















































Một số biện pháp phòng ngừa khi bảo trì máy uốn ống là gì?
1. Bảo dưỡng hệ thống thủy lực
Quản lý dầu: Thường xuyên kiểm tra mức dầu thủy lực và bổ sung bằng loại dầu cùng thương hiệu và cùng chủng loại nếu cần thiết. Thay dầu thủy lực sau 500 giờ vận hành đầu tiên, và sau đó cứ mỗi 2000–3000 giờ hoặc hàng năm. Nhiễm bẩn hoặc nhũ hóa dầu là nguyên nhân phổ biến gây kẹt van thủy lực và hoạt động bất thường của xi-lanh.
Giám sát nhiệt độ dầu: Nhiệt độ vận hành lý tưởng cho dầu thủy lực là 35℃–55℃. Vận hành kéo dài ở nhiệt độ trên 60℃ sẽ làm tăng tốc quá trình oxy hóa dầu và lão hóa gioăng kín. Kiểm tra xem quạt tản nhiệt có đang hoạt động bình thường hay không và thường xuyên làm sạch dầu và bụi bẩn bám trên các lá tản nhiệt.

Thay thế bộ lọc: Thay bộ lọc dầu hồi và bộ lọc dầu hút định kỳ theo hướng dẫn của thiết bị để ngăn chặn tạp chất xâm nhập vào hệ thống thủy lực và gây hư hại cho bơm và van.
2. Bảo trì khuôn và trục gá
Làm sạch và chống gỉ: Sau mỗi lần thay ống hoặc sau mỗi ca làm việc, làm sạch bề mặt khuôn uốn, khuôn kẹp, khuôn chống nhăn và trục gá để loại bỏ phoi kim loại và cặn bẩn. Bôi dầu chống gỉ lên các khuôn không sử dụng trong thời gian dài.
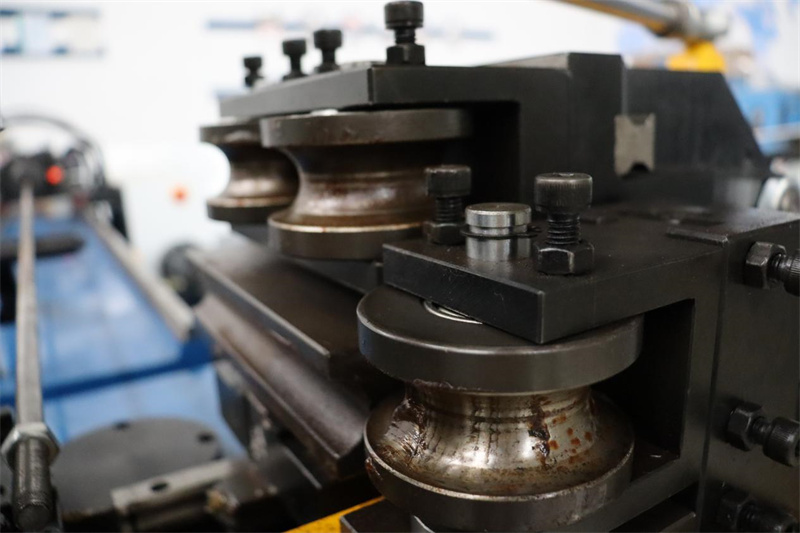
Kiểm tra mài mòn: Thường xuyên kiểm tra bề mặt làm việc của khuôn để phát hiện các vết lõm, trầy xước hoặc mài mòn cục bộ. Mài mòn quá mức có thể gây ra nếp nhăn và độ lệch hình ô van quá lớn ở các ống uốn; cần sửa chữa hoặc thay thế kịp thời.
Tình trạng chày định hình: Các khớp nối của chày định hình đầu bi phải quay tự do. Thường xuyên kiểm tra thanh chày định hình để phát hiện cong vênh và trầy xước. Việc định vị chày định hình không chính xác hoặc chày bị mài mòn là nguyên nhân chủ yếu gây hiện tượng xẹp vào trong và cong vênh ở các ống thành mỏng.
3. Bảo trì hệ thống điện và động cơ
Làm sạch và tản nhiệt: Thường xuyên làm sạch bụi bám trên tủ điều khiển điện và kiểm tra hoạt động của quạt làm mát. Các linh kiện chính xác như bộ biến tần và bộ điều khiển servo rất nhạy cảm với bụi; khuyến nghị lắp đặt bộ lọc hoặc điều hòa không khí trong tủ điều khiển điện khi vận hành trong môi trường khắc nghiệt.
Kiểm tra dây điện: Kiểm tra các đầu cực động cơ và tiếp điểm công tắc tơ hàng quý để phát hiện dấu hiệu lỏng lẻo, oxy hóa hoặc cháy. Chạy ở chế độ một pha có thể khiến động cơ quá nhiệt và cháy nhanh chóng.
