















































Làm thế nào để xác định nguyên nhân gốc rễ gây mài mòn thanh dẫn hướng của máy uốn ống?
Làm thế nào để xác định nguyên nhân gốc rễ gây mài mòn thanh dẫn hướng của máy uốn ống?

Khi các thanh dẫn hướng của máy uốn ống bị mài mòn và bắt đầu ảnh hưởng đến độ chính xác của máy, gây rung động hoặc làm tăng lực cản khi di chuyển của xe uốn, chất lượng gia công sản phẩm và hiệu suất sản xuất tổng thể sẽ suy giảm. Nếu bạn đang tìm hiểu nguyên nhân gây mài mòn sớm các thanh dẫn hướng và mong muốn xác định nguyên nhân gốc trước khi vấn đề gây ra tổn thất nghiêm trọng, bài viết này sẽ cung cấp cho bạn hướng dẫn thực tiễn. Trong phần nội dung tiếp theo, tôi sẽ giới thiệu một cách có hệ thống các biểu hiện phổ biến của hiện tượng mài mòn thanh dẫn hướng, các phương pháp chẩn đoán cũng như các cách xử lý sự cố nhằm giúp đội ngũ bảo trì và người vận hành xác định chính xác nguyên nhân gốc gây hư hại thanh dẫn hướng. Nhờ phát hiện sớm các vấn đề, bạn có thể tránh việc thay thế linh kiện không cần thiết, giảm thời gian ngừng hoạt động của thiết bị và đảm bảo tính ổn định của quá trình uốn.
Cách xác định thanh dẫn hướng của máy uốn ống có đang bị mài mòn trong quá trình vận hành
1. Quan sát sự thay đổi về độ chính xác trong quá trình uốn lặp lại
Một trong những biểu hiện điển hình ban đầu của hiện tượng mài mòn thanh dẫn hướng trên máy uốn ống là sự thiếu nhất quán trong kết quả gia công. Khi các ống được gia công với cùng một chương trình và thông số quy trình nhưng lại cho ra các góc chênh lệch đáng kể, điều này thường cho thấy sự mài mòn bề mặt thanh dẫn hướng đã ảnh hưởng đến độ ổn định khi di chuyển của xe trượt. Nên sử dụng dụng cụ đo góc kỹ thuật số để so sánh kết quả từ nhiều lần uốn. Nếu độ sai lệch thể hiện xu hướng tăng dần, điều này thường chỉ ra vấn đề mài mòn cơ học, chứ không phải do hệ thống điều khiển hoặc sai lệch phần mềm.
2. Chú ý đến rung động và tiếng ồn bất thường.
Dao động không chỉ là một yếu tố gây nhiễu trong quá trình vận hành, mà còn là dấu hiệu báo trước của sự cố cơ khí. Khi bề mặt thanh trượt bị mài mòn hoặc bôi trơn kém, xe trượt sẽ không di chuyển trơn tru trong quá trình vận hành, làm tăng ma sát, dẫn đến tiếng ồn, vết rung trên bề mặt ống và thậm chí là hiện tượng quá nhiệt cục bộ. Nếu dao động trở nên rõ rệt hơn trong điều kiện tải nặng, nguyên nhân có thể liên quan đến việc căn chỉnh thanh trượt không chính xác hoặc sự cố ở hệ thống bôi trơn.
