















































Tối ưu hóa Quản lý Gập ESA S630: Các Chiến lược Chính và Mẹo Thực tế
Mục lục
• Tận dụng tính năng Gấp nếp cuối cùng
• Tối ưu hóa trang Chức năng Máy
• Các phương pháp lưu chương trình thực tế
• Tinh chỉnh chiến lược dụng cụ
• Điều hướng các trang menu khác
• Sử dụng lựa chọn chương trình từ xa
• Các câu hỏi thường gặp (FAQ)
◦ Những bước đầu tiên để thiết lập ESA S630 Quản lý gấp nếp trên máy mới là gì?
◦ ESA S630 Bend Management có hỗ trợ các chương trình uốn tùy chỉnh không?
◦ Làm thế nào để sử dụng hiệu quả tính năng chọn chương trình từ xa với ESA S630 Bend Management?
• Kết luận
Đối với các chuyên gia nhằm cải thiện quy trình quản lý uốn, hệ thống ESA S630 cung cấp các giải pháp tối ưu hóa vượt trội. Bạn có thể tự hỏi làm cách nào để áp dụng các phương pháp tốt nhất nhằm tối đa hóa hiệu suất và đơn giản hóa hoạt động — và hướng dẫn này được thiết kế để trả lời câu hỏi đó.
Bài viết này chia sẻ các chiến lược khả thi để khai thác toàn bộ tiềm năng của ESA S630 Bend Management. Bằng cách áp dụng những phương pháp này, bạn sẽ biến đổi quy trình uốn của mình: tăng độ chính xác, giảm thời gian ngừng máy, và cuối cùng là nâng cao năng suất sản xuất. Hãy cùng khám phá các bước biến quy trình quản lý uốn thông thường thành một quy trình vận hành trơn tru, hiệu suất cao.
Tận dụng Tính năng Uốn Cuối Cùng
Để tăng hiệu quả trong các thao tác uốn, việc làm chủ tính năng “Last Bend” trong hệ thống Quản lý Uốn ESA S630 là yếu tố then chốt. Tính năng này hoạt động như một cơ chế bảo vệ bằng cách gán nhãn cho nếp uốn cuối cùng trong một đoạn gia công, ngăn chặn việc thêm vào các nếp uốn không mong muốn. Khi được sử dụng đúng cách, nó giúp người vận hành duy trì trình tự gia công chính xác và không có lỗi — bạn có thể nhận biết nó qua biểu tượng nếp uốn cuối cùng nằm ở góc trên bên phải của hình dưới đây:
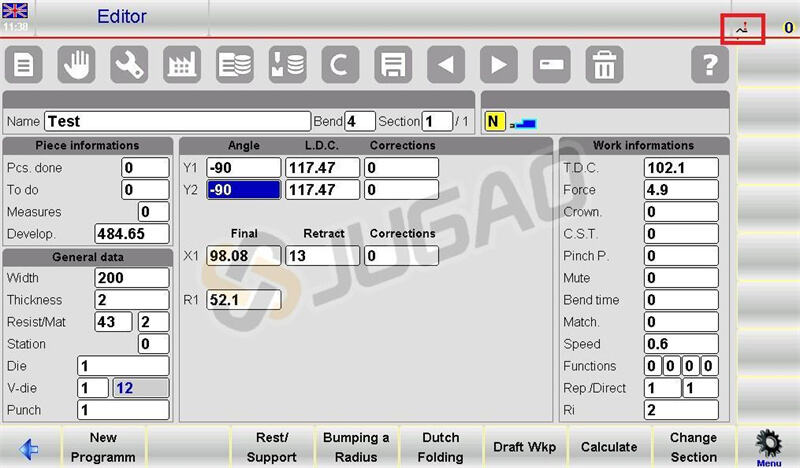
Việc tích hợp tính năng “Last Bend” vào quy trình làm việc ESA S630 của bạn có thể cải thiện đáng kể độ chính xác, đặc biệt khi xử lý các dãy uốn phức tạp với nhiều bước.
Tận Dụng Tối Đa Trang Chức Năng Máy
Trong phần mềm Quản lý Uốn ESA S630, trang “Machine Functions” (Chức năng Máy) đóng vai trò quan trọng trong việc nâng cao khả năng điều khiển máy trong quá trình uốn. Tại đây, người vận hành có thể thiết lập các chức năng tùy chỉnh cho từng nếp uốn để tối ưu hiệu suất theo từng nhiệm vụ cụ thể.
