















































Phân tích chức năng cốt lõi của chế độ Thiết lập DELEM DA-58T
Mục lục
1. Lời giới thiệu
2. Cài đặt chung
3. Cài đặt vật liệu
4. Chức năng sao lưu và khôi phục dữ liệu
○ Sao lưu dữ liệu sản phẩm
○ Khôi phục dữ liệu sản phẩm
○ Sao lưu dữ liệu dụng cụ
○ Khôi phục dữ liệu dụng cụ
○ Sao lưu và khôi phục bảng và cài đặt
○ Thao tác điều hướng thư mục
5. Cài đặt chương trình
6. Cài đặt mặc định và tính toán
○ Cấu hình giá trị mặc định cơ bản
○ Cấu hình tham số tính toán cốt lõi
7. Cài đặt sản xuất
8. Cài đặt thời gian và mạng
○ Tính toán thời gian sản xuất
○ Cài đặt thời gian cơ bản
○ Cấu hình mạng (Chỉ khả dụng sau khi cài đặt tùy chọn mạng)
9. Những câu hỏi thường gặp (FAQ)
○ Làm cách nào để tối ưu hóa hiệu suất máy uốn thủy lực thông qua chế độ Cài đặt của hệ thống điều khiển DELEM DA-58T?
○ Làm cách nào để thiết lập giới hạn chiều dài trong chế độ Cài đặt của DELEM DA-58T?
10. Kết luận
Bài viết này phân tích chi tiết các tính năng chức năng của chế độ Cài đặt trong hệ thống điều khiển máy uốn thủy lực DELEM DA-58T, nêu rõ các thuộc tính cấu hình cốt lõi và cách những thiết lập này có thể giúp nâng cao hiệu quả vận hành cũng như độ chính xác gia công của máy uốn thủy lực. Dù mục tiêu của bạn là tối ưu hóa hiệu suất thiết bị hay tùy chỉnh quy trình vận hành theo nhu cầu thực tế trong gia công kim loại, việc làm chủ các chức năng khác nhau của chế độ Cài đặt này đều hết sức quan trọng. Bài viết sẽ giải thích một cách rõ ràng và súc tích các điểm cốt lõi của chế độ Cài đặt DELEM DA-58T, từ đó giúp bạn khai thác tối đa tiềm năng ứng dụng của thiết bị.
Lời giới thiệu

Hệ thống điều khiển DELEM DA-58T có thể được chuyển sang Chế độ Cài đặt bằng cách nhấn nút điều hướng Cài đặt trên bảng điều khiển thiết bị. Là trung tâm cấu hình cốt lõi, chế độ này cho phép cấu hình thống nhất các giá trị mặc định và nhiều tham số ràng buộc riêng biệt cần thiết cho việc lập trình sản phẩm, đồng thời đóng vai trò là điểm vào chính để hiệu chỉnh cá nhân hóa máy uốn thủy lực.
Tất cả các tham số trong Chế độ Cài đặt đều được chia thành các tab khác nhau theo chức năng và hỗ trợ chuyển đổi bằng cách vuốt ngang. Người dùng chỉ cần nhấn vào tab tương ứng và mục tham số cụ thể để hoàn tất việc điều chỉnh các giá trị khác nhau. Logic vận hành đơn giản và dễ hiểu, nhờ đó giảm đáng kể mức độ khó trong việc cấu hình tham số.
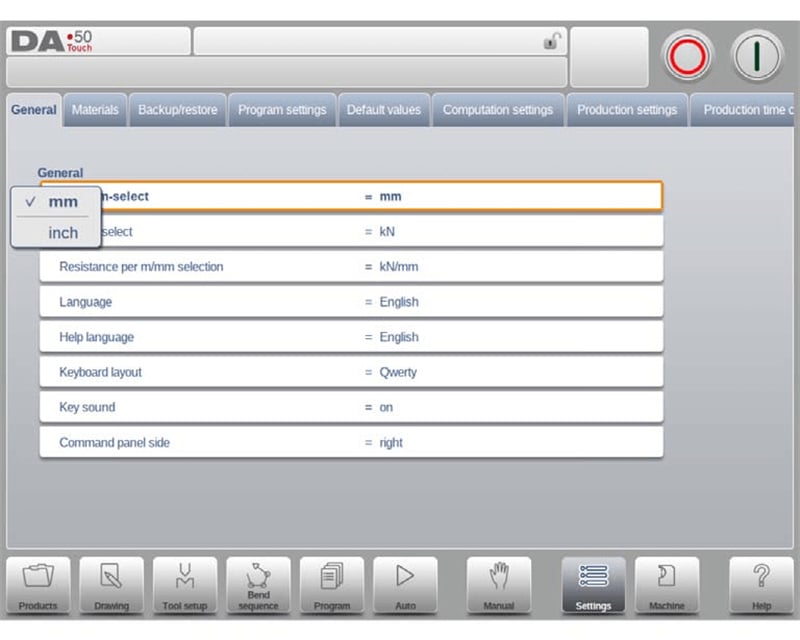
Cài đặt Chung
Mô-đun Cài đặt chung của DELEM DA-58T hỗ trợ người dùng tùy chỉnh các thông số vận hành cơ bản của thiết bị, bao gồm lựa chọn đơn vị (inch/mm, tấn/kN), ngôn ngữ giao diện vận hành, bố cục bàn phím và âm thanh phím trên bảng điều khiển nhập liệu. Giao diện vận hành trực quan giúp việc lựa chọn các cài đặt khác nhau trở nên thuận tiện hơn, có thể thích ứng đầy đủ với thói quen vận hành của các nhóm người dùng khác nhau và tạo ra trải nghiệm người dùng cá nhân hóa.
