Kiến thức cơ bản về khuôn uốn
1. Đồ bending trên Die
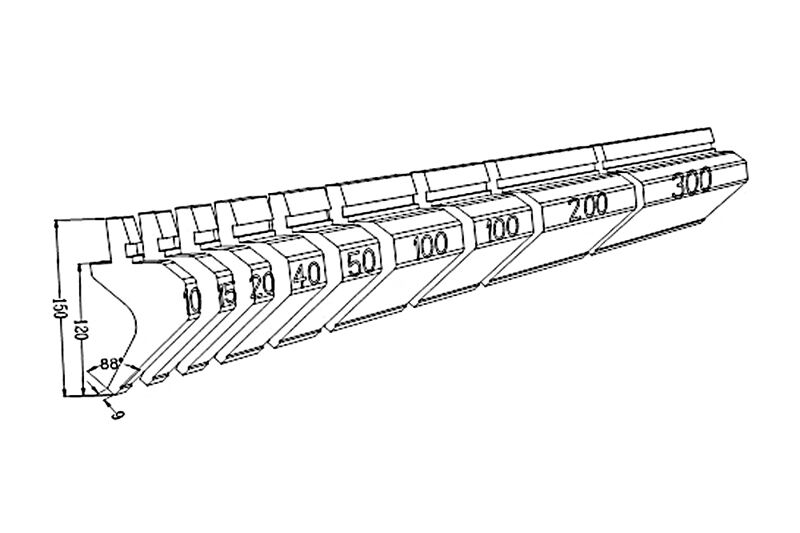
Đồ bending trên còn được gọi là dao gấp. Nó được chia thành hai loại: nguyên khối và tách rời. Độ dài của đồ bending trên nguyên khối là 415mm và 835mm. Độ dài của loại tách rời là 10, 15, 20, 40, 50, 100 (tai trái), 100 (tai phải), 200, 300 (mm); đồ bending tách rời có thể kết hợp thành các độ dài uốn khác nhau.
Đồ bending trên được chia thành bốn loại: dao thẳng, dao cong, dao cung và dao đặc biệt.
(1) Loại và đặc điểm gia công của dao thẳng
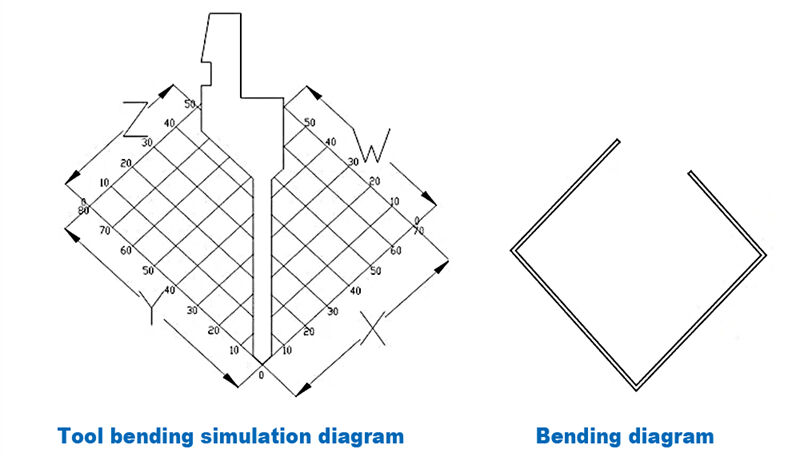
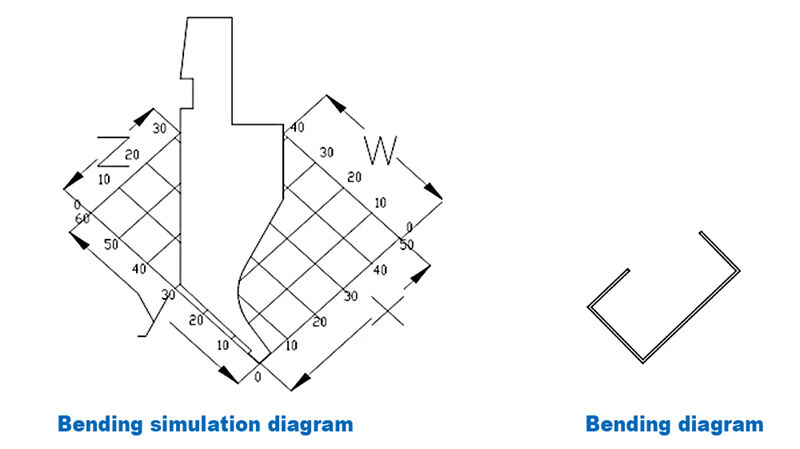
Phù hợp để uốn các sản phẩm đối xứng, có thể tránh được hướng trước và sau, độ dày của dụng cụ là 6mm, vì vậy khe uốn có thể nhỏ nhất là 6mm.
