















































Навчальний посібник з налаштування інструменту DELEM DA53T та додавання прес-форм
У галузі гнучких пресів ефективна конфігурація та управління інструментами мають важливе значення для забезпечення точних операцій високоякісного гнуття. Система керування DELEM DA53T, що широко використовується завдяки своїй передовій функціональності та зручному дизайну, дозволяє операторам легко додавати нові інструменти, оптимізуючи конфігурацію оснащення верстата. Цей посібник містить покрокову інструкцію щодо додавання нових верхніх і нижніх штампів до системи DELEM DA53T, що допоможе вам успішно налаштувати оснащення гнучкового преса та забезпечити плавний і ефективний процес.
Чому важлива настройка інструментів
Налаштування інструменту є основою роботи гнучального преса. Правильна конфігурація інструменту забезпечує точне та стабільне гнуття, що має важливе значення як для якості продукції, так і для ефективності виробництва. Володіння навичками додавання нових інструментів до контролера DELEM DA53T не лише оптимізує виробничі процеси, але й дозволяє гнучко реагувати на різноманітні вимоги клієнтів.
У цьому посібнику детально описано, як додати верхні та нижні матриці до системи DELEM DA53T. Будь ласка, уважно дотримуйтесь наведених кроків, щоб уникнути помилок і забезпечити правильну та надійну конфігурацію інструменту.
Частина 1: Додавання нових пуансонів (верхніх форм)
Першим кроком при налаштуванні інструменту є додавання пуансонів, або верхніх форм, до контролера DELEM DA53T. Виконайте наведені нижче кроки для налаштування пуансонів.
Натисніть кнопку «Машини»
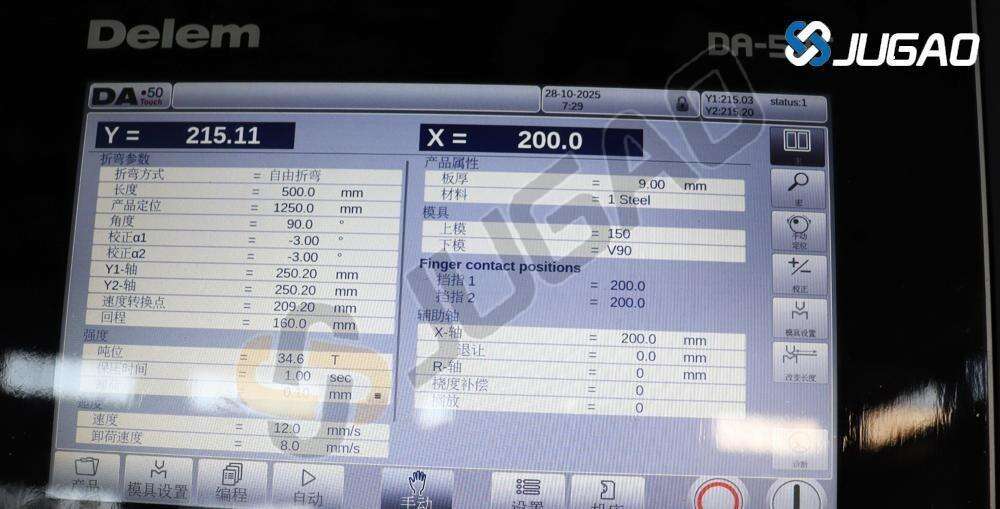
Розпочніть процес із вибору конкретного обладнання, з яким ви бажаєте працювати, на інтерфейсі DELEM DA53T. Цей початковий крок є вирішальним, оскільки забезпечує налаштування та конфігурації, адаптовані до можливостей і технічних характеристик обраного обладнання. Переміщуйтесь інтерфейсом за допомогою сенсорного екрани, розробленого для зручної роботи. Після того, як ви визначите потрібну модель обладнання, підтвердіть свій вибір, щоб продовжити. Така увага до деталей сприяє більш плавному процесу налаштування, а також підвищує загальну ефективність і точність операцій гнучіння, які ви будете виконувати.