Ngôn ngữ giao diện
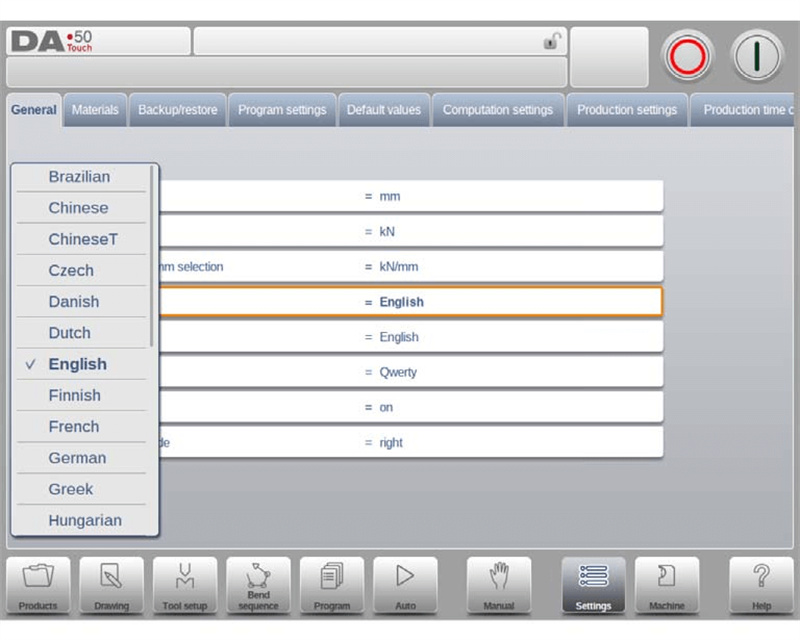
Ngôn ngữ hiển thị của giao diện vận hành có thể được chọn trực tiếp từ danh sách hệ thống. Số lượng ngôn ngữ có trong danh sách nhiều hơn số ngôn ngữ hiển thị ban đầu. Người dùng có thể xem toàn bộ các ngôn ngữ khả dụng bằng cách kéo danh sách lên hoặc xuống, và hoàn tất việc chuyển đổi ngôn ngữ chỉ với một cú nhấp chuột. Lưu ý rằng nếu chọn một ngôn ngữ chứa các ký tự chữ-số đặc biệt không chuẩn, hệ thống điều khiển sẽ tự động khởi động lại để hoàn tất cấu hình.
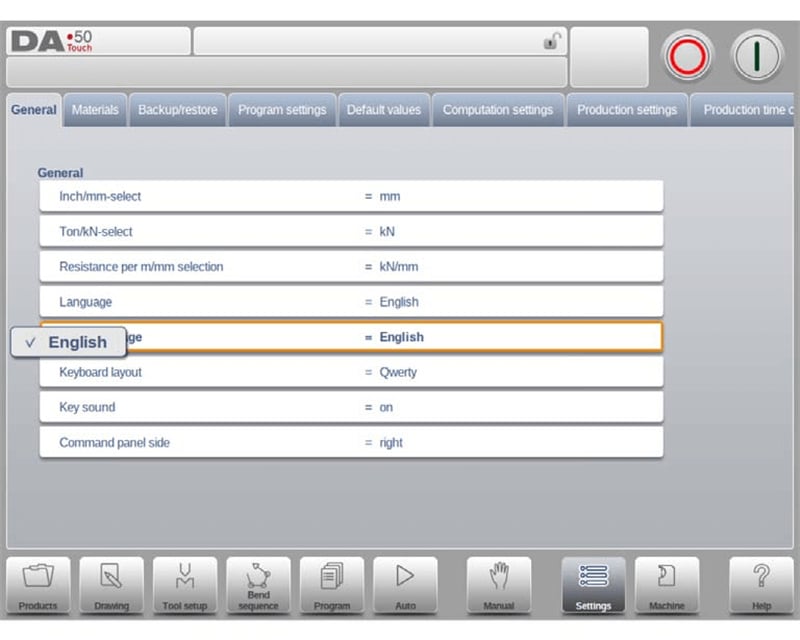
Ngôn ngữ tài liệu trợ giúp
Ngôn ngữ hiển thị mặc định của chức năng trợ giúp trực tuyến nhất quán với ngôn ngữ giao diện thao tác. Nếu không có tài liệu trợ giúp trực tuyến tương ứng cho ngôn ngữ đã chọn, hệ thống sẽ tự động chuyển sang hiển thị bằng tiếng Anh. Khi người dùng chọn tùy chọn Ngôn ngữ Trợ giúp, chức năng mở rộng Thêm Ngôn ngữ Trợ giúp sẽ xuất hiện trên giao diện. Các gói tài liệu trợ giúp mới theo ngôn ngữ có thể được cài đặt vào hệ thống điều khiển thông qua chức năng này. Trước khi cài đặt, hãy đảm bảo rằng các tệp gói ngôn ngữ yêu cầu đã được lưu trữ trên ổ đĩa cục bộ của thiết bị, trên ổ USB hoặc tại đường dẫn mạng có thể truy cập; hệ thống sẽ tự động nhận diện và hoàn tất quá trình cài đặt.
Bố trí bàn phím
Hệ thống hỗ trợ chuyển đổi giữa ba bố trí bàn phím: Qwerty, Qwertz và Azerty. Cấu hình mặc định là bố trí Qwerty, phù hợp với thói quen nhập liệu của người dùng ở các khu vực khác nhau.
Âm thanh Phím
Âm thanh chính của bảng điều khiển đầu vào có thể được bật hoặc tắt tùy ý. Hệ thống mặc định kích hoạt âm thanh này, giúp người dùng dễ dàng xác nhận việc nhập các lệnh thao tác.
Vị trí Bảng điều khiển Lệnh
Bảng điều khiển lệnh thao tác có thể được chuyển để hiển thị ở phía bên trái màn hình, trong khi hệ thống mặc định hiển thị ở phía bên phải màn hình. Người dùng có thể điều chỉnh vị trí này theo thói quen thao tác của mình.
Cài đặt Vật liệu
Trong tab Cài đặt Vật liệu, Chế độ Cài đặt DELEM DA-58T hỗ trợ lập trình tham số cho tối đa 99 loại vật liệu gia công, và mỗi loại vật liệu có thể được cấu hình độc lập với các đặc tính vật lý cốt lõi như giới hạn bền kéo và mô-đun đàn hồi. Chức năng này cho phép thích ứng gia công chi tiết theo từng loại vật liệu, đảm bảo thao tác uốn khớp cao với đặc tính của vật liệu và nâng cao độ chính xác gia công.