Từ biểu đồ mô phỏng uốn bằng công cụ, có thể thấy rằng hướng trước và sau của công cụ có thể tránh được, nhưng chiều dài của Z và W nhỏ hơn chiều dài của X và Y. Góc đầu của công cụ này là 88 độ, và góc R ở đầu là 0.2. Ngoài ra, các công cụ có góc đầu 30 độ và 45 độ thường được sử dụng.
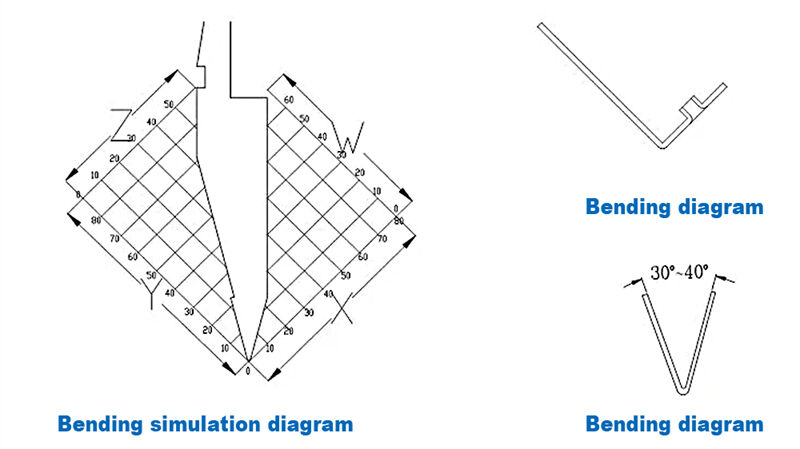
Góc đầu là 30 độ, và góc R ở đầu là 0.67, vì vậy góc uốn có thể từ 30 đến 180 độ. Góc nhỏ ở đầu công cụ có thể được sử dụng để tránh lỗ mầm hoặc bulong, v.v. Nó cũng có thể được sử dụng làm khuôn chèn sâu, và công cụ có thể tránh được phía trước và phía sau.
(2) Loại và đặc điểm gia công của dao cong
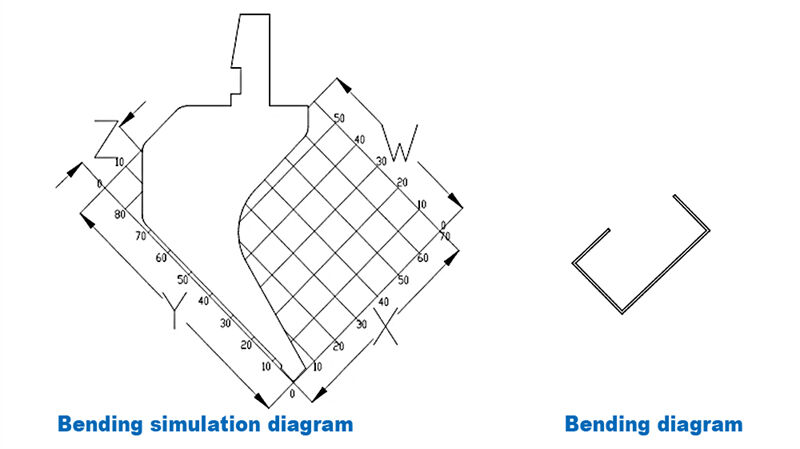
Trong quá trình uốn, công cụ chủ yếu sử dụng sự tránh né theo hướng W. Khi X>15MM, hiệu ứng tránh né trở nên tệ đi. Khi Y>30, điều kiện uốn được đáp ứng, nếu không sẽ va chạm vào phần sau của dao. Loại công cụ này thường được gọi là dao cong nhỏ.
Trong quá trình uốn, công cụ chủ yếu sử dụng sự tránh né theo hướng W. Khi X>25MM, hiệu ứng tránh né trở nên tệ đi. Khi Y>75, điều kiện uốn được đáp ứng, nếu không sẽ va chạm vào phần sau của dao. Loại công cụ này thường được gọi là dao cong lớn.
(3) Các loại và đặc điểm gia công của dao cắt hình cung
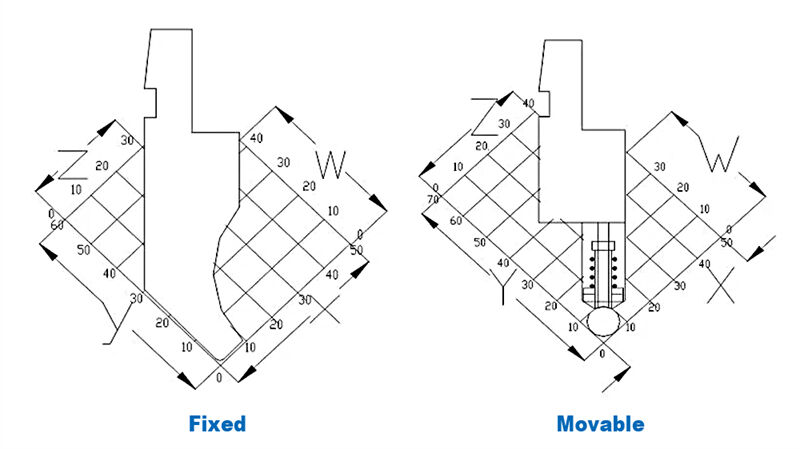
Máy cắt cung được chia thành hai loại cố định và di động. Máy cắt cung đáp ứng các điều kiện xử lý uốn cong khác nhau bằng cách thay thế thanh tròn. Khi kích thước X của máy cắt cung cố định là >10MM, hiệu quả tránh của nó giống như một máy cắt cong nhỏ. Tiêu chuẩn lựa chọn chung cho rãnh V của khuôn dưới là đường kính của cung cộng với hai độ dày tấm.