Додайте пуансони
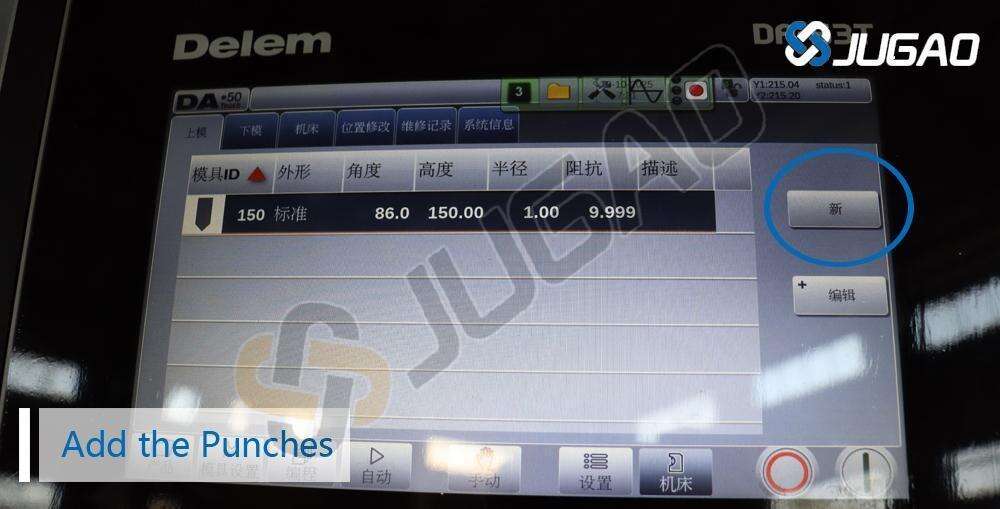
У панелі керування перейдіть до розділу «Пробивні інструменти», щоб почати процес додавання нового пробивного інструменту. Цей розділ спеціально призначений для керування різноманітними пробивними інструментами, доступними для операцій гнучки. Після того, як ви опинитесь у розділі пробивних інструментів, натисніть опцію «Додати пробивний інструмент», щоб розпочати. Це проведе вас через необхідні кроки для внесення нового пробивного інструменту до системи. Потім натисніть кнопку «Новий», щоб створити новий запис пробивного інструменту. Ця дія відкриє форму, у яку можна ввести основні дані, такі як розміри, тип матеріалу та технічні характеристики, забезпечуючи правильну настройку нового пробивного інструменту згідно з вашими потребами.
Введіть ідентифікатор нового пробивного інструменту
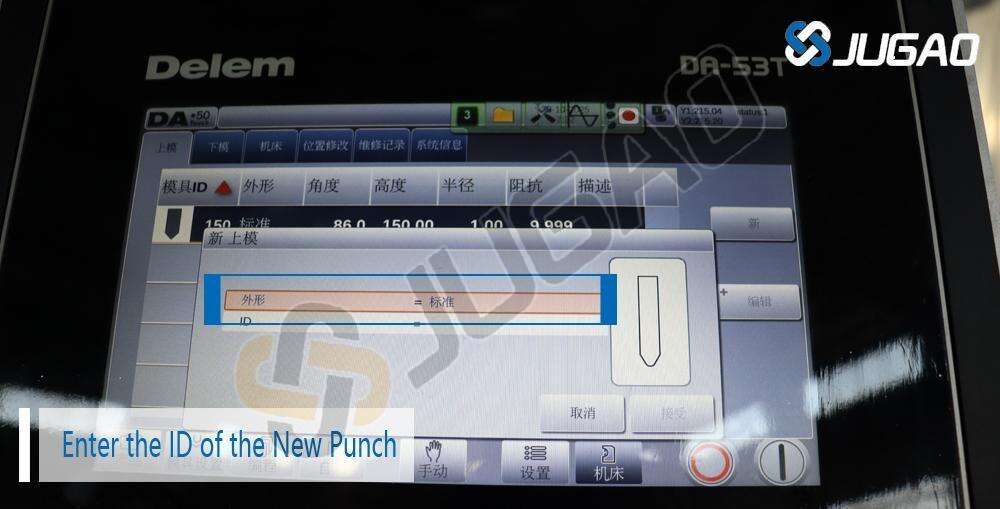
Введіть унікальний ідентифікатор або назву нового пуансона в призначене поле. Цей ідентифікатор є обов'язковим, оскільки має точно відповідати фізичній формі пуансона, яку ви встановлюєте на гнучьому пресі. Добре обрана назва допомагає підтримувати порядок і забезпечує можливість операторам легко розпізнати та вибрати правильний пуансон під час налаштування й роботи. Рекомендується використовувати систему найменувань, що відображає ключові характеристики пуансона, наприклад, його розмір або функцію, для швидкої ідентифікації. Така уважність до деталей не лише підвищує ефективність робочого процесу, але й зменшує ризик помилок під час процесу гнучіння.