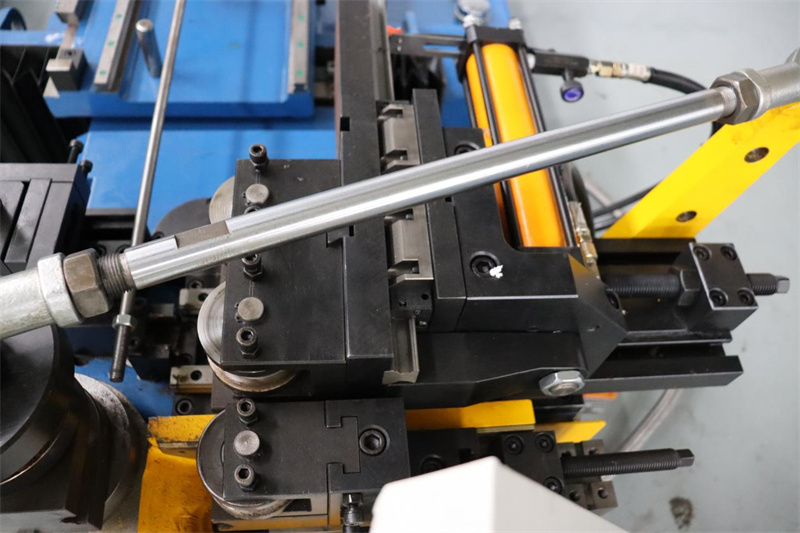
3. Di chuyển thủ công xe trượt và kiểm tra lực cản khi vận hành.
Chuyển sang chế độ thủ công và từ từ đẩy xe trượt để cảm nhận xem chuyển động của nó có trơn tru hay không. Nếu bạn gặp hiện tượng kẹt, lực cản không đều hoặc dừng đột ngột tại một vị trí cụ thể, điều này thường cho thấy bề mặt thanh trượt đã bị hư hỏng hoặc bị nhiễm bẩn bởi các hạt lạ. Trong điều kiện bình thường, xe trượt phải có thể di chuyển trơn tru dưới tác dụng của một lực ngoại vi nhỏ.
Cách chẩn đoán các nguyên nhân cơ khí gây mài mòn thanh trượt trên máy uốn ống

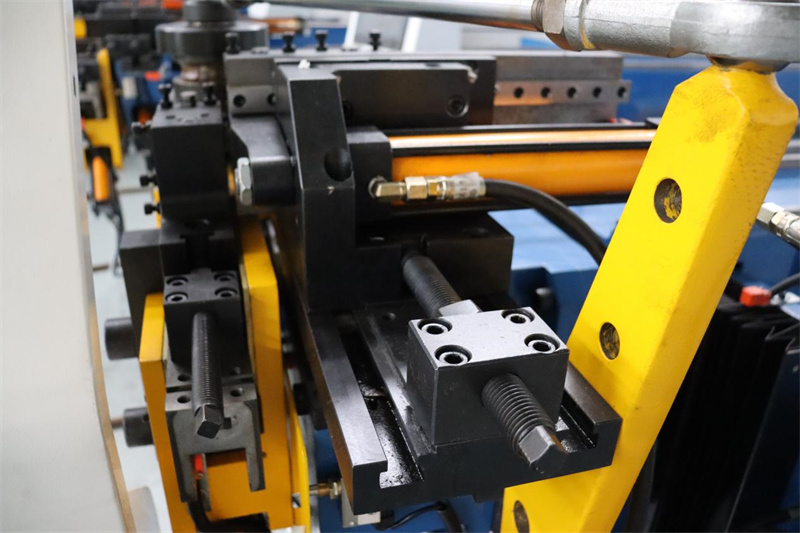
1. Độ lệch căn chỉnh giữa khung và thanh trượt.
Căn chỉnh không chính xác là nguyên nhân phổ biến gây mài mòn bất thường trên thanh trượt. Khi xe trượt và thanh trượt không vuông góc hoàn toàn theo hướng chuyển động, tải trọng sẽ tập trung vào một bên hoặc một vùng cục bộ trên thanh trượt, dẫn đến hiện tượng mài mòn không đều, biểu hiện bằng các vết lõm một phía, vết xước hoặc mô hình mài mòn bị nghiêng.
Giải pháp: Sử dụng đồng hồ so để kiểm tra độ căn chỉnh giữa thanh trượt và xe trượt, điều chỉnh dần các bu-lông cố định thanh trượt và liên tục theo dõi độ lệch. Lưu ý rằng bạn tuyệt đối không được ép căn chỉnh khi đang chịu tải, vì việc này có thể tạo ra ứng suất kết cấu và làm trầm trọng thêm tình trạng mài mòn.
2. Hệ thống bôi trơn bị hỏng hoặc sử dụng không đúng cách
Hoạt động bình thường của thanh trượt phụ thuộc vào việc bôi trơn liên tục và đầy đủ. Việc tắc nghẽn đường dẫn dầu bôi trơn, lưu lượng dầu cung cấp không ổn định hoặc sử dụng loại dầu bôi trơn không phù hợp sẽ dẫn đến tiếp xúc trực tiếp giữa các bề mặt kim loại, từ đó làm tăng tốc độ mài mòn một cách nhanh chóng.
Giải pháp: Nên kiểm tra hệ thống bôi trơn hàng tuần để đảm bảo dòng dầu lưu thông không bị cản trở. Sử dụng mỡ bôi trơn chuyên dụng phù hợp với các bộ phận chuyển động tuyến tính, tránh sử dụng mỡ thông thường.