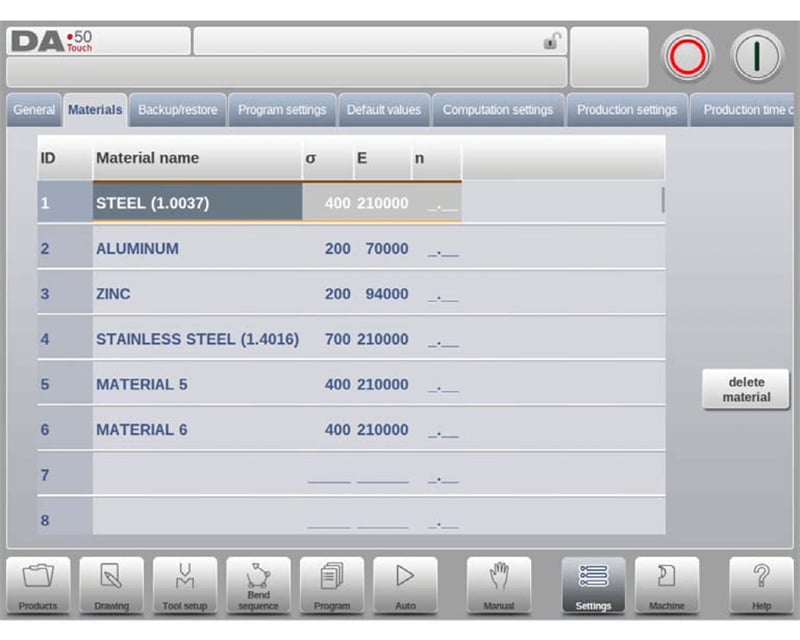
Hệ thống cấu hình ba thuộc tính cốt lõi có thể xem và chỉnh sửa cho mỗi vật liệu: Tên vật liệu, Độ bền kéo và Mô-đun đàn hồi. Tên vật liệu được hiển thị trực tiếp trên giao diện lập trình, với độ dài tên tối đa là 25 ký tự và phải bắt đầu bằng một chữ cái; Độ bền kéo và Mô-đun đàn hồi có liên hệ trực tiếp đến các đặc tính xử lý vật lý của vật liệu và là những cơ sở quan trọng để tính toán các thông số quy trình uốn.
Danh sách vật liệu ban đầu được sắp xếp theo số thứ tự vật liệu (ID) trong cột đầu tiên. Người dùng có thể nhấp vào tiêu đề cột của bất kỳ thuộc tính nào để sắp xếp lại danh sách theo thuộc tính đó. Để chỉnh sửa các thông số của một vật liệu hiện có, chỉ cần chọn hàng tương ứng của vật liệu đó rồi điều chỉnh các giá trị; để xóa một vật liệu, hãy chọn hàng mục tiêu và nhấp vào nút Xóa vật liệu; để thêm một vật liệu mới, hãy chọn hàng trống trong danh sách và nhập trực tiếp giá trị cho từng thuộc tính nhằm hoàn tất việc cấu hình.
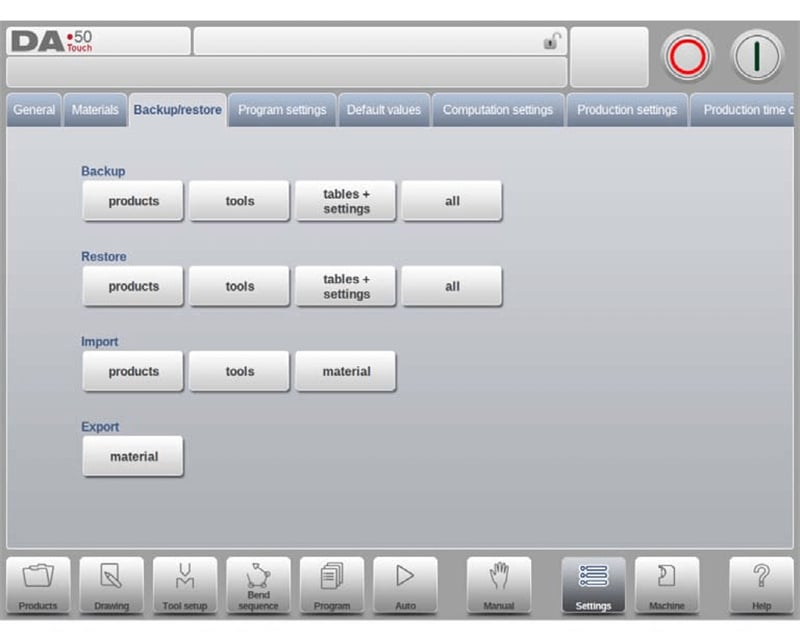
Chức năng sao lưu và khôi phục dữ liệu
Chế độ Cài đặt DELEM DA-58T được trang bị chức năng sao lưu và khôi phục toàn diện, cho phép thực hiện sao lưu và khôi phục dữ liệu trên mọi phương diện đối với chương trình sản phẩm, thông số dụng cụ, cài đặt hệ thống và các bảng cấu hình khác nhau. Chế độ này không chỉ đảm bảo tính an toàn của dữ liệu sản xuất mà còn cho phép di chuyển dữ liệu liền mạch giữa các loại hệ thống điều khiển khác nhau. Đối với dữ liệu sản phẩm hoặc dữ liệu dụng cụ từ các hệ thống điều khiển cũ hơn, chế độ này còn tích hợp sẵn chức năng nhập dữ liệu nhằm đạt được việc tích hợp nhanh chóng dữ liệu lịch sử.
Các quy trình vận hành sao lưu và khôi phục dữ liệu sản phẩm và dữ liệu công cụ được chuẩn hóa cao. Dù việc truyền dữ liệu được thực hiện qua mạng hay qua ổ USB, các bước thao tác chuẩn đều được áp dụng, từ đó giảm độ khó trong thao tác đối với người dùng. Thư mục sao lưu bao gồm một thiết bị lưu trữ đã chọn (ổ USB, đĩa mạng, v.v.) và một thư mục do người dùng tự định nghĩa. Người dùng có thể tạo và chọn thư mục sao lưu riêng theo nhu cầu của mình. Ngoài ra, đường dẫn lưu trữ sao lưu cho dữ liệu sản phẩm và dữ liệu công cụ có thể được thiết lập độc lập nhằm thực hiện quản lý phân loại dữ liệu.