Виміряти висоту пуансона
Уважно виміряйте висоту нового пуансона, щоб переконатися у правильності його установки у вашому обладнанні. Точні вимірювання мають важливе значення для досягнення оптимальної продуктивності та запобігання можливим проблемам під час роботи. У цьому прикладі виміряна висота пуансона становить 120,10 мм. Цей точний розмір є критичним, оскільки навіть незначні відхилення можуть вплинути на вирівнювання та функціональність пуансона у гнучильному пресі. Після вимірювання повторно перевірте висоту, щоб підтвердити її точність перед тим, як продовжувати встановлення. Правильне підганяння пуансона не лише підвищує якість процесу гнуття, але також сприяє загальній безпеці та ефективності роботи обладнання.

Введіть висоту пуансона
Введіть висоту пуансона 120,10 мм у систему DELEM DA53T, щоб забезпечити точне розпізнавання машиною специфікацій нового пуансона. Цей крок є вирішальним, оскільки дозволяє системі відповідним чином налаштувати свої параметри, оптимізуючи процеси гнучки з урахуванням конкретних розмірів пуансона. Перейдіть до відповідного поля в розділі пуансонів інтерфейсу та точно введіть виміряне значення. Після введення висоти переконайтеся, що дані правильні, щоб уникнути можливих проблем під час роботи. Така увага до деталей допомагає зберегти цілісність процесу гнучки та підвищує загальну продуктивність.

Кут введення пазу
Кут паза пуансона є критичним фактором у процесі гнучки, оскільки безпосередньо впливає на якість і точність отриманих згинів. Для цього конкретного етапу кут паза встановлено на 85 градусів. Точне введення цього значення в систему DELEM DA53T має важливе значення для забезпечення роботи верстата в межах заданих параметрів. Для цього перейдіть до відповідного поля для кута паза пуансона та введіть значення 85 градусів. Переконайтесь у правильності введення, оскільки навіть незначні помилки можуть призвести до невідповідностей і вплинути на загальний результат операції гнучки.

Введіть значення радіуса
Пуншони часто мають радіус, який є важливим для визначення профілю згинання та забезпечення потрібної кривини матеріалу. Цей радіус відіграє значну роль у визначенні остаточної форми згину, впливаючи як на естетичний вигляд, так і на функціональність. Для цього конкретного пуншона радіус становить 0,5 мм. Цей порівняно малий радіус дозволяє точно згинати матеріал, мінімізуючи ризик його деформації. Важливо точно зафіксувати цей радіус у системі, оскільки це забезпечує правильне виконання процесу згинання верстатом і отримання високоякісних результатів, що відповідають заданим вимогам проекту.