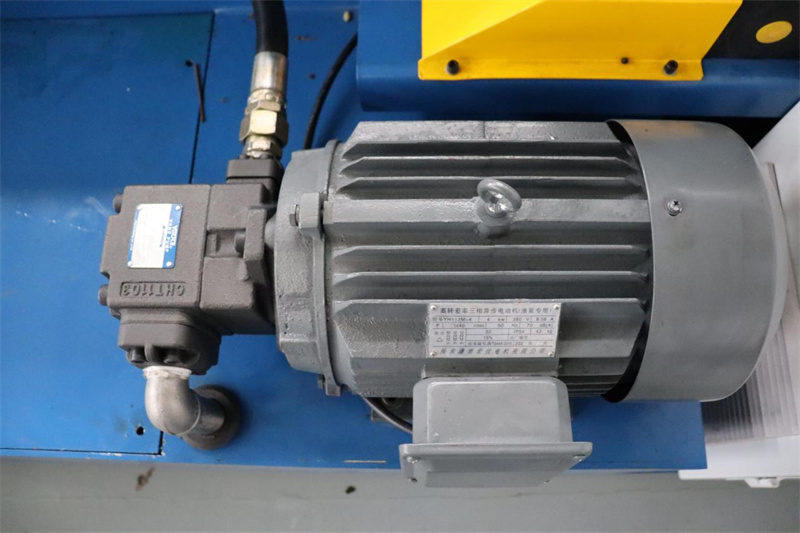
Bôi trơn động cơ: Đối với các động cơ có lỗ bôi trơn ổ bi, cần bổ sung mỡ định kỳ. Nếu xuất hiện tiếng ồn bất thường hoặc độ rung tăng lên, cần kiểm tra ngay tình trạng mài mòn ổ bi.
4. Truyền động cơ khí và bôi trơn
Thanh dẫn hướng và trục vít me: Các thanh dẫn hướng tuyến tính và trục vít me bi của trục cấp liệu và trục quay yêu cầu được làm sạch định kỳ và bổ sung mỡ chuyên dụng. Các vỏ bảo vệ thanh dẫn hướng bị hư hỏng cần được thay thế ngay lập tức nhằm ngăn chặn phoi kim loại xâm nhập và làm hỏng các phần tử lăn.
Hộp giảm tốc và bánh răng: Kiểm tra mức dầu trong hộp giảm tốc và thay dầu bánh răng định kỳ theo yêu cầu của thiết bị. Các bánh răng truyền động của cánh gập cần được duy trì bôi trơn đầy đủ; bất kỳ dấu hiệu mài mòn nghiêm trọng hoặc rỗ bề mặt trên răng bánh răng nào đều cần được xử lý ngay lập tức.
Kiểm tra các bộ phận cố định: Dao động thiết bị trong thời gian dài có thể khiến bu-lông neo và bu-lông cố định khuôn bị lỏng; cần tiến hành kiểm tra nhanh trước mỗi ca làm việc.
5. Hệ thống làm mát và lọc
Bộ làm mát dầu/bộ làm mát nước: Nếu thiết bị được trang bị bộ làm mát độc lập, cần vệ sinh định kỳ cánh tản nhiệt của bình ngưng và kiểm tra áp suất môi chất lạnh cũng như rò rỉ đường ống.
Bộ lọc khí: Bộ lọc khí trên bình dầu thủy lực cần được giữ sạch để ngăn bụi xâm nhập vào bình khi mức dầu thay đổi.
6. Quy trình vận hành và kiểm tra hàng ngày
Làm nóng trước: Đặc biệt trong môi trường nhiệt độ thấp, sau khi khởi động máy, cần chạy không tải trong 5–10 phút để dầu thủy lực lưu thông và làm ấm trước khi đưa vào sản xuất.
Kiểm tra hàng ngày: Thiết lập sổ nhật ký kiểm tra hàng ngày, bao gồm mức dầu, tiếng ồn bất thường, rò rỉ dầu, mài mòn khuôn và áp suất khí (nếu sử dụng kẹp khí nén).
Tắt máy bất thường: Nếu phát hiện tiếng ồn bất thường, rung động, chuyển động ì ạch hoặc thay đổi đột ngột về chất lượng uốn, hãy lập tức dừng máy để kiểm tra và xử lý sự cố nhằm ngăn ngừa vấn đề trở nên nghiêm trọng hơn.
7. Hiệu chuẩn định kỳ và kiểm tra độ chính xác
Hiệu chuẩn góc uốn: Mỗi sáu tháng một lần hoặc sau khi thay khuôn, sử dụng thước đo góc để hiệu chuẩn độ nhất quán giữa góc uốn của thiết bị và phản hồi từ bộ mã hóa.
Độ chính xác lặp lại vị trí: Kiểm tra khả năng lặp lại của chiều dài cấp liệu và góc quay. Nếu độ lặp lại vượt quá dung sai cho phép, hãy điều chỉnh các thông số servo hoặc kiểm tra khe hở cơ học.
Bảo trì máy uốn ống không chỉ đơn thuần là "sửa chữa khi thiết bị gặp sự cố", mà còn là một nhiệm vụ hệ thống được thực hiện xuyên suốt cả ngày. Một chu trình bốn bước gồm làm sạch, bôi trơn, siết chặt và kiểm tra, kết hợp với quản lý dầu chuẩn hóa và bảo dưỡng khuôn, là yếu tố thiết yếu nhằm đảm bảo thiết bị luôn vận hành với độ chính xác và hiệu suất cao.

