















































Các Bước Cấu hình Chính cho Dụng cụ DELEM DA-66T
Nếu bạn muốn trở nên thành thạo trong việc cấu hình công cụ DELEM DA-66T, tài liệu hướng dẫn này được thiết kế dành riêng cho bạn. Việc nắm vững quy trình cấu hình là yếu tố thiết yếu để nâng cao hiệu suất máy và đảm bảo kết quả chính xác trong các thao tác uốn. Dưới đây, chúng tôi phân tích chi tiết các quy trình và thiết lập cốt lõi của việc cấu hình công cụ, giúp bạn cải thiện hiệu quả vận hành. Hãy cùng đi sâu vào các nội dung cụ thể của việc cấu hình DELEM DA-66T để đảm bảo bạn hiểu rõ từng bước.
1. Giới thiệu

Để điều chỉnh hoặc sửa đổi thiết lập công cụ cho một sản phẩm cụ thể, trước tiên hãy tìm và chọn sản phẩm đó từ thư viện công cụ, sau đó khởi chạy chức năng Thiết lập Công cụ. Bước ban đầu này tạo nền tảng để tùy chỉnh công cụ phù hợp với nhu cầu sản xuất của bạn.
2. Quy Trình Làm Việc Tiêu Chuẩn
Quy trình làm việc tiêu chuẩn cho việc cấu hình công cụ DELEM DA-66T bắt đầu bằng việc nắm rõ bố cục giao diện máy và các nguyên tắc vận hành. Một bước chuẩn bị quan trọng là kiểm tra cập nhật hệ thống — những bản cập nhật này thường mở khóa các chức năng nâng cao giúp cải thiện độ chính xác khi cấu hình. Làm chủ quy trình cơ bản này là nền tảng để thực hiện các cấu hình công cụ chính xác và thành công.
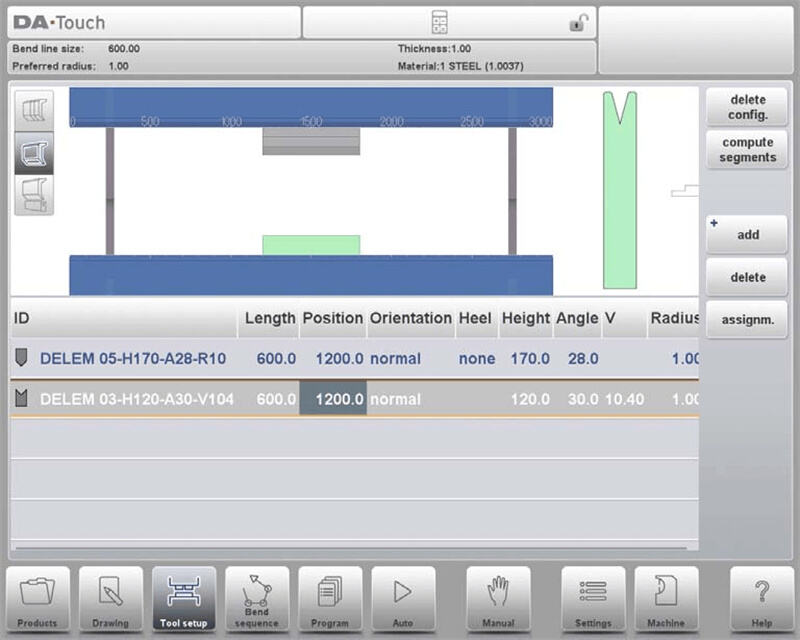
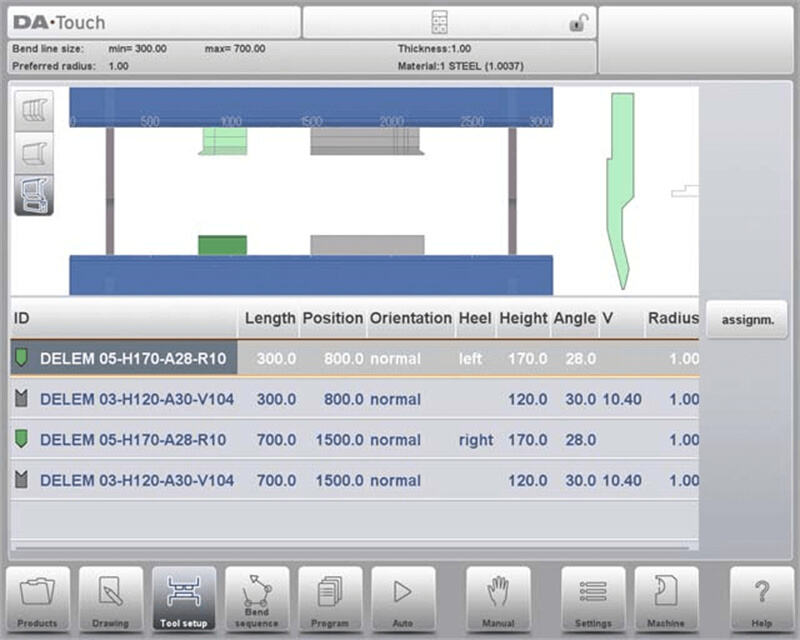
Khi chức năng Thiết Lập Công Cụ được kích hoạt, nửa trên màn hình sẽ hiển thị chế độ xem phía trước của thiết lập máy. Giao diện này cho phép bạn lập trình vị trí đặt các công cụ trong máy. Từ trên xuống dưới, chế độ xem phía trước hiển thị các thành phần máy sau:
• Phía trên máy (đòn ép)
• Bộ chuyển đổi đục (nếu được lập trình)
• Đục
• Khuôn
• Phía dưới máy (bàn)
Lưu ý rằng việc có thể lập trình bộ chuyển đổi đục hay không phụ thuộc vào tham số “enable adapters” (cho phép bộ chuyển đổi) trong cùng chế độ Máy.