Виміряти ширину пуншона
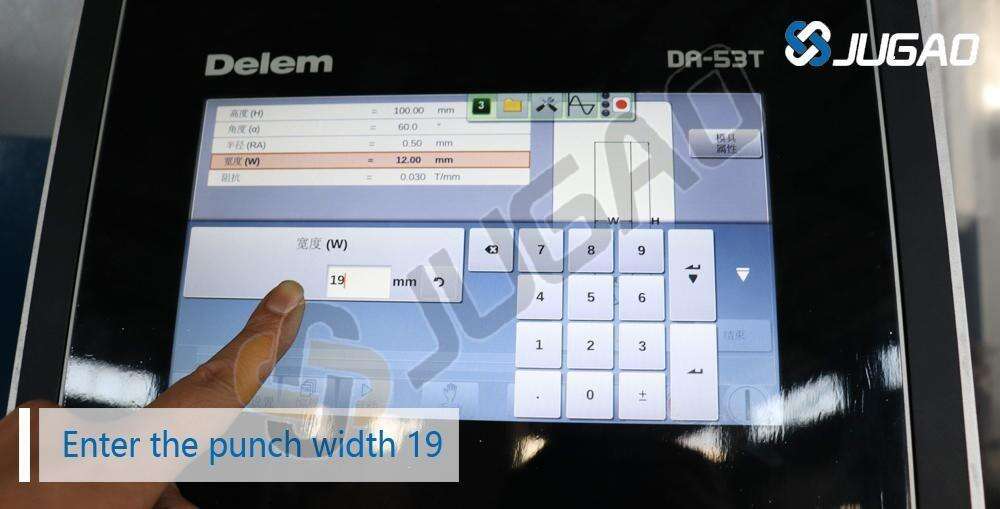
Далі виміряйте ширину пуансона, оскільки цей розмір має важливе значення для його сумісності з гнучтальним пресом і конкретним застосуванням. У даному прикладі ширина пуансона становить 26,07 мм. Це вимірювання є важливим, оскільки безпосередньо впливає на можливості гнучтення матеріалу та загальну ефективність пуансона під час роботи. Під час вимірювання переконайтеся, що ширина виміряна точно та послідовно, використовуючи відповідні інструменти, щоб уникнути будь-яких розбіжностей. Після підтвердження ширини необхідно ввести це значення в систему, оскільки це допоможе забезпечити точний контроль процесу гнучтення та отримання оптимальних результатів.

Введіть ширину пуансона
Введіть ширину пуансона, яка становить 26,07 мм, у контролер DELEM DA53T, щоб забезпечити розпізнавання цього важливого розміру машиною. Цей крок є обов’язковим для підтримання точності та ефективності процесу гнучки. Почніть з переходу до відповідного розділу інтерфейсу контролера, призначеного для параметрів пуансона. Уважно введіть виміряну ширину, переконавшись, що значення введено правильно, щоб запобігти будь-яким помилкам під час роботи. Після введення значення двічі перевірте його на точність, оскільки навіть незначні помилки можуть призвести до серйозних проблем під час операцій гнучки. Правильне документування ширини пуансона допоможе покращити загальну продуктивність і надійність вашого обладнання.
Вхідне значення опору
Введіть значення опору для прокола в систему, оскільки цей параметр має вирішальне значення для забезпечення оптимальної продуктивності під час процесу вигинання. У цьому випадку опір налаштований на значення 3. Ця налаштування впливає на те, як перфоратор взаємодіє з матеріалом, що впливає як на якість вигину, так і на загальну ефективність роботи. Для введення цього значення перейдіть до призначеного розділу в контролері DELEM DA53T, який відповідає параметрам пробігу. Обережно введіть значення опору 3, гарантуючи його точність, щоб уникнути будь-яких потенційних проблем під час виробництва. Перевірте, чи правильно написано, оскільки це допоможе зберегти цілісність і надійність процесу вигинання.

