















































Що ви знаєте про системи затиску для прес-ножиць з крученням?
Загальновідомо, що точність згинання листового металу залежить від кількох ключових факторів: продуктивність обладнання для згинання, якість системи оснащення (включаючи саме оснащення, пристосування та компенсаційні механізми), характеристики матеріалу та навички оператора. У згинному верстаті з крученням система оснащення складається з трьох основних компонентів: інструмент для згинання, система затиску та компенсаційна система. Хоча інструмент для згинання та компенсаційна система часто підкреслюють свою роль у досягненні точності, однаково важлива система затиску часто залишається без уваги. Ця стаття має на меті пояснити роль системи затиску, її вплив на експлуатаційну ефективність і те, як вона допомагає досягти вищої точності згинання.

Листові металеві деталі зазвичай проходять кілька стадій доданої обробки, таких як пробивання, лазерне розрізання та видалення заусенців, перш ніж потрапити на етап згинання. Тому процес згинання має забезпечувати високу точність і стабільність, щоб мінімізувати відходи та контролювати витрати. Хоча якісне обладнання для згинання загальновизнане як важливе, роль сучасних систем затиску часто недооцінюють. Ефективна система затиску не тільки скорочує час на підготовку, але й підвищує повторюваність та зменшує потребу в пробних згинаннях. То що ж таке система затиску? У наступних розділах розглядаються характеристики, переваги та обмеження різних типів систем затиску.
Типи систем затиску
Системи затиску штампів для згинання металу переважно поділяються на дві категорії: ручні та автоматичні. Кожна система затиску доступна в різних конфігураціях, щоб відповідати різноманітним експлуатаційним потребам.
Ручні системи затиску
Ручні системи затиску є економічним та практичним рішенням для операцій з рідкими змінами матриць. Незважаючи на простоту, ручні системи затиску можуть бути трудомісткими та часом витратними, оскільки оператору потрібно окремо підтягувати кожну затискну пластину. Важливим недоліком такого підходу є відсутність інтегрованої калібрування: оскільки затискні пластини підтягуються окремо, зусилля затиску часто розподіляється нерівномірно по матриці. Ця непослідовність ускладнює досягнення правильного вирівнювання відразу, що часто вимагає корекції, які займають багато часу, та висококваліфікованих операторів.

Щоб зменшити залежність від ручної праці, мінімізувати регулювання та підвищити точність, деякі ручні системи включають механізм фіксації за допомогою штифта. Це рішення допомагає рівномірно розподіляти зусилля затиску по всій робочій довжині матриці. Таким чином, коли кожен сегмент матриці зафіксовано на місці, подальші регулювання не потрібні. Ці поліпшені ручні системи часто мають вбудовані автоматичні функції позиціювання та калібрування, що забезпечує швидке та точне налаштування інструменту та стабільні результати згинання.
Автоматична система затиску
Автоматичні системи затиску ідеально підходять для листогібів з частими та швидкими змінами інструментів і особливо добре підходять для обробки тонколистового металу невеликими партіями з високим ступенем мінливості. На основі концепції "одноточкової роботи" автоматичні системи затиску затискають та звільняють інструмент за допомогою однієї кнопки, виключаючи громіздкий ручний затиск. На відміну від сегментованих, незалежних плит затиску, автоматична система затиску WILA використовує однокомпонентну конструкцію, що забезпечує загальну точність пристрою та підвищує ефективність затиску інструменту. Це дозволяє встановлювати невеликі сегменти вертикально або горизонтально в будь-якому місці пристрою.
Гідравлічна автоматична система затиску
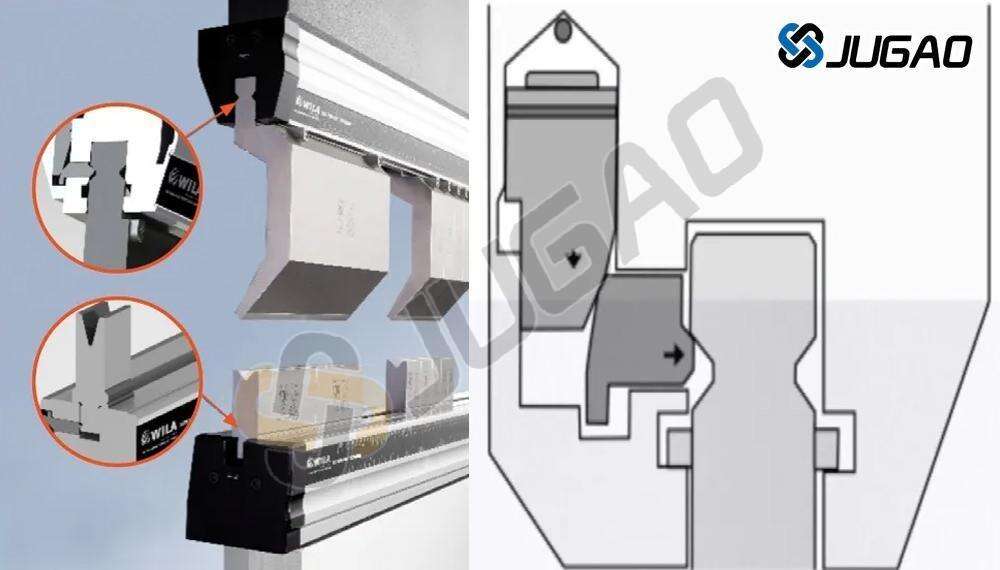
Гідравлічна автоматична система затиску автоматично затискає матрицю шляхом подачі гідравлічної рідини під певним тиском. Розширення гідравлічного трубопроводу штовхає загартовані затискні штифти назовні, тим самим автоматично затискаючи матрицю. Гідравлічна автоматична система затиску має наступні особливості:
(1) Точність: Інтегрований затиск має уніфіковану поверхню позиціонування, що забезпечує надвисоку точність розмірів. Паралельність затиску може бути відрегульована один раз, що забезпечує тривале використання.
(2) Міцність: Виготовлений з високоякісної інструментальної сталі/високоміцної сталі CrMo з легуванням, має максимальну вантажопідйомність 800 тонн/метр і твердість 56-60 HRC після термообробки.
(3) Гнучкість: Затиск має вбудовану регулювання Tx/Ty, яка ефективно компенсує похибки обробки верстата під час встановлення. Немає потреби підкладати папір або підганяти кути затискуванням молотком.
(4) Швидкість: Форма автоматично встановлюється на місце, а лінія згину автоматично вирівнюється, що назавжди виключає необхідність налаштування інструменту. Форма завдовжки 6 метрів може бути повністю затиснута всього за 5 секунд, що підвищує загальну ефективність у 3-6 разів порівняно з традиційними системами затиску.
⑸ Безпека: При використанні з формами, оснащеними механізмом кнопки безпеки Safety-Click, встановлення та демонтаж є більш безпечними.