3. Lựa Chọn Công Cụ
Việc lựa chọn công cụ là phần then chốt trong cấu hình DELEM DA-66T. Khi bắt đầu một cấu hình công cụ mới, khe máy trống — dưới đây là cách tiến hành chọn công cụ:
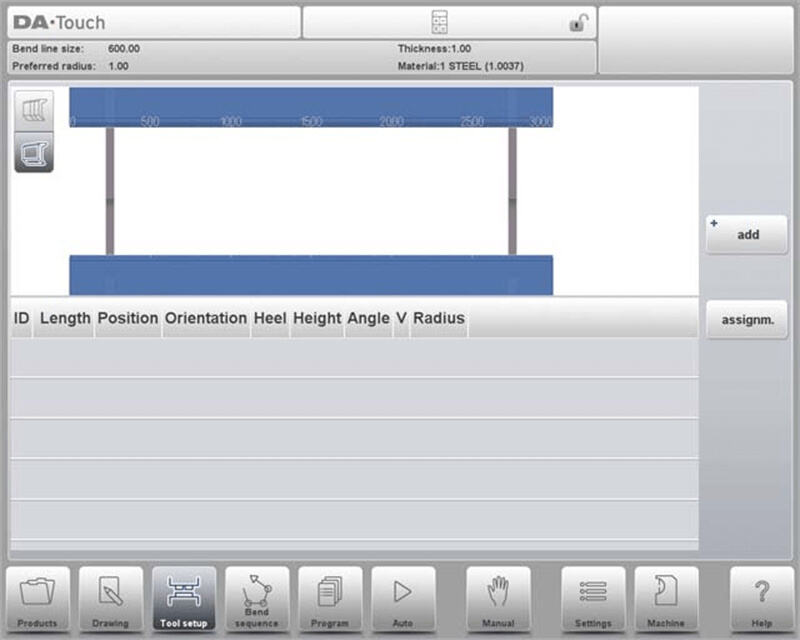
Trước tiên, nhấn "Thêm" để đưa một công cụ vào cấu hình. Bạn có thể chọn đầu dập, khuôn lõm hoặc bộ chuyển đổi (nếu chức năng bộ chuyển đổi được bật). Sau khi chọn một công cụ (ví dụ: đầu dập), công cụ sẽ được đặt vào máy với chiều dài tối đa khả dụng.
Sau khi đặt công cụ, bạn có thể chỉnh sửa mã ID công cụ bằng cách chọn Mã đầu dập trên màn hình và nhấn vào chế độ Danh sách.
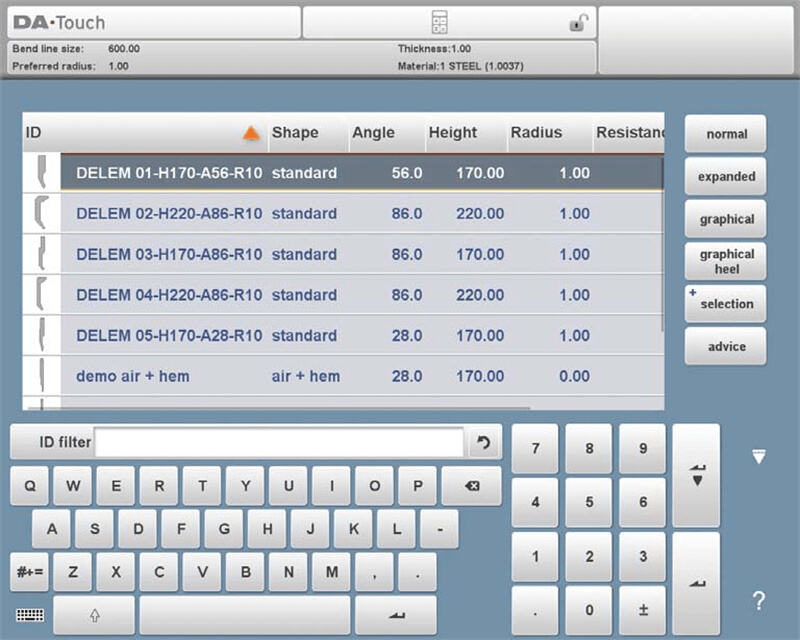
Trên màn hình này, tính năng "Gợi ý" cung cấp danh sách các công cụ sẵn có, việc lựa chọn dựa trên bốn tiêu chí chính:
• Bán kính sản phẩm: Công cụ nên tạo ra bán kính gần với giá trị mục tiêu, với dung sai +/- 50% so với bán kính mong muốn.