Sao lưu Dữ liệu Sản phẩm
Chọn tùy chọn Sản phẩm trong khu vực Sao lưu của tab Sao lưu/Khôi phục để bắt đầu quá trình sao lưu chương trình sản phẩm lên đĩa. Sau khi hoàn tất thiết lập thư mục sao lưu ban đầu, hệ thống sẽ tự động chuyển sang giao diện thao tác sao lưu sản phẩm. Các bước thao tác cụ thể như sau:
1. Xem Sản phẩm: Tất cả các chương trình sản phẩm trong thư mục đã chọn có thể được xem trong giao diện sao lưu, và các chức năng cơ bản tương thích với Chế độ Sản phẩm có thể được sử dụng để duyệt và tìm các chương trình sản phẩm cần sao lưu;
2. Xác minh Đường dẫn: Phần trên cùng của giao diện sẽ hiển thị theo thời gian thực đường dẫn nguồn hiện tại của các chương trình sản phẩm và đường dẫn lưu trữ sao lưu đã chỉ định. Hãy xác nhận rằng các đường dẫn này là chính xác trước khi thực hiện thao tác;
3. Chọn Sản phẩm: Nhấp vào chương trình sản phẩm trong danh sách để đánh dấu nó ở trạng thái cần sao lưu, hệ thống sẽ hiển thị dấu hiệu sao lưu để xác nhận lựa chọn; nếu tồn tại chương trình sản phẩm cùng tên trong đường dẫn sao lưu, hệ thống sẽ hiển thị thông báo để người dùng lựa chọn việc ghi đè hay không;
4. Sao lưu Hàng loạt: Nhấp vào nút Tất cả để sao lưu đồng thời tất cả các chương trình sản phẩm trong danh sách, từ đó nâng cao hiệu quả sao lưu;
5. Thay đổi Thư mục Nguồn: Nếu bạn cần điều chỉnh thư mục nguồn chứa các chương trình sản phẩm sẽ được sao lưu, hãy nhấp vào tùy chọn Thư mục Nguồn và chọn đường dẫn nguồn mới thông qua trình duyệt thư mục;
6. Thay đổi Thư mục Sao lưu: Nhấp vào tùy chọn Thư mục Sao lưu để điều hướng đến vị trí lưu trữ mới và chọn vị trí đó làm thư mục đích cho việc sao lưu.
Khôi phục Dữ liệu Sản phẩm
Chọn tùy chọn Sản phẩm trong khu vực Khôi phục của tab Sao lưu/Khôi phục để khôi phục các chương trình sản phẩm trên đĩa vào hệ thống điều khiển.

Sau khi hoàn tất thiết lập thư mục khôi phục ban đầu, hãy truy cập giao diện thao tác khôi phục sản phẩm. Các bước thực hiện như sau:
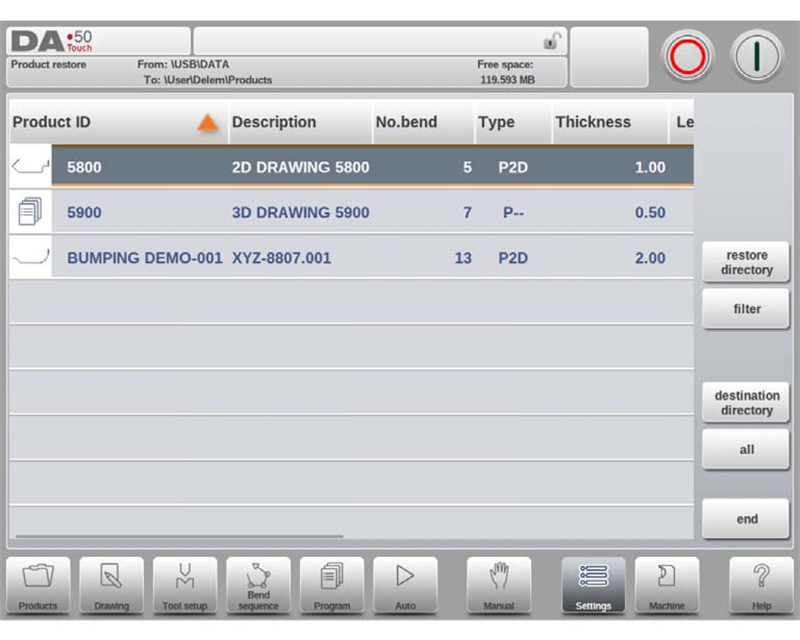
1. Truy cập Giao diện Khôi phục: Xem danh sách tất cả các chương trình sản phẩm trong thư mục khôi phục đã chọn;
2. Điều chỉnh Chế độ Xem: Tìm nhanh các chương trình sản phẩm cần khôi phục thông qua chức năng điều chỉnh chế độ xem;
3. Xác minh Đường dẫn: Xác nhận đường dẫn nguồn khôi phục của các chương trình sản phẩm và đường dẫn lưu trữ đích trên thiết bị;
4. Chọn sản phẩm: Nhấp vào chương trình sản phẩm mục tiêu để đánh dấu nó nhằm khôi phục;
5. Xử lý các tệp trùng lặp: Nếu trên thiết bị tồn tại một chương trình sản phẩm có cùng tên, hệ thống sẽ thông báo cho người dùng lựa chọn việc thay thế chương trình đó hay không;
6. Thay đổi thư mục nguồn: Điều hướng đến thư mục nguồn mới để khôi phục các chương trình sản phẩm khi cần thiết;
7. Thiết lập thư mục đích: Chọn thư mục lưu trữ các chương trình sản phẩm đã được khôi phục trên thiết bị.
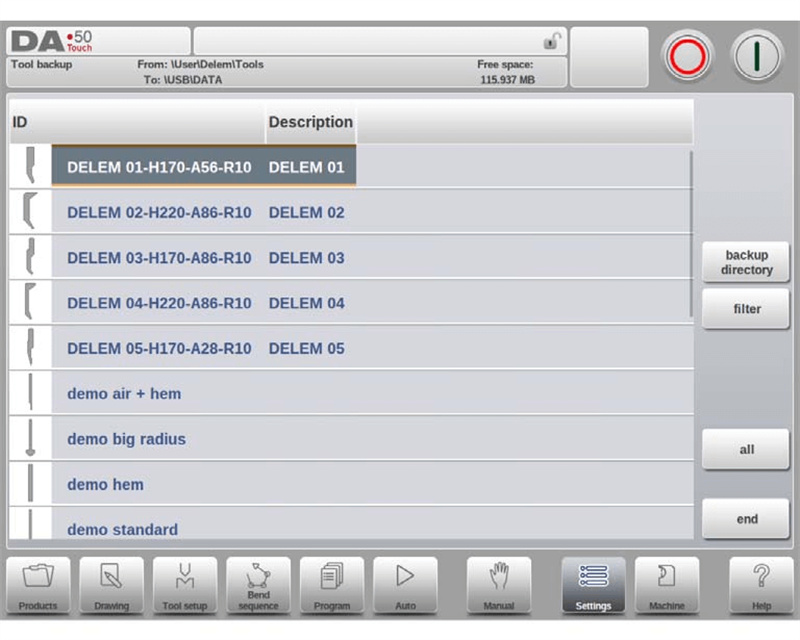
Sao lưu dữ liệu công cụ
Chọn tùy chọn Công cụ trong khu vực Sao lưu của tab Sao lưu/Khôi phục để bắt đầu quá trình sao lưu đĩa các tham số công cụ. Sau khi hoàn tất việc thiết lập thư mục sao lưu ban đầu, hãy truy cập giao diện thao tác sao lưu công cụ.