Пневматична автоматична система затиску
У пневматичній автоматичній системі затиску, після подачі газу певного тиску, тиск у циліндрі штовхає шток поршня, викликаючи висування затискного пінка, тим самим автоматично затискаючи форму. Крім характеристик гідравлічної системи затиску, описаної вище, пневматична автоматична система затиску також має унікальні переваги:
(1) Чистота: Не потрібно гідравлічне масло чи гідравлічний привід.
(2) Простота: Пневматичний затиск із самогальмівним механізмом (преміум-серія).
(3) Зручність: Достатньо стандартного стисненого повітря у майстерні 6-8 бар.
(4) Швидкість: Надшвидкість затиску для вищої ефективності.
(5) Економічність: Нижчі експлуатаційні витрати.
Інтелектуальні додаткові функції
Систему автоматичного затиску WILA також можна оснастити ще більш інтелектуальними модулями — Системою інтелектуального позиціонування інструменту та Системою ідентифікації та позиціонування інструменту — для подальшого підвищення ефективності та інтелектуальності процесу гнуття.
Система інтелектуального позиціонування інструменту
Основою системи Smart Tool Locator (STL) є програмована світлова лінійка з LED-підсвічуванням. Ця лінійка взаємодіє з контролером листогібної машини, щоб направити оператора у правильному розміщенні інструменту та заготовки, зменшуючи вимоги до пам’яті оператора та ймовірність помилки.

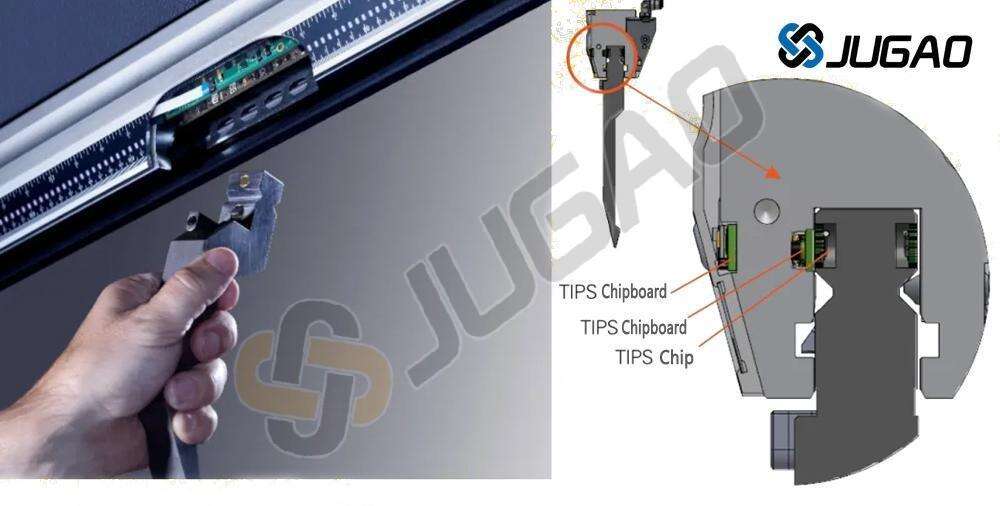
Система ідентифікації та позиціонування інструменту
Основою системи ідентифікації та позиціонування інструментів (TIPS) є мікросхема TIPS у пристосуванні. Як показано на рисунку 5, коли пристосування TIPS налаштоване для затиску інструменту TIPS, воно може ідентифікувати всю інформацію про інструмент, включаючи модель, довжину, висоту та місце розташування. Ця інформація передається назад до головного контролера системи через Ethernet, що дозволяє виконувати повністю автоматизовані операції згинання, значно підвищує вихід продукції та ефективність, а в кінцевому підсумку забезпечує високий рівень рентабельності.
У надзвичайно конкурентоспроможній галузі згинання листового металу автоматичні системи затиску не лише відповідають вимогам клієнтів до якості прецизійного згинання листового металу, але й значно підвищують ефективність згинання, забезпечуючи високий рівень рентабельності та відповідаючи вимогам клієнтів щодо автоматизації та інтелектуальності.