• Lực uốn: Lực uốn yêu cầu không được vượt quá khả năng chịu tải của công cụ.
• Góc công cụ: Góc của công cụ phải nhỏ hơn hoặc bằng góc yêu cầu cho sản phẩm.
• Phương pháp uốn: Dụng cụ phải phù hợp với phương pháp uốn dự định (ví dụ: sử dụng dụng cụ viền mép cho các sản phẩm yêu cầu uốn kiểu viền).
Để xem tất cả các dụng cụ có sẵn, nhấn vào “Hiển thị Tất cả”. Để chọn nhanh chóng và hiệu quả, hãy bắt đầu bằng cách chọn cối uốn Multi-V hoặc Vario-V phù hợp với yêu cầu sản xuất của bạn, đồng thời sử dụng tùy chọn lựa chọn trước đặc điểm cối để đẩy nhanh quá trình.
3.1 Lựa chọn Trước Đặc điểm Cối Multi-V
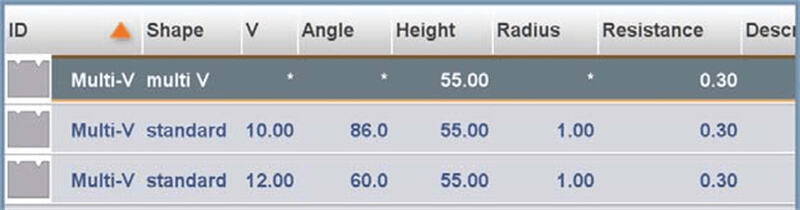
Các cối Multi-V có nhiều khe hình chữ V hoặc hình chữ U, việc lựa chọn trước bao gồm ba bước chính:
• Chọn khe: Bạn có thể chọn thủ công một khe cụ thể trên cối Multi-V, giúp bạn kiểm soát chính xác việc tính toán trình tự uốn.
• Sử dụng Multi-V (V = *): Ngoài ra, hãy chọn cối Multi-V với thiết lập “V = *”. Trong trường hợp này, hệ thống điều khiển sẽ tự động chọn khe nào làm cho bán kính sản phẩm gần nhất với thông số bạn đã lập trình.
• Điều chỉnh động: Trong quá trình tính toán thứ tự uốn, nếu phát hiện một khe hở khác phù hợp hơn, hệ thống sẽ chuyển sang khe hở mới này cho các bước uốn còn lại, chưa được tính toán — tối ưu hóa quá trình uốn để đạt kết quả tốt hơn.
Phương pháp này đảm bảo tính linh hoạt và độ chính xác trong cấu hình công cụ DELEM DA-66T.
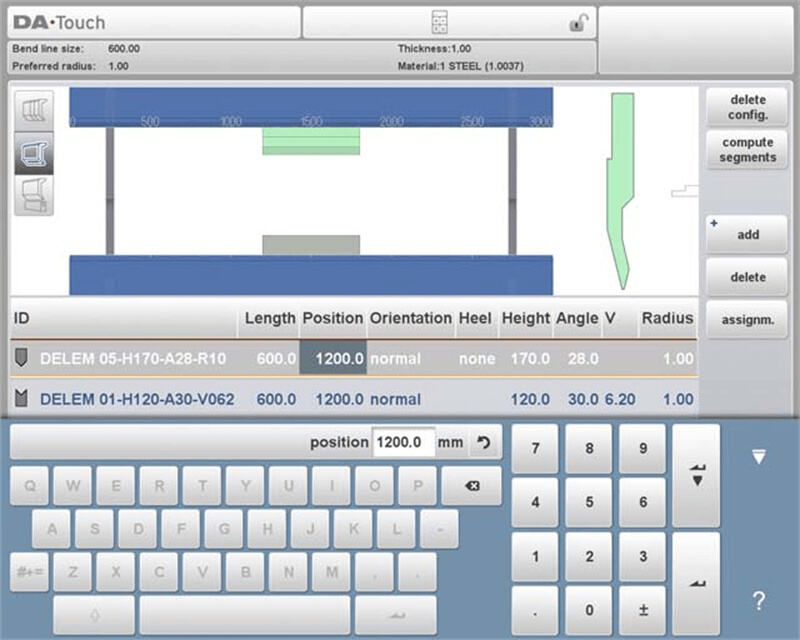
3.2 Lựa chọn và thiết lập cối Vario-V
Các cối Vario-V có khe hở hình chữ V hoặc hình chữ U có thể điều chỉnh, và quy trình lựa chọn của chúng tương tự như các loại cối khác. Dưới đây là phần tóm tắt đơn giản:

• Quy trình lựa chọn: Chọn cối Vario-V giống như bất kỳ cối nào khác. Ban đầu, giá trị V (kích thước khe hở) chưa được lập trình.
• Tạo thứ tự uốn: Bạn có thể tiến hành tạo thứ tự uốn ngay lập tức — hệ thống sẽ tự động chọn giá trị V phù hợp nhất dựa trên các vị trí Vario-V sẵn có.
• Giá trị V đã lập trình: Nếu bạn nhập thủ công một giá trị V cụ thể, hệ thống sẽ sử dụng giá trị này để tính toán thứ tự uốn.