Các tham số công cụ khác nhau như chày dập, cối dập và các công cụ tạo hình thiết bị trong hệ thống điều khiển có thể được sao lưu một cách tập trung. Quy trình thao tác hoàn toàn giống với quy trình sao lưu dữ liệu sản phẩm, từ đó đảm bảo tính thống nhất trong logic vận hành.
Khôi phục dữ liệu công cụ
Quy trình khôi phục tham số công cụ tương tự như quy trình khôi phục dữ liệu sản phẩm. Người dùng có thể hoàn tất việc khôi phục dữ liệu công cụ theo các bước chuẩn hóa và nhanh chóng khôi phục các tham số cấu hình gia công của công cụ.
Sao lưu và Phục hồi Bảng và Cài đặt
Tab Sao lưu/Khôi phục được thiết kế với các chức năng sao lưu và khôi phục riêng biệt dành cho cài đặt hệ thống do người dùng định nghĩa cũng như các bảng cấu hình khác nhau; quy trình thao tác tương tự như quy trình sao lưu và khôi phục dữ liệu sản phẩm và công cụ. Hệ thống còn cung cấp chức năng nhanh Toàn bộ. Sau khi nhấp vào, chức năng này sẽ tự động thực hiện lần lượt việc sao lưu đầy đủ hoặc khôi phục đầy đủ đối với sản phẩm, công cụ, bảng và cài đặt hệ thống — từ đó nâng cao đáng kể hiệu suất của các thao tác hàng loạt.
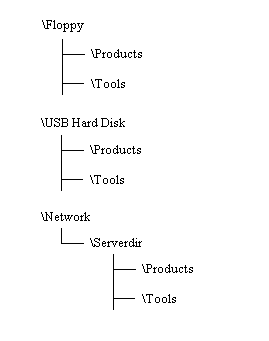
Thao tác Điều hướng Thư mục
Sau khi nhấp vào Thư mục Sao lưu, hệ thống sẽ hiển thị cửa sổ danh sách các thư mục sao lưu khả dụng. Để đơn giản hóa các thao tác điều hướng và quản lý thư mục, các bước cụ thể như sau:
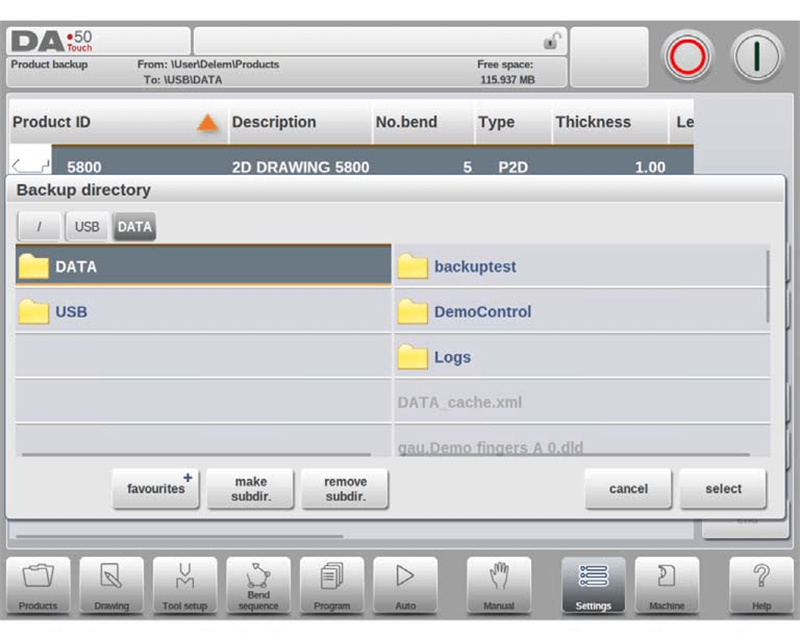
1. Duyệt Thư Mục: Nhấp vào biểu tượng chấm để truy cập thư mục con, nhấp vào biểu tượng Thư Mục Cha để quay lại thư mục cấp cao hơn, và nhấp vào Chọn để xác nhận thư mục thao tác hiện tại;
2. Chuyển Đổi Thiết Bị: Nhấp liên tục vào biểu tượng Thư Mục Cha cho đến khi trở về thư mục cấp cao nhất, sau đó chọn lại thiết bị lưu trữ và thư mục con tương ứng;
3. Truy Cập Mạng: Nếu thiết bị đã kết nối mạng, trước tiên hãy chọn tùy chọn Mạng, sau đó chọn phân vùng mạng đích; các thao tác điều hướng tiếp theo được thực hiện giống như đối với thiết bị lưu trữ cục bộ;
4. Quản Lý Thư Mục Con: Nhấp vào Tạo Thư Mục Con để tạo một thư mục lưu trữ riêng biệt, và nhấp vào Xóa Thư Mục Con để dọn dẹp các thư mục không còn sử dụng; sau khi truy cập bất kỳ thư mục con nào, nhấp vào Chọn để hoàn tất việc xác nhận thư mục.