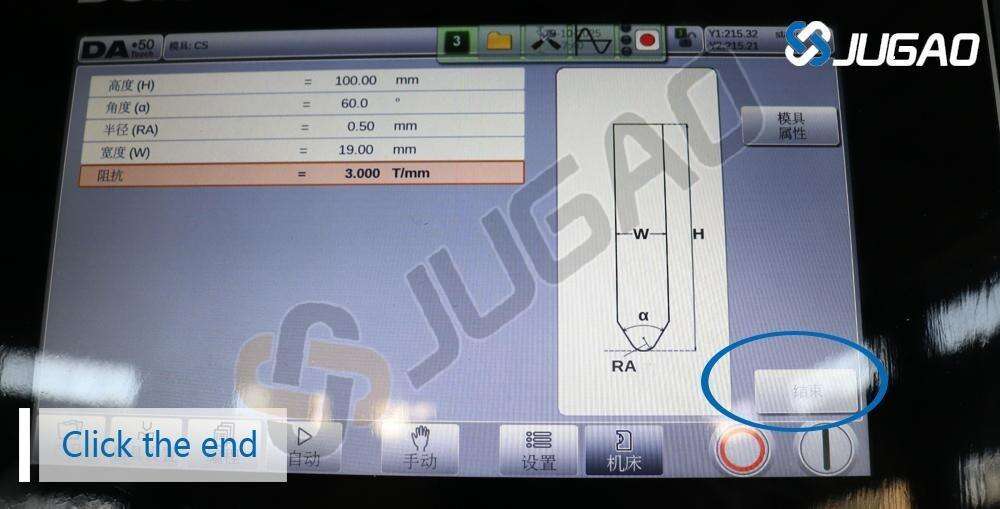
Зберегти і завершити
Після того, як усі параметри пуансона були точно введені в контролер DELEM DA53T, необхідно завершити налаштування, натиснувши кнопку «End». Ця дія збереже всі введені вами конфігурації, забезпечуючи зберігання вказаних параметрів для майбутніх операцій. Перш ніж натиснути «End», перевірте ще раз усі параметри, переконавшись, що кожне значення правильне та повне. Цей крок є вирішальним, оскільки будь-яка помилка може призвести до неефективності роботи чи помилок під час процесу гнучки. Зберігаючи налаштування пуансона, ви забезпечуєте більш плавний робочий процес і підвищуєте загальну ефективність виробничих операцій.
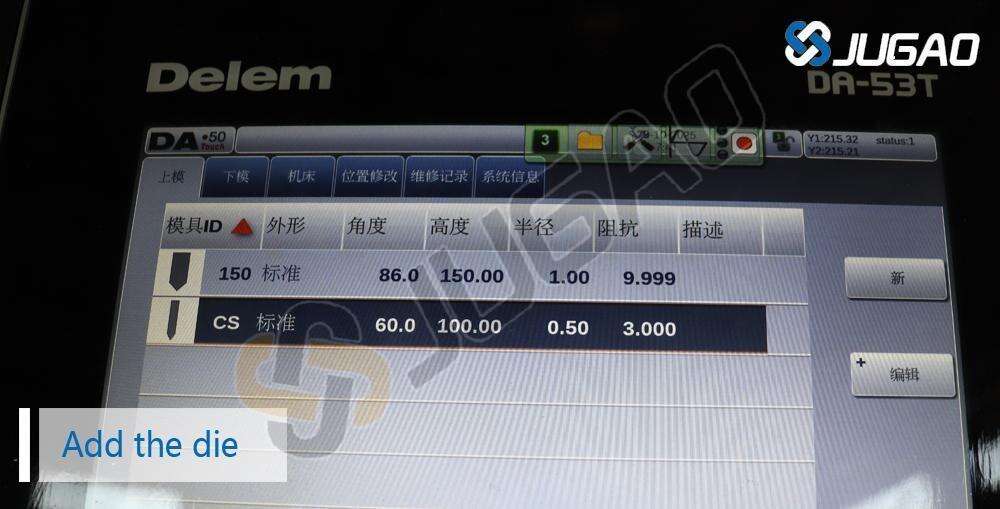
Частина 2: Додавання нових матриць (нижніх форм)
Після успішного налаштування пуансонів наступним кроком є додавання матриць, відомих також як нижні форми, для завершення налагодження інструменту. Цей етап має важливе значення для забезпечення плавного та ефективного процесу гнучки. Почніть з вибору відповідних матриць, які відповідають специфікаціям пуансонів, що були щойно встановлені. Уважно розташуйте матриці в призначеному місці верстата, забезпечивши правильне положення для оптимальної роботи. Звертайте особливу увагу на розміри матриць та їх сумісність, оскільки ці фактори безпосередньо впливатимуть на якість отриманих згинів. Дотримуйтесь цих кроків ретельно, щоб забезпечити безперебійне інтегрування матриць у загальну систему інструментального оснащення, створюючи основу для точних і ефективних операцій гнучки.