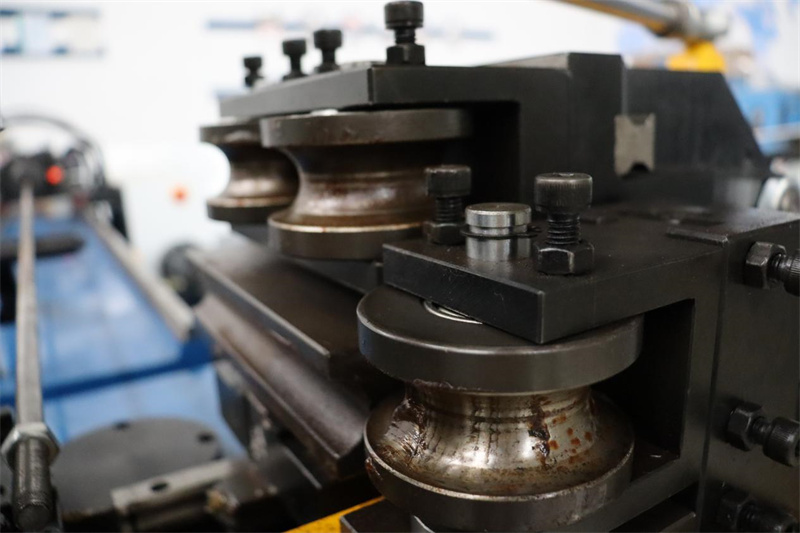
3. Sự xâm nhập của bụi kim loại hoặc tạp chất
Trong quá trình uốn ống, ma sát giữa ống và khuôn có thể sinh ra vụn kim loại hoặc các hạt khác. Nếu những tạp chất này bám lên bề mặt thanh dẫn hướng và không được làm sạch kịp thời, chúng sẽ hoạt động như các chất mài mòn, làm tăng tốc độ mài mòn thanh dẫn hướng.
Giải pháp: Nên lắp đặt nắp che bảo vệ cho các thanh dẫn hướng và thiết lập lịch trình làm sạch định kỳ. Dùng khăn khô để lau chùi, tránh dùng nước nhằm ngăn ngừa gỉ sét. Khi gia công vật liệu có tính từ, nên cân nhắc lắp thêm thiết bị thu gom bằng nam châm để giảm thiểu sự phát tán của bụi kim loại.
4. Phân bố tải không đều
Nếu người vận hành không giữ các ống ở vị trí cân bằng trong quá trình lắp đặt hoặc không hỗ trợ hiệu quả các ống dài, các thanh dẫn hướng sẽ phải chịu thêm lực xoắn thay vì tải trọng tuyến tính như đã thiết kế, dẫn đến mài mòn không đều.
Giải pháp: Tăng cường đào tạo người vận hành để đảm bảo các ống được đặt ổn định trước khi uốn. Đối với các ống dài, có thể lắp đặt các thiết bị hỗ trợ bổ sung. Đối với thiết bị hoạt động dưới tải trọng cao trong thời gian dài, nên xem xét lại khả năng chịu tải của thanh dẫn hướng và nâng cấp thông số kỹ thuật nếu cần thiết.
Cách làm chậm quá trình mài mòn thanh dẫn hướng thông qua bảo trì định kỳ
Gợi ý kế hoạch kiểm tra
Hàng tuần: Kiểm tra trực quan tình trạng thanh dẫn hướng và làm sạch bụi bẩn trên bề mặt.
Hàng tháng: Kiểm tra hoạt động của hệ thống bôi trơn.
Hàng quý: Thực hiện kiểm tra tổng thể về độ căn chỉnh và độ chính xác.
Hàng năm: Mời chuyên gia thực hiện đánh giá toàn bộ hệ thống.
Tham khảo tần suất bôi trơn
Sử dụng tải nhẹ: Hai tuần một lần
Tải trung bình: Một lần mỗi tuần
Sản xuất tải nặng liên tục: Mỗi 3–4 ngày một lần
Đào tạo người vận hành là yếu tố thiết yếu
Nhiều trường hợp mòn thanh dẫn hướng bắt nguồn từ thói quen vận hành không đúng hoặc thiếu giao tiếp giữa các ca làm việc. Đề nghị xây dựng quy trình vận hành rõ ràng, chuẩn hóa quy trình nạp ống và ghi chép tình trạng thiết bị trong quá trình bàn giao ca. Các nhân viên vận hành mới cũng cần được đào tạo bài bản nhằm đảm bảo họ nắm vững phương pháp vận hành đúng.

Thông qua kiểm tra khoa học, chẩn đoán chính xác và bảo trì định kỳ chuẩn hóa, bạn có thể hiệu quả kéo dài tuổi thọ sử dụng thanh dẫn hướng của máy uốn ống, đồng thời đảm bảo độ chính xác gia công và tính ổn định trong vận hành của thiết bị.

