
Коли йдеться про зупинку трубогібного верстата, першою реакцією багатьох є механічна несправність або крах системи. Але чесно кажучи, серед проблем із зупинки, з якими я стикався в майстерні, щонайменше 30 % виявилися спричиненими датчиками. Ці датчики зазвичай працюють беззвучно, але в разі несправності верстат начебто «сліпне»: зупиняється тоді, коли повинен, і зупиняється тоді, коли не повинен.
Чому датчики так часто призводять до зупинки верстата?
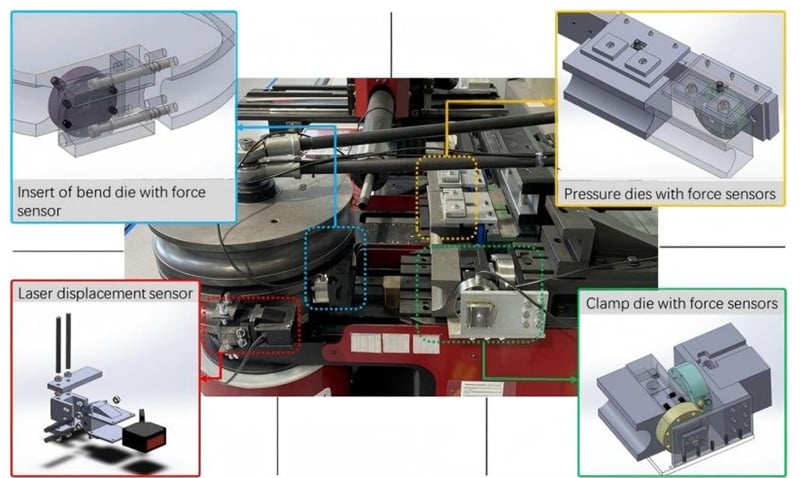
Датчики — це «очі» та «нерви» трубогінного верстата: положення, кут, тиск, стан затиску та положення оправки залежать від їхнього поточного зворотного зв’язку. Навіть незначне відхилення сигналу може спричинити тривогу, що призведе до аварійного зупинення циклу й повної зупинки верстата, який чекатиме вашого втручання.
Найбільш проблемним є те, що несправності датчиків зазвичай не виникають раптово й повністю. Багато з них розвиваються поступово: сьогодні сигнал іноді «стрибає», завтра відхиляється сильніше, а післязавтра вже спрацьовує тривога. Саме такі періодичні несправності найскладніше діагностувати — іноді на їхнє усунення йде більше часу, ніж на фактичний ремонт верстата.
Які датчики найчастіше виходять з ладу?
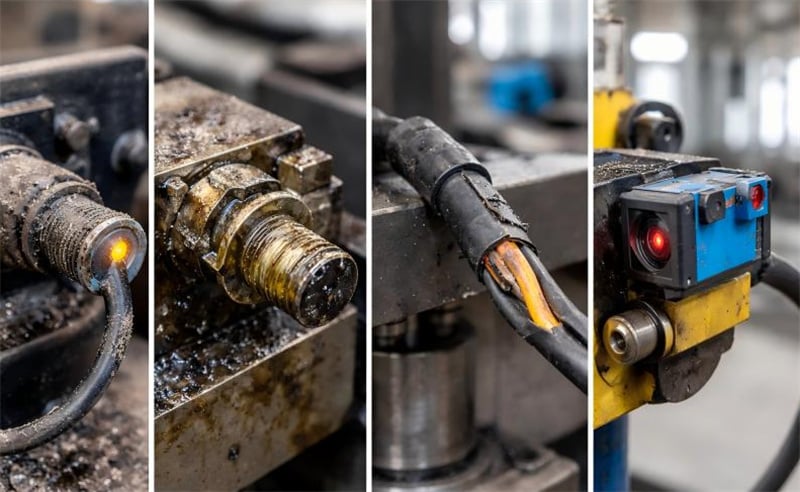
Найбільш вразливими є датчики положення та кута. Вони керують обертанням згинного важеля та глибиною подачі. Якщо сигнал починає відхилятися, значення, відображені в системі, перестають відповідати реальному положенню, через що верстат або спрацьовує тривогу й зупиняється, або виробляє браковану продукцію.
Датчики тиску також часто виходять з ладу. Невірні показання зусилля затискання призводять до того, що прес-машина або неправильно затискає трубу, що призводить до її зсуву, або спрацьовує сигнал тривоги про аномальний тиск. Нестабільні сигнали зворотного зв’язку тиску під час згинання призводять до коливань кута згинання.