Thiết lập chương trình
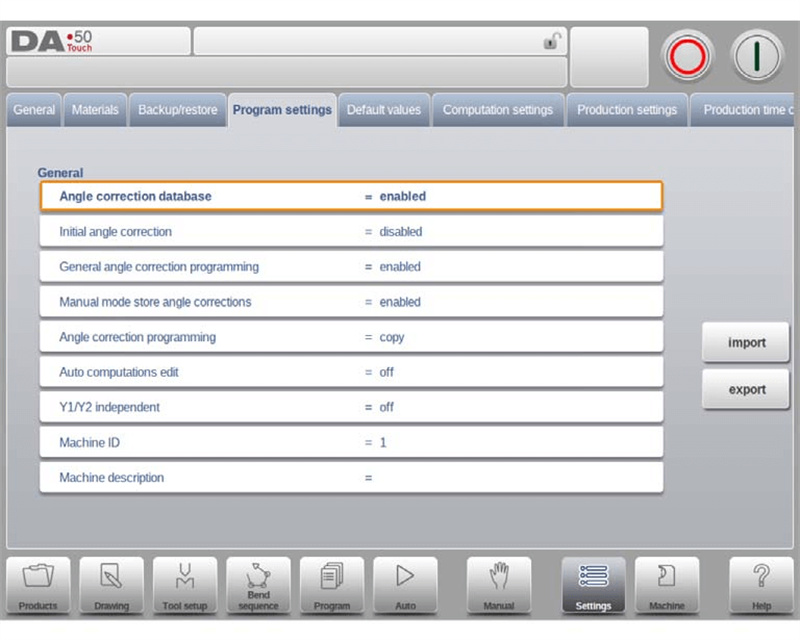
Cơ sở dữ liệu hiệu chỉnh góc là một trong những chức năng cốt lõi của Chế độ Cài đặt DELEM DA-58T. Cơ sở dữ liệu này có thể lưu trữ các thông số hiệu chỉnh góc được nhập vào trong quá trình sản xuất theo thời gian thực, đảm bảo tính nhất quán về độ chính xác gia công đối với các vật liệu khác nhau và các loại uốn khác nhau, đồng thời là cấu hình then chốt nhằm đảm bảo độ chính xác gia công trong lập trình sản phẩm. Để phát huy tối đa vai trò của Cơ sở dữ liệu hiệu chỉnh góc và tối ưu hóa hiệu suất vận hành của Chế độ Cài đặt, các điểm cấu hình cụ thể như sau:
Cơ sở dữ liệu hiệu chỉnh góc
1. Kích hoạt cơ sở dữ liệu: Sau khi kích hoạt tham số này, cơ sở dữ liệu sẽ tự động lưu các giá trị hiệu chỉnh góc được nhập trong Chế độ Sản xuất (Chế độ Tự động); trong quá trình sản xuất, hệ thống sẽ tự động kiểm tra xem cơ sở dữ liệu có chứa các thông số hiệu chỉnh cho các góc uốn tương tự hay không, nếu có thì gọi trực tiếp các thông số đó, còn nếu không thì tạo ra các giá trị hiệu chỉnh thích ứng thông qua thuật toán nội suy;
2. Quy tắc khớp thuộc tính uốn: Hệ thống sẽ so sánh nhiều thuộc tính cốt lõi của thao tác uốn, bao gồm đặc tính vật liệu, độ dày tấm, kích thước mở khuôn, bán kính khuôn, bán kính chày và góc uốn. Năm thuộc tính đầu tiên cần được khớp hoàn toàn, còn các giá trị hiệu chỉnh góc uốn sẽ được gọi hoặc nội suy dựa trên mức độ tương đồng;
3. Hiệu chỉnh góc ban đầu: Tham số này là một mục lập trình độc lập, chỉ hiển thị ở Chế độ Tự động và phù hợp để hiệu chỉnh tinh vi các góc nhỏ. Giá trị của nó sẽ được cộng dồn với giá trị hiệu chỉnh trực quan để tạo thành giá trị hiệu chỉnh góc tổng cuối cùng;
4. Lập trình hiệu chỉnh góc chung: Tham số hiệu chỉnh này áp dụng cho tất cả các quy trình uốn trong một chương trình, không được thiết lập cho một góc uốn cụ thể nào, và các giá trị liên quan sẽ không được lưu vào Cơ sở dữ liệu Hiệu chỉnh Góc;
5. Lưu giá trị hiệu chỉnh ở chế độ Thủ công: Sau khi bật chức năng này, các giá trị hiệu chỉnh góc được tạo ra ở chế độ Thủ công sẽ được lưu lại nhằm cung cấp dữ liệu hỗ trợ cho việc lập trình sản phẩm tiếp theo;
6. Các phương pháp lập trình hiệu chỉnh góc: Khi điều chỉnh các giá trị hiệu chỉnh góc, bạn có thể chọn sao chép các giá trị gốc, giữ nguyên các giá trị chênh lệch (delta), hoặc điều chỉnh độc lập hai thông số cốt lõi Cα1 và Cα2 để đáp ứng các nhu cầu hiệu chỉnh gia công khác nhau.
Chỉnh sửa Tính toán Tự động
Khi thay đổi loại vật liệu, độ dày tấm, chiều dài gia công, cấu hình chày hoặc cối, hệ thống sẽ tự động tính lại các chỉ tiêu gia công cốt lõi như lực uốn, khoảng cách giải nén và các thông số thiết bị bù cong theo các tình huống cụ thể (ví dụ: phương pháp uốn), mà không cần tính toán thủ công, từ đó nâng cao hiệu quả lập trình.
Lập trình Độc lập Y1Y2
Nó hỗ trợ thiết lập hai trục Y ở chế độ lập trình độc lập hoặc chế độ lập trình tích hợp. Người dùng có thể chọn chế độ lập trình thích ứng dựa trên yêu cầu độ chính xác của quá trình uốn để đáp ứng nhu cầu điều khiển trục trong các thao tác uốn phức tạp.
ID và Mô tả Máy
Mỗi máy uốn tấm có thể được cấu hình một ID máy duy nhất nhằm tạo điều kiện thuận lợi cho việc quản lý thống nhất các chương trình sản xuất; đồng thời, thông tin mô tả máy có thể được bổ sung để thực hiện nhận dạng và phân loại thiết bị nhanh chóng trong các hệ thống lập trình ngoại tuyến như JUGAO, từ đó tối ưu hóa quy trình quản lý sản xuất.
Cài đặt Mặc định và Tính toán
Mô-đun này có thể cấu hình các giá trị mặc định cơ bản cho thao tác uốn, bao gồm kích thước mở trục Y, tốc độ ép, thời gian giữ, v.v.; đồng thời, mô-đun cũng có thể điều chỉnh các thông số tính toán cốt lõi, chẳng hạn như việc kích hoạt bảng dung sai uốn, cấu hình chuẩn bị dữ liệu, v.v., nhằm đảm bảo lập trình sản phẩm có thể đáp ứng đầy đủ các yêu cầu sản xuất và gia công khác nhau, từ đó nâng cao tính linh hoạt của quy trình.
Cấu hình Giá trị Mặc định Cơ bản
1. Giá trị Mặc định Mở Trục Y: Thiết lập giá trị mở ban đầu của trục Y để cung cấp các thông số điều khiển trục cơ bản cho thao tác uốn;