Để truy cập tính năng này: Nhấn nút tương ứng trên trang Editor, sau đó chọn tùy chọn 9>> Machine Functions. Cửa sổ bật lên cung cấp một loạt các thiết lập để tinh chỉnh hoạt động:
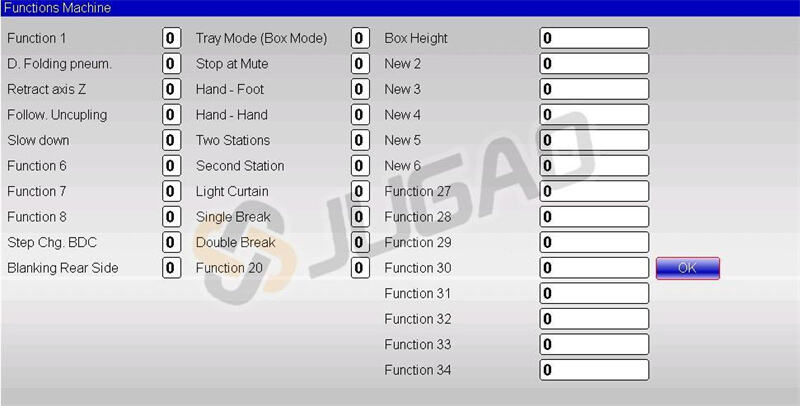
• D. Chức năng khí nén gập: Kích hoạt nâng khuôn bằng hệ thống khí nén, đảm bảo độ chính xác cho các nếp gấp kiểu Dutch.
• Chức năng rút trục Z: Điều chỉnh các trục Z1 và Z2 dựa trên giá trị “Z Deviation” để duy trì độ chính xác trong quá trình gia công.
• Chức năng ngắt bộ theo dõi (Follower Uncoupling): Thực hiện chu kỳ nhả để điều khiển chuyển động của bộ phận theo dõi.
• Chức năng giảm tốc: Giữ cần ram hạ xuống ở tốc độ thấp, cải thiện khả năng kiểm soát trong chu kỳ uốn.
• Chức năng thay đổi bước BDC: Cho phép điều chỉnh độ uốn tại điểm chết dưới, tăng cường độ chính xác.
• Chức năng tắt thanh phía sau: Hoạt động cùng hệ thống an toàn MCS để vô hiệu hóa thanh phía sau khi cần thiết.
• Chế độ khay (Box Mode) và chức năng chiều cao hộp: Đảm bảo uốn an toàn các phôi dạng hộp bằng hệ thống “laser safe”.
• Chức năng Dừng tại Mute: Cho phép tạm dừng khi có sự thay đổi tốc độ trong hệ thống “laser safe”.
• Chức năng Tay-Chân và Tay-Tay: Cung cấp điều khiển dừng thủ công tại các điểm mute để vận hành linh hoạt.
• Chức năng Hai Trạm và Trạm Thứ Hai: Quản lý vận hành hai bàn đạp khi sử dụng hệ thống “laser safe”.
Trang “Machine Functions” rất quan trọng để điều khiển chính xác trong ESA S630 Bend Management – cho phép bạn tùy chỉnh các thao tác theo nhu cầu cụ thể của phôi, đảm bảo cả hiệu quả và an toàn.
Phương pháp lưu chương trình thực tiễn
Quản lý chương trình hiệu quả là yếu tố then chốt để vận hành trơn tru trong ESA S630 Bend Management. Kể từ phiên bản 10.1, định dạng các chương trình làm việc đã được mở rộng để bao gồm 20 chức năng. Mặc dù phiên bản 10.x hỗ trợ các định dạng chương trình cũ, nhưng không có khả năng tương thích ngược – do đó, bạn cần lưu chương trình ở định dạng tương thích với các phiên bản trước khi cần thiết.
Tổng quan về việc lưu phiên bản
Trang Lưu phiên bản đơn giản hóa việc quản lý chương trình bằng cách hiển thị các chương trình hiện tại, chỉ số phiên bản của chúng, các hộp kiểm để chọn các phiên bản cần lưu, và các phím chức năng như [Lưu thành…] và [Lưu TẤT CẢ thành…].