Датчики безпеки та кінцеві вимикачі — наприклад, світлові завіси та блокування дверей — у разі забруднення їхніх поверхонь мастилом або незначного зміщення можуть сприйматися машиною як неправильне закриття дверей безпеки або вторгнення людини в робочу зону, що призводить до негайної зупинки. Такі хибні зупинки дуже дратують, оскільки сама машина працює бездоганно.
Як ефективно обслуговувати датчики
Щоденне прибирання є основою, але його не слід проводити хаотично. Поверхні сенсорів і роз’ємів потрібно очищати за допомогою нетвердих матеріалів. Уникайте використання дротових щіток або грубих серветок, оскільки вони можуть пошкодити поверхню. Зазвичай я використовую нетканий матеріал, злегка зволожений спиртом, щоб обережно видалити олію та пил. Також перевіряйте стан кабелів на наявність зносу, розслаблення роз’ємів та неправильного положення кріпильних кронштейнів.
Кріпильні гвинти датчиків положення та кута потрібно регулярно перевіряти. Я не раз бачив на місці, як навіть трохи розслаблений гвинт призводив до відхилення кута датчика менше ніж на півміліметра, що призводило до повністю ненадійних сигналів зворотного зв’язку. Зазвичай цю проблему вдається вирішити підтягуванням гвинтів, але спочатку потрібно виявити їх розслаблення.
Тестування стабільності сигналу також є критично важливим. Багато систем ЧПУ мають діагностичні інтерфейси, які в реальному часі відображають значення зворотного зв’язку з датчиків. Перевіряйте ці значення щоразу, коли змінюєте прес-форми. Якщо показання датчика суттєво відрізняється від нормального, можливо, виникла проблема.
Калібрування не слід відкладати до появи проблем. Рекомендую встановити цикл калібрування залежно від інтенсивності використання верстата. Верстати, які працюють безперервно великих партіях, потребують більш частого калібрування, ніж ті, що використовуються лише епізодично. Багато заводів калібрують свої верстати лише після виникнення проблем, але до цього часу вже занадто пізно.
Щотижневий та щомісячний ритм
Щотижня витрачайте приблизно десять хвилин на перевірку датчиків. Зверніть особливу увагу на наявність масляних відкладень на зовнішній поверхні, на те, чи тереться кабель об рухомі деталі, а також чи не ослаблені кріпильні гвинти. Ця невелика витрата часу може запобігти багатьом неочікуваним простою.
Щоразу через кожні три–шість місяців або залежно від тривалості роботи обладнання проводьте більш ретельний огляд і калібрування. Ідеально, якщо це виконувати одночасно з іншим технічним обслуговуванням обладнання, виконуючи всі роботи за один раз.
Кілька переваг обслуговування датчиків:
Зменшення кількості хибних спрацьовувань — найочевидніша перевага. Датчики зі стабільними сигналами рідко викликають безпідставні тривоги, що забезпечує плавнішу роботу обладнання та зменшує необхідність постійного скидання налаштувань датчиків операторами.
Діагностика несправностей прискорюється. Якщо виникає несправність, і ви впевнені, що датчик регулярно перевірявся та його сигнал стабільний, діагностика може зосередитися безпосередньо на механічних або системних аспектах, не вимагаючи багаторазової перевірки стану датчика.
Якість згинання також стає більш стабільною. Зворотний зв’язок від датчиків безпосередньо впливає на точність керування; стабільний сигнал природним чином забезпечує більш узгоджене згинання труб. Це призводить до зменшення відходів матеріалу та необхідності переділки виробів, що підвищує ефективність виробництва.
У кінцевому підсумку, обслуговування датчиків вимагає мінімальних витрат, але забезпечує значний прибуток.
Щодня перед ввімкненням присвятіть кілька хвилин перевірці стану датчиків, щотижнево проводьте регулярне очищення та огляд і негайно усувайте будь-які виявлені проблеми. Неисправності датчиків зазвичай накопичуються поступово; раннє виявлення та усунення несправностей мінімізує витрати. Якщо чекати, поки датчик подасть сигнал тривоги й вимкнеться, це може призвести до втрати часу й розчарування.
















