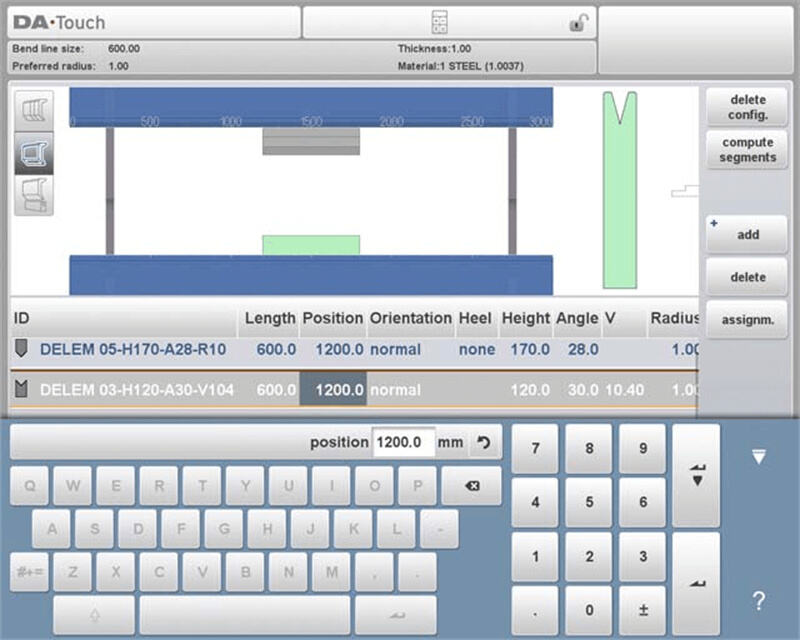
• Vị trí rời rạc: Đối với các cối Vario-V có vị trí cố định rời rạc, chỉ những vị trí này mới có thể sử dụng được. Nếu bạn lập trình một giá trị V khác, hệ thống sẽ chọn vị trí khả dụng gần nhất.
• Điều chỉnh khe hở V: Bạn có thể thay đổi khe hở V đã chọn (đối với cối Multi-V) hoặc giá trị V (đối với cối Vario-V). Sử dụng chức năng “Sửa đổi, Dịch chuyển cối” và chạm vào giá trị để thực hiện điều chỉnh.
• Điều chỉnh trong chế độ Lập trình: Các điều chỉnh tương tự cũng có thể được thực hiện bằng cách sử dụng chức năng Định vị cối trong chế độ Lập trình.
Việc tích hợp các bước này vào cấu hình DELEM DA-66T sẽ giúp tối ưu hóa các thao tác uốn.
3.3 Định vị và Định vị lại Dụng cụ
Việc điều chỉnh vị trí dụng cụ trong cấu hình DELEM DA-66T rất trực quan. Hãy làm theo các bước sau để quản lý thiết lập dụng cụ một cách hiệu quả:
1. Sửa đổi Độ dài và Vị trí:
◦ Di chuyển con trỏ đến trường mục tiêu, nhập giá trị thông số mới và nhấn ENTER — dụng cụ sau đó sẽ được cập nhật với các thiết lập mới.
◦ Bạn cũng có thể chọn một công cụ bằng cách chạm vào nó, sau đó kéo đến vị trí mong muốn để điều chỉnh vị trí.
1. Định vị lại chính xác:
◦ Hệ thống bao gồm tính năng kéo được cải tiến: trong khi kéo, di chuyển ngón tay xuống dưới để làm chậm tốc độ định vị, cho phép đặt vị trí chính xác hơn.
◦ Chức năng bắt dính hỗ trợ căn chỉnh: khi các công cụ nằm trong phạm vi bắt dính, một đường màu đỏ sẽ xuất hiện, cho biết công cụ đã được căn chỉnh với mép trên, mép dưới hoặc tâm của máy.
2. Điều chỉnh thiết lập công cụ:
◦ Khi một chày đã được xác nhận, cối có mã ID mặc định (phù hợp với chiều dài và vị trí của chày) sẽ tự động được đặt bên dưới chày.
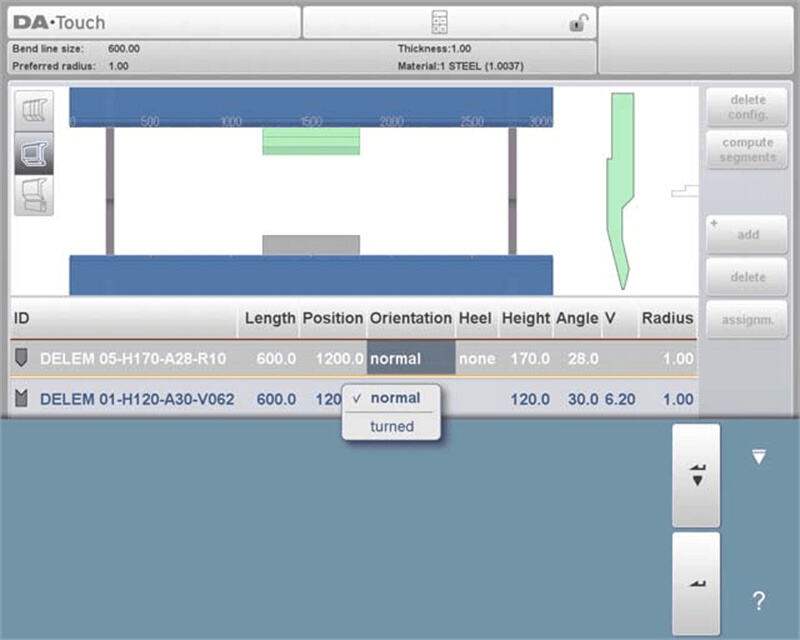
◦ Sử dụng các chức năng có sẵn để điều chỉnh thiết lập công cụ: thêm hoặc vô hiệu hóa chày/cối, di chuyển công cụ, thay đổi chiều dài, điều chỉnh hướng, hoặc sửa đổi loại gót.