2. Tốc độ Ép: Thiết lập tốc độ ép ban đầu cho chương trình gia công mới được tạo ra;
3. Chờ Rút Lùi: Cài đặt ban đầu của chức năng Chờ Rút Lùi trong chương trình uốn được bật (Có);
4. Mã Thay Đổi Bước: Mã thay đổi bước mặc định là UDP;
5. Thời Gian Trễ: Thời gian chờ mặc định cho việc thay đổi bước trục X là 0;
6. Thời gian giữ: Thiết lập thời gian giữ mặc định cho chương trình uốn để đảm bảo hiệu quả tạo hình khi uốn;
7. Góc uốn sơ bộ: Thiết lập góc uốn sơ bộ mặc định cho việc lập trình sản phẩm bằng đồ họa;
8. Khe hở mép gấp: Khe hở mép gấp mặc định cho vị trí thanh là 0,0 mm;
9. Kích thước: Thiết lập tham số kích thước cơ bản mặc định (D1) cho việc vẽ đồ họa.
Cài đặt tham số tính toán lõi
1. Bảng dung sai uốn đang hoạt động: Có thể chọn một trong hai chế độ tính toán, một là tính dung sai uốn theo công thức tiêu chuẩn, hai là gọi bảng hiệu chỉnh để tính toán (bảng này có thể được chỉnh sửa trực tiếp nếu đã tồn tại). Cài đặt này cho phép hiệu chỉnh độ chính xác theo trục X do hiện tượng co ngắn tấm kim loại gây ra;
2. Chuẩn bị dữ liệu – Hệ số bù uốn: Bao gồm ba chế độ cấu hình. Nếu chức năng hiệu chỉnh bị tắt, hệ số bù uốn sẽ không được đưa vào tính toán lập trình; nếu chức năng hiệu chỉnh được bật, giá trị hiệu chỉnh sẽ hiển thị và có thể chỉnh sửa trong quá trình sản xuất; thiết lập này sẽ không ảnh hưởng đến quy trình xử lý sau (post-processing) ở Chế độ Vẽ, và hệ thống sẽ tự động đưa hệ số bù uốn vào tính toán khi tạo chương trình CNC ở Chế độ Vẽ. Nếu bảng hệ số bù uốn được kích hoạt, các giá trị trong bảng có thể được điều chỉnh trong một cửa sổ mới thông qua chức năng Chỉnh sửa bảng. Trong quá trình vận hành, hãy chọn ô cần chỉnh sửa bằng phím Tab, nhập giá trị mới và nhấn phím Enter để xác nhận. Thực đơn này không hỗ trợ việc tạo bảng mới. Để biết chi tiết về các thông số cấu hình hệ số bù uốn, vui lòng tham khảo tài liệu hướng dẫn chính thức của DELEM. Nếu cần gọi các bảng khác, hãy tìm và nhập chúng thông qua chức năng Tải bảng;
3. Hệ số lực ép đáy: Giá trị cụ thể của lực ép đáy có thể được tính bằng cách nhân hệ số này với lực uốn khí, từ đó cung cấp cơ sở để thiết lập áp lực uốn;
4. Khoảng cách Z: Tham số này là khoảng cách từ mép ngón kẹp đến góc tấm vật liệu. Nếu trục Z được lắp đặt trên thiết bị, hệ thống sẽ tự động tính toán vị trí vận hành tối ưu của ngón kẹp nhằm nâng cao độ chính xác định vị.
Cài đặt Sản xuất
Mô-đun Cài đặt Sản xuất trong Chế độ Cài đặt DELEM DA-58T được thiết kế đặc biệt nhằm tối ưu hóa hiệu suất sản xuất, hỗ trợ cấu hình tùy chỉnh các tham số cốt lõi như Chế độ đếm phôi, Bước thay đổi uốn tự động và Độ lệch song song. Người dùng có thể tùy chỉnh quy trình sản xuất theo yêu cầu thực tế của quá trình vận hành sản xuất nhằm đạt được cả hai mục tiêu cải thiện hiệu suất gia công và độ chính xác.
1. Chế độ đếm tồn kho: Hỗ trợ hai chế độ đếm tăng và đếm giảm. Chế độ đếm giảm sẽ tự động dừng khi giá trị đạt 0 và khôi phục giá trị ban đầu sau khi khởi động lại thiết bị, phù hợp với các nhiệm vụ sản xuất có định mức cố định; chế độ đếm tăng cho phép theo dõi tiến độ sản xuất trong thời gian thực, thích hợp để giám sát tiến trình xử lý theo lô;
2. Bước chuyển đổi chế độ uốn tự động: Ở trạng thái bị vô hiệu hóa, người dùng phải chọn thủ công và khởi chạy các thông số của quy trình tiếp theo; ở trạng thái được kích hoạt, hệ thống sẽ tự động tải các thông số của quy trình tiếp theo và thiết bị sẽ tự động hoàn tất việc định vị sau khi nhấn nút bắt đầu nhằm thực hiện việc chuyển đổi liền mạch giữa các quy trình;
3. Độ lệch song song: Thiết lập tham số độ song song tổng thể của trục Y, tham số này có hiệu lực ở vị trí phía dưới điểm kẹp (Y2 + độ lệch) nhằm đảm bảo độ song song của tấm vật liệu trong quá trình uốn;
4. Khóa màn hình cảm ứng khi khởi động: Sau khi bật chức năng này, màn hình cảm ứng sẽ bị khóa trong quá trình thiết bị hoạt động nhằm ngăn ngừa thao tác nhầm làm ảnh hưởng đến sản xuất;
5. Hiệu chỉnh áp lực: Thực hiện kiểm soát chính xác van áp lực thông qua giá trị phần trăm của lực uốn được tính toán nhằm đáp ứng yêu cầu áp lực uốn đối với các vật liệu khác nhau;
6. Hiệu chỉnh kẹp: Hệ thống sẽ tự động tính toán vị trí thanh ngang khi tấm vật liệu được kẹp. Để đảm bảo hiệu quả kẹp tấm, điểm kẹp đã tính toán có thể được bù và điều chỉnh thông qua tham số này. Giá trị dương sẽ dịch chuyển vị trí thanh ngang xuống dưới, còn giá trị âm sẽ dịch chuyển vị trí thanh ngang lên trên;
7. Bán kính trung gian R cho chuyển động theo trục X: Thiết lập vị trí tạm thời của trục R nhằm tránh va chạm với thiết bị trong quá trình di chuyển theo trục X; chức năng này chỉ có thể được kích hoạt khi thiết lập giá trị khác không;
8. Đồng hồ đo lùi và an toàn vị trí trục X: Dựa trên vị trí của vùng an toàn, hệ thống sẽ tự động lựa chọn các chiến lược di chuyển khác nhau cho từng trục:
○ Cả vị trí cũ và vị trí mới đều nằm ngoài vùng an toàn: Trục X và trục Z di chuyển đồng bộ;
○ Vị trí cũ nằm ngoài, vị trí mới nằm trong vùng an toàn: Trục Z di chuyển trước;
○ Vị trí cũ nằm trong, vị trí mới nằm ngoài vùng an toàn: Trục X di chuyển trước;
○ Cả vị trí cũ và vị trí mới đều nằm trong vùng an toàn: Di chuyển trục X đến vị trí trung gian trước, sau đó di chuyển trục Z, và cuối cùng điều chỉnh trục X đến vị trí đích.