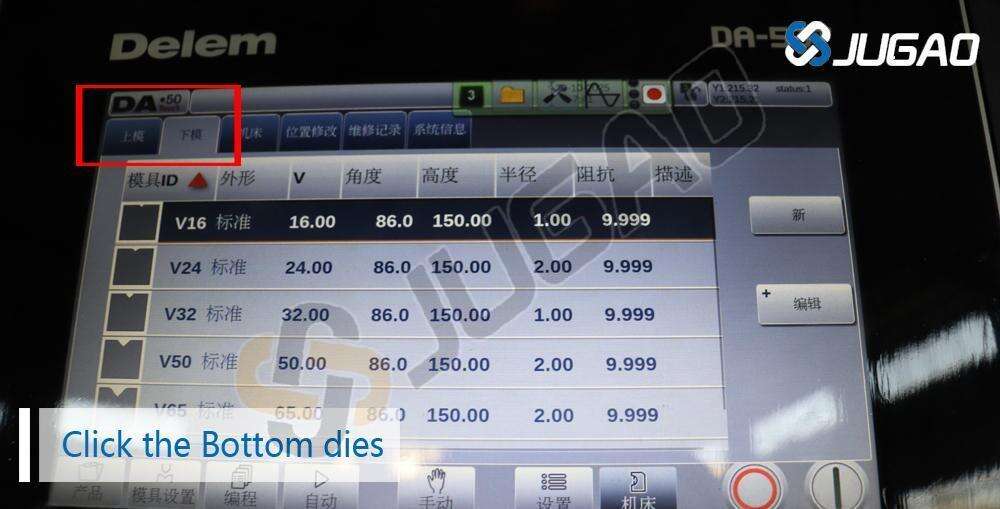
Натисніть розділ нижніх матриць
Перейдіть до розділу «Нижні матриці» інтерфейсу DELEM DA53T, щоб почати процес додавання нової матриці. Цей розділ спеціально призначений для налаштування нижніх форм, які відіграють важливу роль у процесі гнучки. Після входу в цей розділ ви побачите різні параметри та налаштування, пов’язані з матрицями. Почніть із вибору опції додавання нової матриці, після чого система запропонує ввести основні дані, такі як розміри, тип матеріалу та будь-які специфічні характеристики, що стосуються матриці. Переконайтеся, що ввели цю інформацію точно, щоб забезпечити сумісність із налаштованими пуансонами. Дотримання цих кроків допоможе оптимізувати налаштування інструменту та підвищити загальну ефективність операцій гнучки.