3. Các chức năng quản lý công cụ:
◦ Xóa cấu hình: Xóa cấu hình hiện tại để bắt đầu một cấu hình mới từ đầu.
◦ Thêm: Giới thiệu một công cụ mới (đầu dập, khuôn hoặc bộ chuyển đổi, nếu được bật) vào cấu hình.
◦ Xóa: Loại bỏ công cụ đang được chọn khỏi thiết lập.
Khi chọn và thiết lập công cụ, hãy chú ý kỹ đến vị trí và việc điều chỉnh lại vị trí — điều này rất quan trọng để đạt được kết quả uốn mong muốn và duy trì chất lượng sản phẩm.
4. Phân đoạn công cụ
Đối với cấu hình DELEM DA-66T, hệ thống điều khiển hỗ trợ tạo kích thước công cụ tùy chỉnh thông qua phân đoạn chính xác. Dưới đây là tổng quan về chức năng phân đoạn, bao gồm ba chế độ xem có sẵn trong Thiết lập Công cụ:
• Thiết lập và Logic Phân đoạn Công cụ: Hệ thống điều khiển cho phép phân đoạn công cụ hiệu quả, được xác định bởi các đoạn đã được lập trình trước cho từng công cụ riêng lẻ. Bạn có thể cấu hình các đoạn này trong chế độ Máy, tại thư viện Đầu dập và Khuôn dưới.
• Ba Chế độ Xem trong Thiết lập Công cụ: Màn hình Thiết lập Công cụ cung cấp ba chế độ xem để hỗ trợ việc phân đoạn:

Chế độ Phân đoạn: Hiển thị thông tin chi tiết về các đoạn dụng cụ và cho phép bạn quản lý từng đoạn riêng lẻ.

Chế độ Thiết lập Dụng cụ: Hiển thị các dụng cụ cần thiết cho sản xuất và cho phép bạn thiết lập cấu hình dụng cụ mong muốn.

Chế độ Trạm Dụng cụ: Cho phép bạn xem, chọn và quản lý các trạm dụng cụ.
Bạn có thể chuyển đổi giữa các chế độ này bằng cách sử dụng các nút ở phía bên trái của bảng điều khiển máy, từ đó nâng cao khả năng cấu hình dụng cụ một cách hiệu quả. Để biết hướng dẫn chi tiết về lập trình các đoạn trong thư viện dụng cụ, vui lòng tham khảo phần cuối cùng của hướng dẫn này.
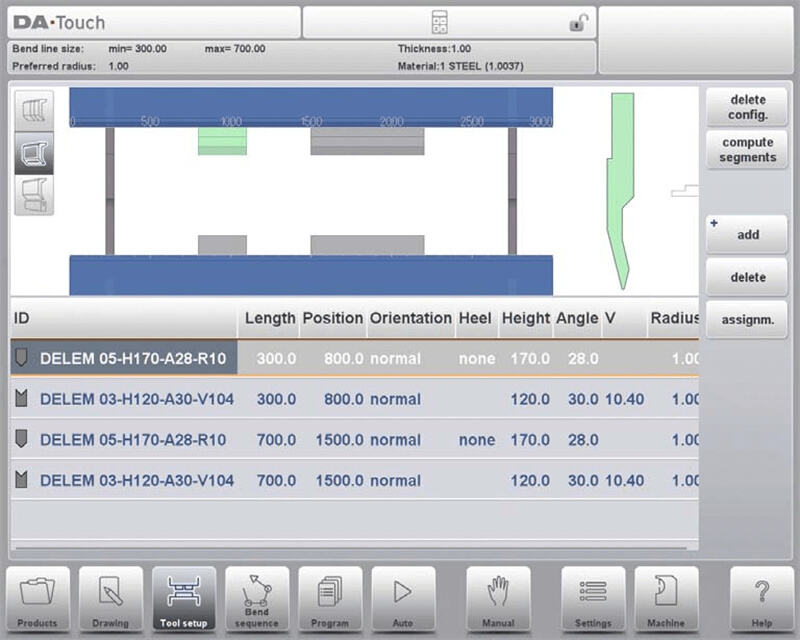
5. Phân đoạn Từng Dụng cụ Riêng lẻ
Sau khi thiết lập các dụng cụ cần thiết cho sản phẩm của bạn, chế độ Trình tự Gấp có thể tính toán trình tự gấp tối ưu nhất. Dưới đây là sơ đồ đơn giản hóa về việc phân đoạn từng dụng cụ:
• Tùy chọn Phân đoạn: Nếu cần thiết, bạn có thể phân đoạn dụng cụ—điều này giúp lựa chọn các đoạn phù hợp để đạt được độ dài dụng cụ yêu cầu.
