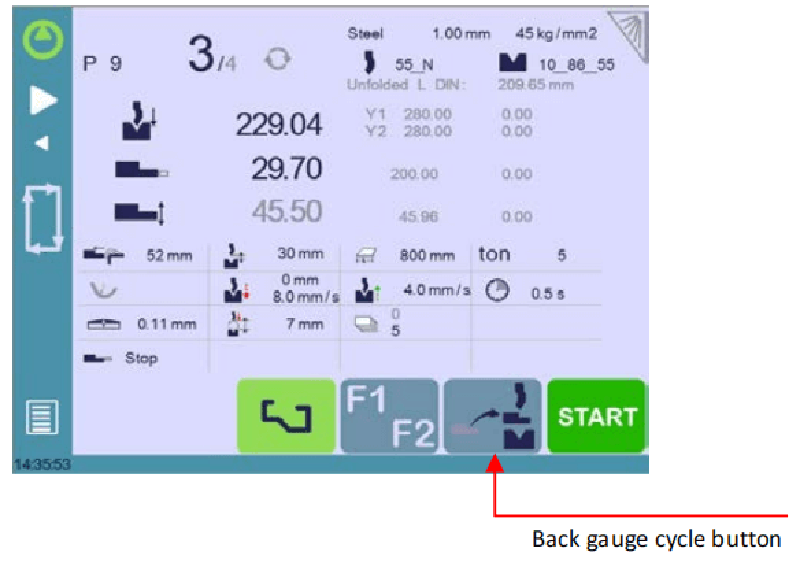
Die agtermaat-siklusfunksie is 'n noodsaaklike kenmerk vir veilige en doeltreffende gereedskapbestuur op die CYBELEC CybTouch 12, wat spesifiek ontwerp is vir agtermaatinstellings. Hierdie funksie beweeg die agtermattes heeltemal vorentoe, wat bedieners in staat stel om die nodige kalibrasies en instellings te doen sonder om hul hande of arms tussen die masjien se gereedskap te plaas—wat 'n sleutelveiligheidsrisiko in die verspaningsproses elimineer.
Belangrike nota: Die sigbaarheid en beskikbaarheid van die agtermaat-siklusfunksie hang af van die masjien se huidige konfigurasie en indekseringsstatus, en dit mag nie in alle bedryfsmodusse toeganklik wees nie.
Stap-vir-stap-bedryf van die agtermaat-siklus
1. Bevestig dat die masjien behoorlik geïndekseer is; die agtermaat-siklus-knoppie sal verbleik en ontoeganklik wees as die indeksering onvoltooi is.
2. Druk en hou die agtermaat-siklus-knoppie vir meer as 2 sekondes vas om die funksie te aktiveer.
3. Die agtermaat sal na hul volle voorste posisie beweeg, tussen die stans en die matriks. Indien die masjien se balk nie by die boonste doodpunt (BDP) is nie, sal dit eers heeltemal opwaarts beweeg voordat die agtermaat begin beweeg.
4. Nadat al die agtermaat-instellings voltooi is, tik weer op die siklusknoppie om die funksie te deaktiveer, en druk dan op die START-knoppie om normale masjienbedryf voort te sit.
Algemene vrae (VVK)
Hoe om CYBELEC CybTouch 12-gereedskapsbestuurprestasie te optimaliseer?
Vir optimale prestasie van die CybTouch 12 se gereedskapbestuurmodule, moet elke gereedskap in die biblioteek akkuraat geïdentifiseer word en volledig geparameteriseer word met op datum-is fisiese en bedryfsdata. Voer gereelde kontroles van gereedskapdata vir akkuraatheid uit en bevestig die versoenbaarheid tussen gereedskapinstellings en die masjien se algehele konfigurasie—hierdie verseker naadlose integrasie tussen gereedskap en verspaningsbewerkings en minimiseer stilstandtyd.
Wat om te doen wanneer die stelsel nie ’n gereedskap herken nie?
As die CYBELEC CybTouch 12 nie ’n pons of sterf opspoor nie, moet u eers verifieer dat die gereedskap korrek ingevoeg en meganies uitgelig is binne die masjien. Vervolgens moet u die gereedskapparameters in die stelsel se gereedskapbestuurkoppelvlak kruisverifieer en enige onakkurate data weer invoer of korrekteer soos nodig. Laastens moet u bevestig dat die stelselprogrammatuur opgedateer is na die nuutste weergawe om moontlike sagteware-gereedskapversoenbaarheidsprobleme op te los.
Kan gereedskapinstellings in die stelsel aangepas word?
Ja, volledige aanpassing van die gereedskapinstellings is beskikbaar op die CYBELEC CybTouch 12. Toegang tot die gereedskapbestuurkoppelvlak om al die relevante parameters aan te pas, insluitend die fisiese afmetings van die stans/matrys, die tipe materiaal van die werkstuk en die kompensasiewaardes, om aan die spesifieke vereistes van u verspaningsbewerkings te voldoen. Maak altyd seker dat alle aangepaste instellings behoorlik in die stelsel gestoor word om konsekwente resultate oor produksie-omloop te waarborg.
Gevolgtrekking
Om die gereedskapbestuursvermoëns van die CYBELEC CybTouch 12 te bemeester, vereis dit 'n duidelike begrip van die stelsel se kernfunksionaliteite, 'n goed georganiseerde gereedskapbiblioteek en konsekwente onderhoud en opdatering van al die gereedskapkonfigurasies. Deur die stap-vir-stap riglyne, naamgewingskonvensies en veiligheidsprotokolle wat in hierdie gids uiteengesit word, toe te pas, kan u u CNC-verspaningswerkvloei stroomlyn, bedryfsfoute aansienlik verminder en sowel die presisie as die doeltreffendheid van u metaalbewerkingsprosesse verbeter.
Vir persoonlike ondersteuning om die volle potensiaal van u masjien te benut of om spesifieke uitdagings met betrekking tot gereedskapbestuur op te los, neem kontak op met ons tegniese ondersteuningspan. Verder kan u ook ons biblioteek van verwante tegniese dokumente deurblaai om u kundigheid te verdiep en die volle krag van die CYBELEC CybTouch 12-gereedskapbestuurstelsel te ontsluit.