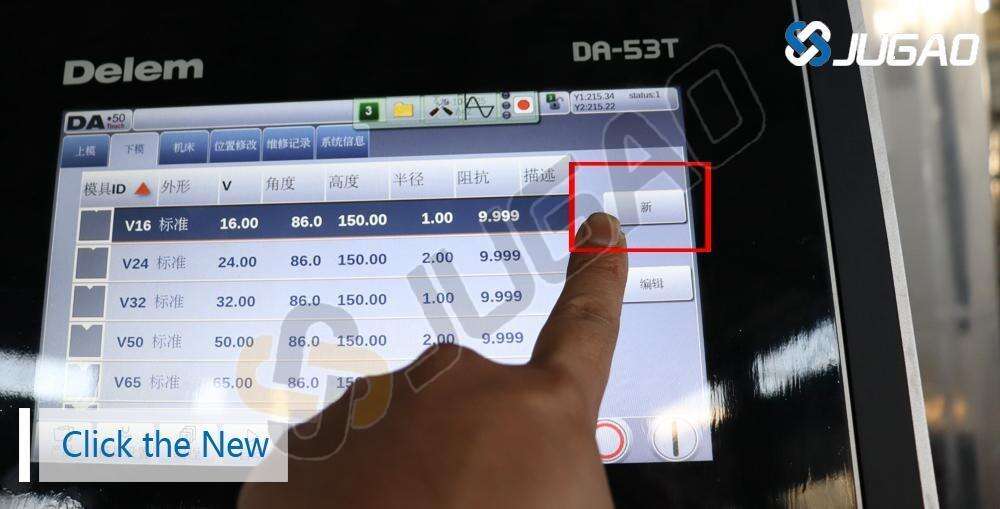
Натисніть «Новий»
Як і у випадку з пуансонами, натисніть кнопку «Новий», щоб створити новий запис матриці в інтерфейсі DELEM DA53T. Ця дія дозволить вам ввести всі необхідні характеристики для нової матриці, забезпечуючи її ідеальне узгодження з наявною конфігурацією інструменту. Після натискання кнопки «Новий» з’явиться форма, у яку потрібно ввести основні дані, такі як розміри матриці, властивості матеріалу та будь-які унікальні особливості, що мають значення для її функціонування. Важливо бути ретельним і точним під час цього процесу, щоб гарантувати оптимальну роботу матриці під час операцій. Уважно створюючи новий запис матриці, ви закладаєте основу для отримання високоякісних згинів і підтримання загальної ефективності вашого виробничого процесу.
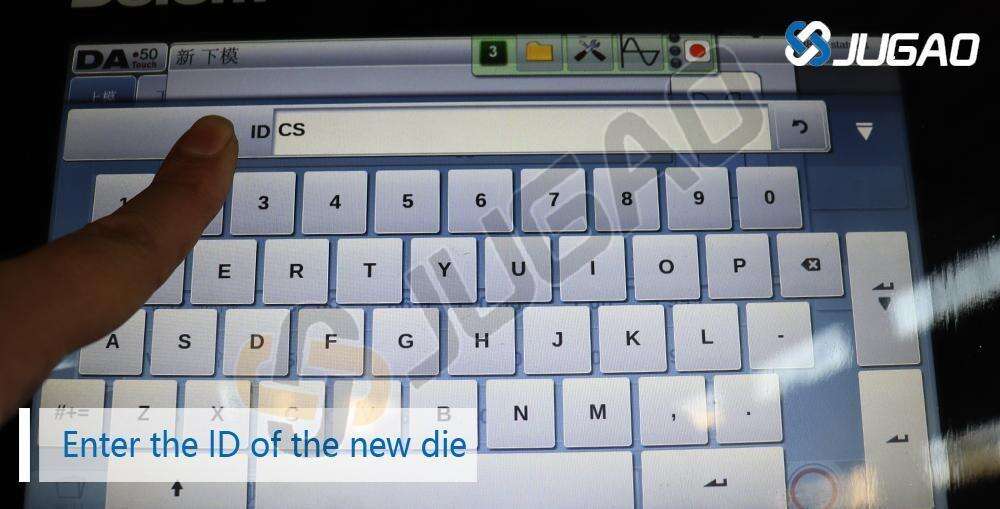
Введіть ідентифікатор нової матриці
Введіть унікальний ідентифікатор або назву нового штампа, переконавшись, що він точно відповідає фізичній формі штампа, яку ви використовуєте. Це ідентифікування має важливе значення для підтримання порядку та забезпечення того, щоб оператори могли легко розпізнати та вибрати правильний штамп під час виробництва. Назва або ідентифікатор має відображати специфікації штампа або його призначення, що полегшить подальше посилання на нього. Ретельно перевірте введену інформацію на точність, оскільки будь-які розбіжності можуть призвести до плутанини та потенційних помилок у процесі гнучки. Забезпечуючи точну відповідність між цифровим записом та фізичною формою, ви сприяєте загальній ефективності та надійності ваших операцій.