• Tính toán tự động: Chức năng phân đoạn công cụ tự động tính toán phân đoạn cần thiết. Nó sử dụng các thông số như “khoảng cách tối đa giữa các công cụ” và tùy chọn là “dung sai chiều dài công cụ” để tìm ra giải pháp tối ưu.
Để kiểm soát chính xác, hãy tập trung vào việc phân đoạn từng công cụ riêng lẻ:
• Sử dụng Chế độ xem Công cụ để xem lại các công cụ sẵn có và cấu hình của chúng.
• Sử dụng các gán đặt để phân loại công cụ dựa trên mục đích sử dụng và mức độ cần thiết.
• Trong Chế độ xem Phân đoạn, đảm bảo rằng mỗi đoạn được ghi nhận đúng trong thư viện công cụ. Duy trì một thư viện được tổ chức gọn gàng sẽ đơn giản hóa việc truy xuất công cụ và cải thiện khả năng sử dụng máy móc.
5.1 Chế độ xem Công cụ
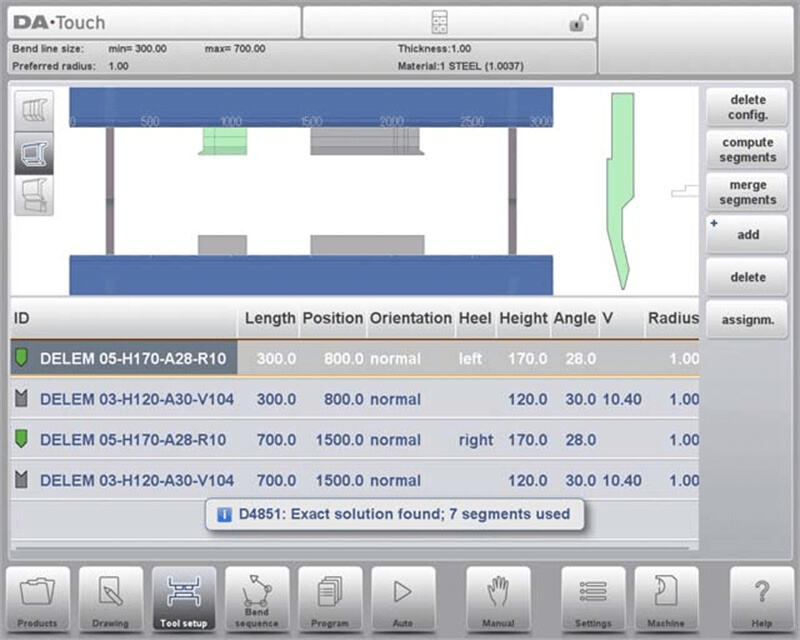
Trong cấu hình DELEM DA-66T, bạn có thể bắt đầu phân đoạn công cụ bằng cách nhấp vào chức năng phân đoạn trong giao diện Chế độ xem Công cụ. Hệ thống sẽ tính toán phân đoạn dựa trên các chiều dài đoạn đã được lập trình trước và tình trạng sẵn có hiện tại của các đoạn, đồng thời tính đến tất cả các vị trí đang sử dụng cùng một công cụ.
Kết quả được hiển thị với các chỉ báo trạng thái để thể hiện tiến độ tối ưu hóa:
• Chỉ báo màu xanh lá cây cho biết sự trùng khớp chính xác giữa các đoạn yêu cầu và các đoạn sẵn có.
• Chỉ báo màu vàng cho biết độ dài đoạn hợp lệ nhưng gần đúng (trong phạm vi dung sai cho phép).
• Chỉ báo màu đỏ có nghĩa là không thể phân đoạn một cách hợp lệ.
Bạn có thể ngắt quá trình phân đoạn bằng cách nhấn “Hủy” hoặc “Dừng”. Sử dụng nút “Gộp Đoạn” để khôi phục công cụ đã phân đoạn về trạng thái chưa phân đoạn. Ngoài ra, việc điều chỉnh thuộc tính của công cụ sẽ tự động gộp các đoạn của nó.