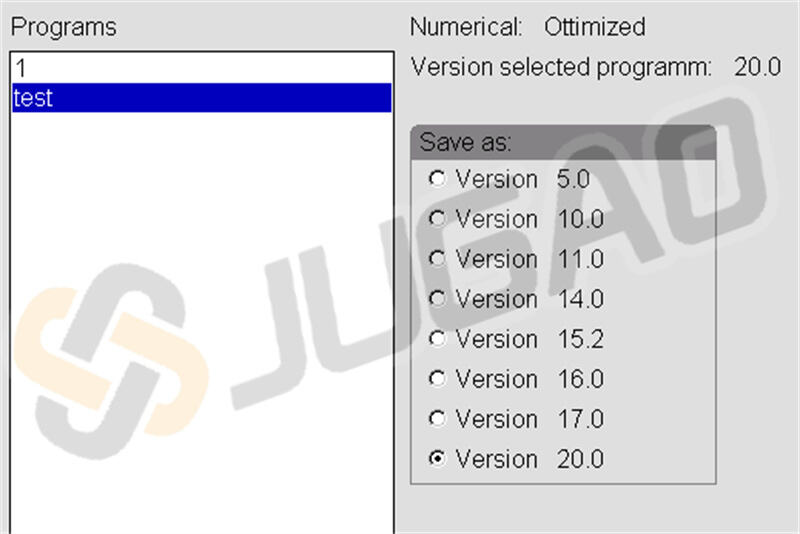
Lưu một chương trình số duy nhất
Để lưu một chương trình ở định dạng tương thích với phiên bản cũ hơn:
1. Truy cập giao diện Danh sách chương trình.
2. Nhấp vào [Lưu phiên bản] để mở trang lưu.
3. Sử dụng màn hình cảm ứng để chọn định dạng mong muốn (ví dụ: Phiên bản 14.0).
4. Nhấn [Lưu thành…] để đặt tên cho chương trình và hoàn tất việc lưu.
Lưu tất cả các chương trình
Để lưu tất cả các chương trình hiện có cùng một lúc:
1. Mở Danh sách chương trình.
2. Truy cập trang lưu bằng cách nhấp vào [Lưu phiên bản].
3. Sử dụng màn hình cảm ứng để chọn định dạng mục tiêu (ví dụ: Phiên bản 14.0).
4. Chèn một ổ USB đã được định dạng vào máy.
5. Chọn [Lưu tất cả thành…] để lưu toàn bộ chương trình vào ổ USB.
Các phương pháp này nâng cao độ tin cậy và hiệu quả của Quản lý uốn ESA S630, đảm bảo việc truy cập dễ dàng đến các chương trình và tương thích giữa các phiên bản hệ thống khác nhau.
Tối ưu hóa Chiến lược Dụng cụ
Quản lý uốn ESA S630 hiệu quả phụ thuộc vào việc sử dụng thành thạo trang “Dụng cụ” — trang này quản lý các trạm làm việc và tự động tính toán vị trí trục Z. Để mở trang này: Vào phần Biên tập, sau đó chọn tùy chọn 11 >> Dụng cụ. Giao diện hiển thị hình ảnh mặt trước của máy, trong đó biểu tượng “Răng” đại diện cho các dụng cụ, và các cửa sổ điều khiển nằm ở phía bên phải.
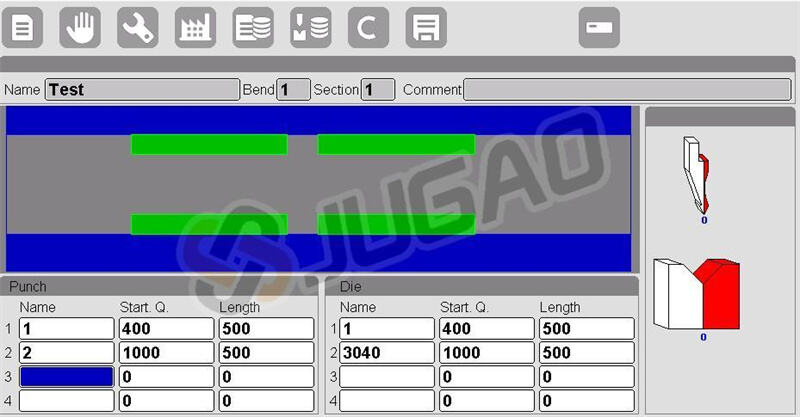
Ở dưới cùng của trang, hai cửa sổ chính hiển thị chi tiết cho tối đa bốn trạm làm việc, bao gồm:
• Số trạm làm việc: Xác định trạm làm việc nào đang hoạt động (từ 1 đến 4).
• Xác định dụng cụ: Khớp tên của cối và chày với các dụng cụ được liệt kê.
• Đo lường: Nhập kích thước ban đầu—được tính từ điểm 0 nếu chức năng “Khoảng cách 0-phía trong vai” được bật.
• Chiều dài dụng cụ: Nhập chiều dài dụng cụ cho từng trạm làm việc.
Bằng cách sử dụng các tính năng này, bạn có thể nâng cao quản lý uốn ESA S630: đảm bảo lựa chọn dụng cụ chính xác, đơn giản hóa việc bảo trì và tăng hiệu quả tổng thể trong gia công kim loại.
