















































Cách điều chỉnh mất cân bằng áp suất của máy uốn thủy lực
Bạn đang gặp khó khăn với các góc uốn không đồng nhất trên máy uốn NC của mình? Việc hiểu rõ nguyên nhân gốc rễ và thực hiện các giải pháp có mục tiêu sẽ giúp bạn đạt được kết quả chính xác và lặp lại một cách đáng tin cậy. Các phương pháp điều chỉnh mất cân bằng áp lực của máy uốn chủ yếu bao gồm việc giải quyết các yếu tố bên ngoài và yếu tố nội bộ của máy. Trước tiên, cần xác định nguyên nhân gây ra mất cân bằng áp lực, thường bao gồm các yếu tố bên ngoài và các yếu tố nội bộ của máy. Các yếu tố bên ngoài như vật nặng gần đó ảnh hưởng đến lực ép không đều của các trượt ở hai bên xi lanh làm việc, trong khi các yếu tố nội bộ của máy có thể là do hai xi lanh làm việc cùng tạo áp ở hai đầu trượt, khiến trọng tâm làm việc lệch về giữa, từ đó ảnh hưởng đến quá trình tạo hình và công việc tiếp theo của sản phẩm.
Giải pháp
Giải quyết các yếu tố bên ngoài: loại bỏ các vật nặng ảnh hưởng đến hoạt động của máy uốn thủy lực, đảm bảo các con trượt ở hai bên xi lanh làm việc chịu lực đồng đều.
Giải quyết các yếu tố riêng của máy: áp dụng phương pháp bù độ võng và bù áp suất, đặt lượng biến dạng ngược với hướng biến dạng do lực tác động lên bàn máy để đạt được sự bù trừ biến thiên cho con trượt và bàn máy, từ đó phân bố áp suất của các con trượt xi lanh làm việc ở hai bên máy uốn thủy lực đồng đều hơn.
Các bước cụ thể
Điều chỉnh các yếu tố bên ngoài:
Loại bỏ các vật nặng ảnh hưởng đến hoạt động của máy uốn thủy lực.
Đảm bảo không có vật lạ trên thân máy uốn thủy lực, luôn chú ý điều kiện làm việc của máy để giảm thiểu tình trạng áp suất không đồng đều ở hai bên.
Điều chỉnh các yếu tố bên trong máy:
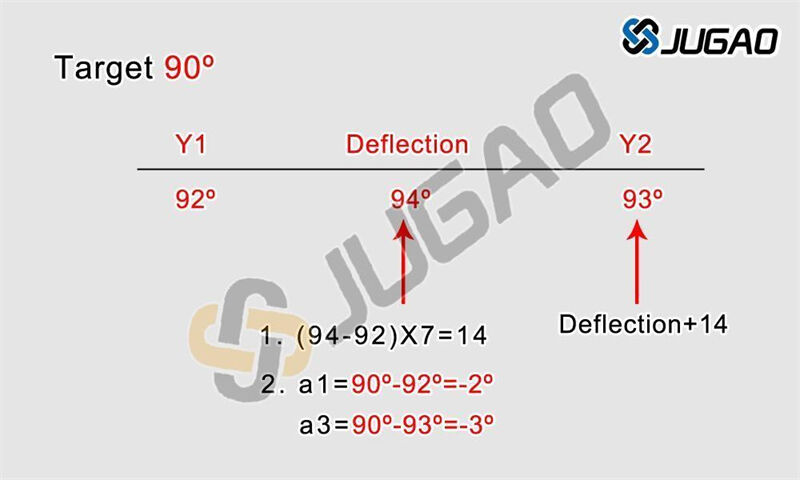
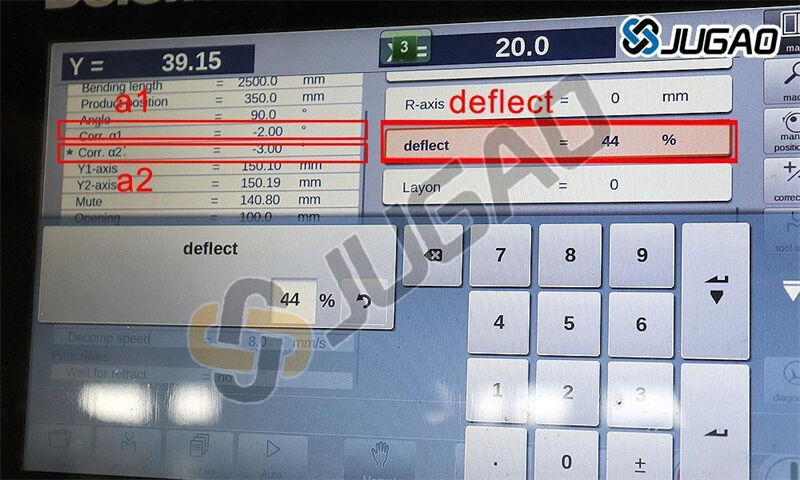
Đặt một lượng biến dạng theo hướng ngược lại với hướng biến dạng do lực gây ra trên bàn máy giữa con trượt và khuôn trên của máy uốn để đạt được bù độ võng.
Sử dụng bù áp suất bằng thủy lực và bù cơ học để đạt được bù áp lực.
Lấy hình vẽ dưới đây làm ví dụ