Phân công
Để xem các phân công được sử dụng trong tính toán phân đoạn, chạm vào nút “Phân công”. Các phân công có sẵn bao gồm:
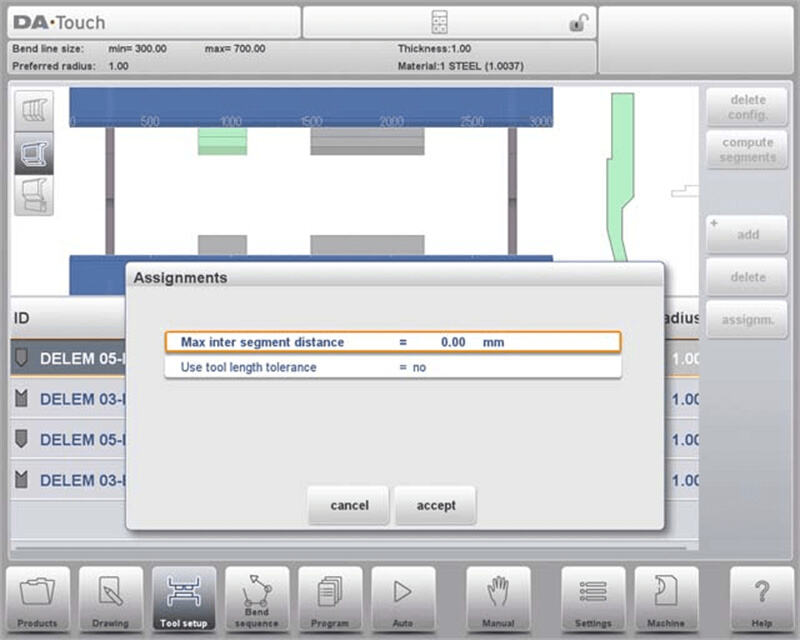
• Khoảng cách Tối đa Giữa các Đoạn: Khoảng cách tối đa cho phép giữa các đoạn liền kề.
• Sử dụng Dung sai Chiều dài Công cụ: Bật dung sai này để chấp nhận các sai lệch nhỏ trong quá trình phân đoạn.
5.2 Chế độ xem Phân đoạn
Trong chế độ Xem Phân đoạn của cấu hình DELEM DA-66T, chỉ các đoạn của dụng cụ đã chọn được hiển thị.
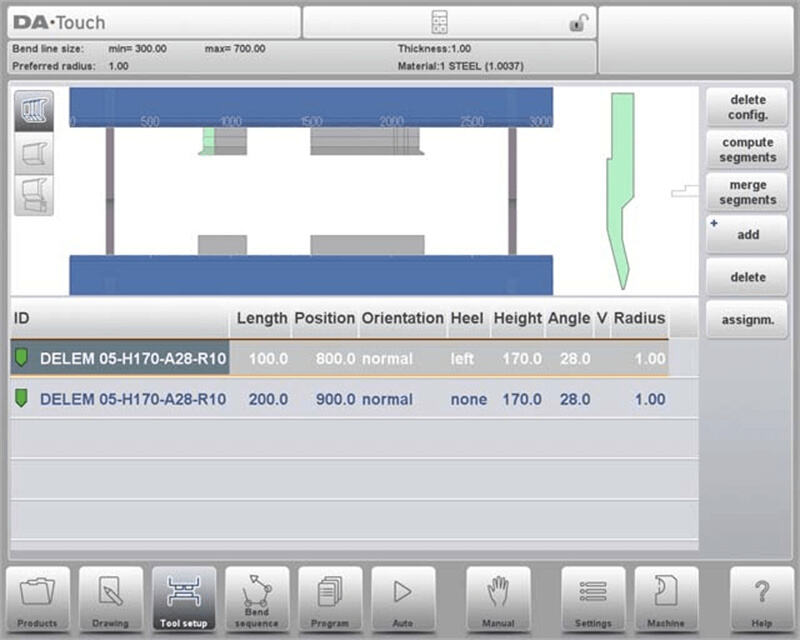
Bạn có thể di chuyển và chỉnh sửa các đoạn này, nhưng lưu ý rằng những thay đổi này không tính đến các đoạn đang tồn kho. Ngoài ra, việc thay đổi chiều dài hoặc loại dụng cụ sẽ thiết lập lại phân đoạn, yêu cầu bạn tạo lại các đoạn.
5.3 Các đoạn trong Thư viện Dụng cụ
Để kích hoạt việc sử dụng phân đoạn trong cấu hình DELEM DA-66T, bạn cần hoàn tất thiết lập thư viện ở chế độ Máy—hãy điều hướng đến phần Búa đột hoặc Khuôn lõm.
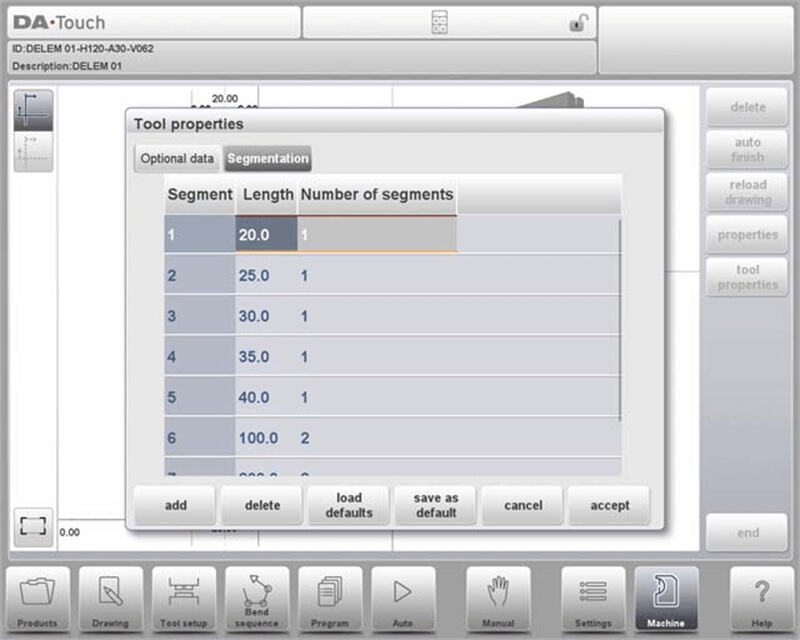
Đối với mỗi dụng cụ, bạn có thể lập trình chiều dài đoạn, hình dạng gót tùy chọn và các đoạn sẵn có trên tab "Phân đoạn".