Công thức xác định vùng an toàn: SZ = X-an toàn + SD (SD là khoảng cách an toàn do nhà cung cấp thiết bị thiết lập).
Cài đặt Thời gian và Mạng
Cài đặt thời gian cho phép người dùng tùy chỉnh định dạng hiển thị ngày và giờ nhằm đảm bảo đồng bộ hóa thời gian thiết bị với kế hoạch vận hành sản xuất; cấu hình mạng chỉ có thể được kích hoạt sau khi đã cài đặt chức năng mạng, từ đó hiện thực hóa khả năng kết nối giữa thiết bị và các hệ thống khác cũng như hoàn tất việc chia sẻ dữ liệu sản xuất xuyên hệ thống.
Tính toán Thời gian Sản xuất
Trong Chế độ Cài đặt DELEM DA-58T, Chế độ Đếm tồn kho có thể tự động tính toán thời gian sản xuất trong quá trình tính toán chuỗi uốn bằng cách kết hợp tốc độ định vị trục và thời gian xử lý sản phẩm, cung cấp dữ liệu hỗ trợ cho việc xây dựng kế hoạch sản xuất. Thời gian tiêu tốn ở các khâu thao tác thủ công (ví dụ: xoay sản phẩm) có mối liên hệ trực tiếp với kích thước sản phẩm. Các sản phẩm có kích thước nhỏ theo hướng Z sẽ mất ít thời gian hơn để xoay, trong khi các sản phẩm có kích thước dài theo hướng X sẽ yêu cầu nhiều thời gian hơn cho thao tác xoay.
Hệ thống thiết lập ba mức ngưỡng chiều dài (Biên giới 1/2/3) làm tiêu chuẩn phân chia kích thước sản phẩm. Người dùng có thể tự cấu hình các tham số thời gian tiêu tốn cho việc xoay sản phẩm đối với các sản phẩm nằm trong từng khoảng ngưỡng khác nhau nhằm giúp việc tính toán thời gian sát hơn với tình hình sản xuất thực tế.
Cài đặt Thời gian Cơ bản
1. Thời gian hiển thị: Nội dung hiển thị trên thanh tiêu đề có thể được thiết lập, hỗ trợ ba chế độ: hiển thị ngày và giờ, chỉ hiển thị giờ hoặc ẩn giờ;
2. Định dạng giờ: Hỗ trợ chuyển đổi giữa định dạng 24 giờ và định dạng 12 giờ, phù hợp với các thói quen xem giờ khác nhau;
3. Định dạng ngày: Hỗ trợ ba định dạng hiển thị: ngày-tháng-năm, tháng-ngày-năm và năm-tháng-ngày, người dùng có thể lựa chọn theo nhu cầu;
4. Điều chỉnh giờ: Ngày và giờ của thiết bị có thể được điều chỉnh trực tiếp, và thời gian đã hiệu chuẩn sẽ được cập nhật đồng bộ vào hệ điều hành Windows của thiết bị nhằm đảm bảo sự nhất quán của thời gian hệ thống.
Cấu hình Mạng (Chỉ khả dụng sau khi cài đặt Tùy chọn Mạng)
Chức năng mạng là một mô-đun tùy chọn. Sau khi cài đặt, chức năng này cho phép thiết bị kết nối với mạng cục bộ (LAN) và hệ thống quản lý sản xuất, đồng thời hoàn thành việc truyền tải và chia sẻ chương trình sản xuất cũng như dữ liệu gia công giữa các thiết bị. Để biết hướng dẫn cấu hình cụ thể, vui lòng tham khảo sổ tay thiết bị chính thức.
Câu hỏi thường gặp (FAQ)
Làm thế nào để tối ưu hóa hiệu suất máy uốn thủy lực thông qua chế độ Cài đặt DELEM DA-58T?
Hạt nhân của việc tối ưu hóa hiệu suất máy uốn thủy lực nằm ở việc cấu hình chính xác các kích thước gia công thực tế của sản phẩm và các thông số thời gian tiêu tốn cho từng thao tác trong chế độ Cài đặt DELEM DA-58T; đồng thời, thiết bị cần được hiệu chuẩn chính xác nhằm đảm bảo mọi thông số cài đặt đều tuân thủ đúng các tiêu chuẩn và yêu cầu về sản xuất, gia công, từ đó giúp các thông số vận hành của thiết bị phù hợp cao nhất với nhu cầu sản xuất thực tế.
Cách thiết lập giới hạn độ dài trong Chế độ Cài đặt DELEM DA-58T?
Vào khu vực cấu hình giới hạn độ dài của Chế độ Cài đặt và nhập các giá trị cụ thể cho Giới hạn 1, Giới hạn 2 và Giới hạn 3 để hoàn tất việc thiết lập các giới hạn độ dài. Việc cấu hình hợp lý ba cấp giới hạn này giúp đảm bảo rằng các sản phẩm có kích thước khác nhau có thể được khớp với các thông số thời gian gập chính xác, từ đó nâng cao tính hợp lý trong tính toán thời gian và quy trình sản xuất.
Kết luận
Nói chung, Chế độ Cài đặt DELEM DA-58T là một công cụ cốt lõi nhằm nâng cao chức năng vận hành và độ chính xác gia công của máy uốn thủy lực. Các cấu hình chức năng phong phú cùng khả năng tùy chỉnh cao của nó tạo điều kiện tối ưu hóa lập trình sản phẩm và luồng quy trình sản xuất, đồng thời là một yếu tố bảo đảm quan trọng cho sản xuất tinh vi trên máy uốn thủy lực.
Để phát huy tối đa hiệu suất của máy uốn thủy lực và kéo dài tuổi thọ thiết bị, việc thiết lập các thông số chuẩn hóa và bảo trì thiết bị hàng ngày là điều không thể thiếu. Việc sử dụng hợp lý các chức năng khác nhau trong Chế độ Cài đặt này có thể giảm hiệu quả thời gian ngừng hoạt động của thiết bị và nâng cao đáng kể năng suất sản xuất. Nếu bạn gặp bất kỳ thắc mắc nào trong quá trình sử dụng hoặc cần hỗ trợ kỹ thuật chuyên nghiệp, bạn có thể liên hệ với đội ngũ kỹ thuật liên quan bất cứ lúc nào; đồng thời, bạn cũng có thể tham khảo các tài liệu hướng dẫn đi kèm để khám phá thêm các kỹ năng thực tiễn nhằm tối ưu hóa thiết bị và nâng cao hơn nữa giá trị ứng dụng sản xuất của máy uốn thủy lực.