Điều hướng các trang menu khác
Hoạt động trơn tru của hệ thống quản lý uốn ESA S630 đòi hỏi phải biết cách điều hướng các trang menu chính. Dưới đây là cách sử dụng các tính năng cơ bản:
Tắt bộ điều khiển NC
Để tắt an toàn hệ thống CNC:
1. Nhấn nút được chỉ định hai lần để mở menu.
2. Chọn tùy chọn 5>> Tắt nguồn.
Xem Phiên bản Phần mềm
Để kiểm tra thông tin phần mềm (bao gồm Phiên bản SW):
1. Nhấn nút được chỉ định hai lần để truy cập menu.
2. Chọn tùy chọn 6>> Phiên bản.
Xem hoặc Thay đổi Logo
Để kiểm tra hoặc thay đổi hiển thị logo:
1. Nhấn nút được chỉ định hai lần để mở menu.
2. Chọn tùy chọn 7>> Logo.
Nắm vững các chức năng menu cơ bản này giúp bạn có được sự điều khiển linh hoạt và hiệu quả theo nhu cầu cá nhân đối với hệ thống Quản lý cong ESA S630.
Sử dụng Chế độ Lựa chọn Chương trình từ Xa
Để sử dụng chế độ lựa chọn chương trình từ xa, trước tiên bạn cần chuẩn bị đầy đủ tài nguyên cần thiết và cấu hình đúng bộ điều khiển CNC. Để biết các bước chi tiết về cấu hình, vui lòng tham khảo Tài liệu Thông số Máy do nhà sản xuất máy cung cấp — điều này đảm bảo chế độ hoạt động đúng như mong muốn.
Câu hỏi thường gặp (FAQ)
Các bước đầu tiên để thiết lập ESA S630 Bend Management trên máy mới là gì?
Hãy bắt đầu bằng cách tham khảo hướng dẫn sử dụng của máy để biết các chỉ dẫn thiết lập ban đầu. Tiếp theo, cấu hình các thông số CNC để đảm bảo tương thích với ESA S630 Bend Management. Cuối cùng, kiểm tra tất cả các kết nối để đảm bảo tích hợp chương trình diễn ra trơn tru và tránh các sự cố vận hành.
ESA S630 Bend Management có hỗ trợ các chương trình uốn tùy chỉnh không?
Có, ESA S630 Bend Management được thiết kế để xử lý các chương trình uốn tùy chỉnh. Bạn có thể cấu hình CNC để chấp nhận các chương trình tùy chỉnh này và thực hiện chúng một cách chính xác — sự linh hoạt này giúp đáp ứng các nhu cầu sản xuất đặc thù và nâng cao khả năng tổng thể.
Làm thế nào để sử dụng hiệu quả chức năng chọn chương trình từ xa với ESA S630 Bend Management?
Để sử dụng chức năng chọn chương trình từ xa một cách hiệu quả, trước tiên hãy chuẩn bị đầy đủ các nguồn lực cần thiết (như đã nêu trong hướng dẫn của nhà sản xuất). Sau đó, cấu hình CNC theo hướng dẫn trong Tài liệu Thông số Máy. Việc cấu hình đúng sẽ giảm thiểu thời gian ngừng hoạt động và cải thiện hiệu suất vận hành.
Kết luận
Khi tối ưu hóa ESA S630 Quản lý uốn, một loạt chiến lược cốt lõi có thể nâng cao đáng kể hiệu suất vận hành và giảm thời gian ngừng hoạt động. Bằng cách ưu tiên thiết lập chính xác, tận dụng chức năng chọn chương trình từ xa và duy trì bảo trì hệ thống định kỳ, hệ thống máy gấp dập của bạn sẽ đạt được hiệu suất tối ưu. Những chiến lược này phối hợp với nhau nhằm đơn giản hóa các thao tác uốn, cải thiện độ chính xác và tăng năng suất tổng thể.
Để được hỗ trợ toàn diện và khai thác tối đa tiềm năng của ESA S630 Bend Management, hãy liên hệ với đội ngũ chuyên gia của chúng tôi. Chúng tôi luôn sẵn sàng cung cấp những thông tin chi tiết, các giải pháp tùy chỉnh và tài liệu bổ sung để đồng hành cùng bạn trong từng bước thực hiện. Đừng ngần ngại liên hệ với chúng tôi để được tư vấn, cung cấp thêm tài nguyên hoặc tìm hiểu các tài liệu liên quan trên trang web của chúng tôi. Bằng việc hợp tác cùng chúng tôi, bạn có thể đảm bảo thiết bị của mình vận hành ở hiệu suất tối ưu, liên tục mang lại kết quả vượt trội.