Kiểm tra và căn chỉnh dụng cụ
Dụng cụ bị lệch tâm hoặc mài mòn là nguyên nhân phổ biến gây sai lệch góc. Đảm bảo rằng khuôn trên và khuôn dưới được căn chỉnh đúng vị trí và không bị hư hỏng. Thay thế các bộ phận bị mài mòn để duy trì độ chính xác.

Hiệu chỉnh lại Bộ điều khiển CNC
Theo thời gian, bộ điều khiển máy có thể bị lệch khỏi cài đặt ban đầu. Hiệu chỉnh lại hệ thống CNC để đảm bảo nó diễn giải và thực hiện chính xác các lệnh uốn.
Kiểm tra tính đồng nhất của vật liệu
Các biến thể về độ dày, độ cứng hoặc hướng thớ vật liệu có thể ảnh hưởng đến kết quả uốn. Kiểm tra đặc tính vật liệu và đảm bảo sự đồng đều trước khi tiến hành quy trình uốn.
Thực hiện bảo trì định kỳ
Bảo trì định kỳ, bao gồm tra dầu bôi trơn, kiểm tra hệ thống thủy lực và kiểm tra cơ học, có thể ngăn ngừa nhiều sự cố trước khi chúng xảy ra. Một thiết bị được bảo trì tốt sẽ vận hành ổn định hơn.
Hiệu Chỉnh Cài Đặt Máy
Điều chỉnh các thông số như tốc độ uốn, áp suất và vị trí thanh dừng sau để tối ưu hóa hiệu suất cho vật liệu và thiết kế cụ thể.
Xử Lý Sự Cố Thường Gặp
Một vấn đề thường gặp với máy uốn thủy lực NC là góc uốn không đồng đều dọc theo cùng một đường. Ví dụ, góc mục tiêu là 90° nhưng kết quả lại là 89° ở một bên và 91° ở bên kia. Nguyên nhân thường là do phân bố áp suất không đều hoặc lệch trục.

Bằng cách giải quyết một cách hệ thống việc căn chỉnh dụng cụ, hiệu chuẩn bộ điều khiển và kiểm tra vật liệu, bạn có thể khôi phục lại độ chính xác cho các hoạt động uốn.
Lưu ý
* Trước khi sử dụng máy uốn, hãy đảm bảo không có vật thể lạ trên thân máy và luôn chú ý đến tình trạng hoạt động của máy uốn.
* Vệ sinh và bảo trì máy uốn đúng cách định kỳ để giảm tần suất xảy ra sự cố.
* Tuân thủ các hướng dẫn vận hành cụ thể được nêu trong tài liệu hướng dẫn của nhà sản xuất để đảm bảo điều chỉnh an toàn và hiệu quả.
Kết luận
Đảm bảo góc uốn đồng đều đòi hỏi sự kết hợp giữa việc thiết lập máy chính xác, bảo trì định kỳ và chú ý đến chi tiết vật liệu. Hãy thực hiện theo các nguyên tắc tốt nhất sau đây để giảm thiểu sai sót và nâng cao hiệu suất của máy uốn NC.