(4) Loại và đặc điểm chế biến của các công cụ đặc biệt
Các công cụ đặc biệt của máy gập bao gồm khuôn hạ bậc, khuôn làm phẳng và một số khuôn uốn trên có hình dạng đặc biệt.
a: Các khuôn hạ bậc hiện có được chia thành hai loại: 415mm và 835mm. Các thông số kích thước của hình dạng phân đoạn phù hợp với thông số phân đoạn của công cụ. Hình dạng uốn của thông số bản vẽ tạo hình được hình thành. Tuy nhiên, khi độ dày của tấm dày hơn, ví dụ như T=2.0, xem xét vết lõm nghiêm trọng và những hạn chế của chính khuôn, sẽ khó có thể tạo hình.

b: Molds trên của mold làm phẳng là mold phẳng, và mold dưới có thể được thay thế bằng mold uốn thông thường, nhưng tránh rãnh V. Nó chủ yếu được sử dụng cho các phương pháp gia công như làm phẳng mép chết và đính ốc vít.
2. Mold uốn dưới
Mold dưới của máy gấp bao gồm mold uốn dưới, mold chèn dưới, mold làm phẳng dưới, v.v.
(1) Mold uốn dưới
Việc chọn mold uốn dưới của máy gấp chủ yếu dựa trên độ dày của sản phẩm được xử lý. Hiện tại, tiêu chuẩn lựa chọn mold dưới của Công ty Yixin là 6T, được sử dụng làm tiêu chuẩn cho các hoạt động tại hiện trường trừ khi có tình huống đặc biệt. Khi cần xử lý rãnh V lớn hoặc rãnh V nhỏ do hạn chế trong quá trình xử lý, hệ số uốn cần được điều chỉnh tương ứng.
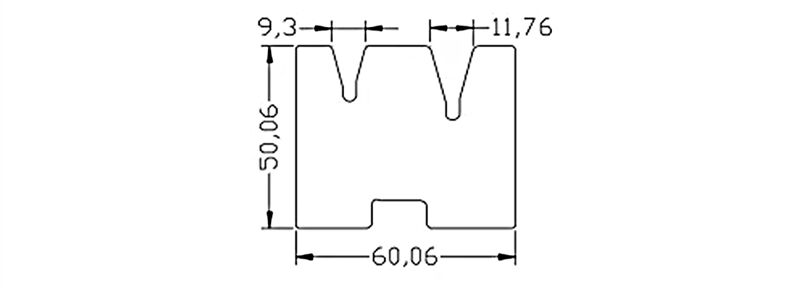
Phân tích khuôn: Hình ảnh hiển thị một loại khuôn dưới. Các loại rãnh V chủ yếu bao gồm 4V, 6V, 7V, 8V, 10V, 12, 16V, 25V và một số công cụ uốn rãnh V lớn đặc biệt. Loại khuôn uốn dưới này chủ yếu được chia thành hai loại theo chiều cao là 46 và 26.
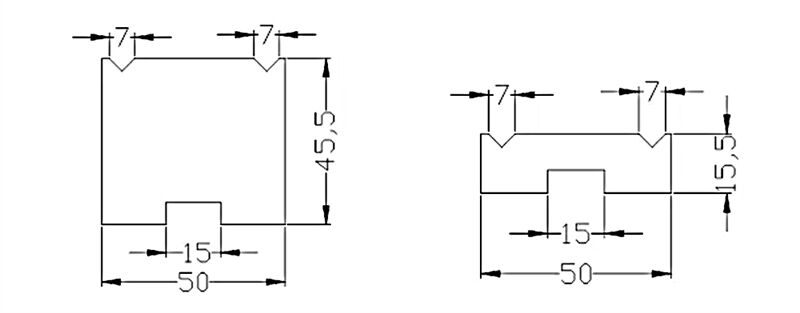
(2) Khuôn dưới độ sâu chèn
Phân tích khuôn: Hình ảnh hiển thị một trong các khuôn dưới có độ sâu chèn. Các loại rãnh V chủ yếu bao gồm 4V, 6V, 8V, 12 và một số khuôn dưới có độ sâu chèn đặc biệt. Nó phù hợp để uốn và chèn bất kỳ góc nào từ 30-180 độ.