6. Lựa chọn và Định vị lại Trạm
Trong cấu hình DELEM DA-66T, Chế độ xem Trạm là góc nhìn thứ ba để thiết lập dụng cụ. Dưới đây là hướng dẫn đơn giản cách sử dụng nó:
• Làm nổi bật trạm: Khi ở Chế độ xem Trạm, toàn bộ trạm dụng cụ sẽ được làm nổi bật ngay khi bạn chọn—điều này giúp dễ dàng xác định các trạm mà bạn đang thao tác.
• Công cụ Định lại Vị trí: Bạn có thể định vị lại các trạm công cụ theo hai cách: bằng cách lập trình một vị trí mới hoặc kéo thả trạm đến một vị trí mới trên giao diện máy.
• Tự động Xác định Trạm Công cụ: Một trạm công cụ được tự động xác định khi một đầu đột trùng với một khuôn lỗ. Điều này vẫn áp dụng ngay cả khi có sự lệch vị trí nhỏ (miễn là vẫn còn phần chồng lấn) hoặc khi hai đầu đột được ghép với một khuôn lỗ duy nhất—điều này đặc biệt hữu ích đối với các nếp gấp bị giới hạn.
• Duy trì Vị trí Tương đối: Khi định vị lại các trạm, vị trí tương đối giữa chúng sẽ không thay đổi, đảm bảo tính toàn vẹn của thiết lập được giữ nguyên.
• Không ảnh hưởng đến Chi tiết Công cụ: Cần lưu ý rằng Chế độ Xem Trạm chỉ quản lý việc sắp xếp không gian của các trạm công cụ—nó không thay đổi bất kỳ thông số kỹ thuật nào của công cụ (ví dụ: chiều dài, góc, hoặc khả năng chịu tải).
Việc hiểu rõ các tính năng này của Chế độ Xem Trạm giúp bạn quản lý và định vị lại công cụ một cách hiệu quả, tối ưu hóa hiệu suất máy móc.
7. Câu hỏi thường gặp (FAQ)
Câu hỏi 1: Tôi có thể thay đổi vị trí các trạm công cụ mà không ảnh hưởng đến thiết lập của chúng trên DELEM DA-66T không?
Trả lời 1: Có. Trong Chế độ xem Trạm, bạn có thể thay đổi vị trí các trạm công cụ trong khi vẫn giữ nguyên vị trí tương đối giữa chúng. Điều này đảm bảo thiết lập của bạn luôn nhất quán và chính xác.
Câu hỏi 2: Tôi bắt đầu quá trình cấu hình công cụ DELEM DA-66T như thế nào?
Trả lời 2: Bắt đầu bằng cách truy cập giao diện máy và điều hướng đến menu cài đặt công cụ. Hãy làm quen với các tùy chọn sẵn có trước tiên, và đảm bảo cài đặt tất cả các bản cập nhật hệ thống ban đầu—điều này đảm bảo máy hoạt động ở hiệu suất tối ưu.
Câu hỏi 3: Việc thay đổi vị trí các trạm công cụ có ảnh hưởng đến thông tin chi tiết của công cụ trên DELEM DA-66T không?
Trả lời 3: Không. Việc thay đổi vị trí các trạm công cụ chỉ điều chỉnh bố trí không gian của chúng; nó không làm thay đổi bất kỳ thông tin chi tiết nào của công cụ (như kích thước, khả năng chịu tải hoặc góc). Chế độ xem Trạm chỉ dùng để quản lý vị trí đặt, chứ không phải thông số kỹ thuật của công cụ.
8. Kết luận
Tóm lại, để thành thạo việc cấu hình công cụ DELEM DA-66T, bạn cần nắm vững các bước chính: truy cập và điều hướng giao diện Thiết lập Công cụ, chọn các công cụ phù hợp với nhu cầu sản xuất, cũng như quản lý vị trí công cụ và căn chỉnh trạm. Việc cấu hình đúng cách không chỉ nâng cao hiệu suất máy mà còn đảm bảo độ chính xác và hiệu quả trong các thao tác uốn.
Để tối đa hóa hiệu quả sử dụng DELEM DA-66T, hãy thường xuyên kiểm tra các bản cập nhật hệ thống và duy trì thư viện công cụ được tổ chức khoa học. Việc chú ý nhất quán đến những chi tiết này sẽ giúp bạn khai thác tối đa năng suất của máy gấp nếp.
Nếu bạn cần hỗ trợ thêm hoặc có câu hỏi về việc cấu hình công cụ DELEM DA-66T, đừng ngần ngại liên hệ với đội ngũ của chúng tôi. Chúng tôi cũng khuyến nghị bạn tìm hiểu các tài nguyên và tài liệu bổ sung để hiểu sâu hơn về cách tối ưu hóa hiệu suất máy móc.