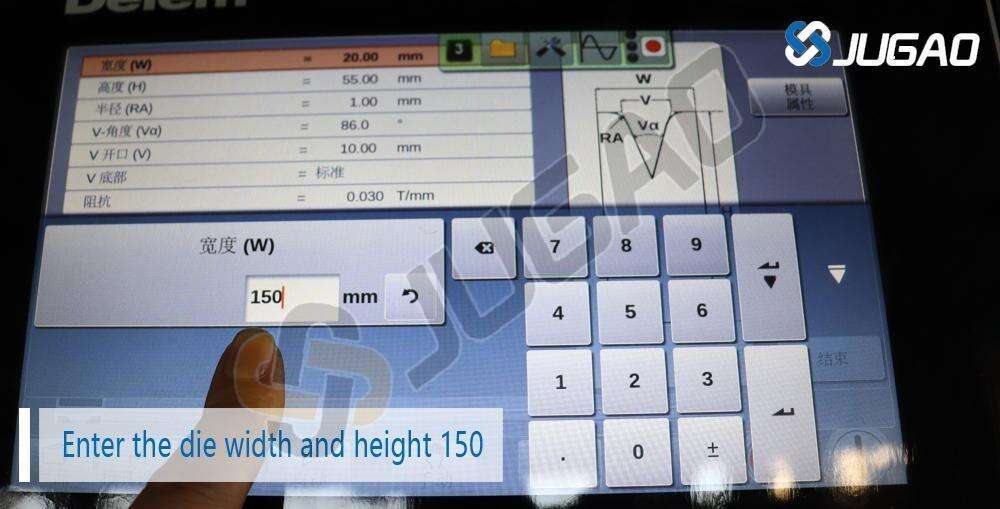
Виміряйте розміри штампа
Виміряйте ширину та висоту нового матриця з високою точністю, оскільки ці розміри мають критичне значення для забезпечення правильного положення та функціональності під час процесу гнучіння. У цьому прикладі і ширина, і висота становлять 150 мм. За допомогою штангенциркуля або іншого подібного вимірювального інструменту обережно виконайте ці вимірювання, щоб гарантувати точність. Важливо врахувати будь-які незначні відхилення, оскільки навіть невеликі розбіжності можуть вплинути на продуктивність матриця та якість отриманих згинів. Після підтвердження того, що обидва розміри дійсно становлять 150 мм, введіть цю інформацію в інтерфейс DELEM DA53T, переконавшись, що вона відповідає технічним характеристикам відповідного пуансона для досягнення оптимальних результатів.

Введення розмірів матриця
Введіть ширину та висоту матриці в систему, вказавши обидва виміри як 150 мм. Цей крок є важливим для точного налаштування матриці в інтерфейсі DELEM DA53T. Вводячи ці розміри, уважно перевірте наявність друкарських помилок, щоб забезпечити точність. Точне введення ширини та висоти має вирішальне значення, оскільки безпосередньо впливає на взаємодію матриці з пуансонами під час процесу гнучки. Після введення значень перегляньте свої дані, щоб підтвердити їх правильність. Така ретельність допоможе забезпечити безперебійну роботу й сприятиме загальній ефективності вашого виробничого процесу.
Введіть значення радіуса
Як і у випадку з пуансонами, радіус матриці також необхідно ввести в систему для забезпечення точного функціонування під час процесу гнучки. Для цієї конкретної матриці радіус становить 0,5 мм. Точне занесення цього виміру має важливе значення, оскільки радіус впливає на кривину отриманих згинів і може впливати на загальну якість кінцевого продукту. Вводячи значення радіуса в інтерфейс DELEM DA53T, переконайтеся, що вказане значення правильне і відповідає фізичній матриці, яку ви використовуєте. Така уважність до деталей допоможе запобігти будь-яким розбіжностям, які можуть вплинути на ефективність виробництва, і забезпечить правильну роботу матриці під час операцій.

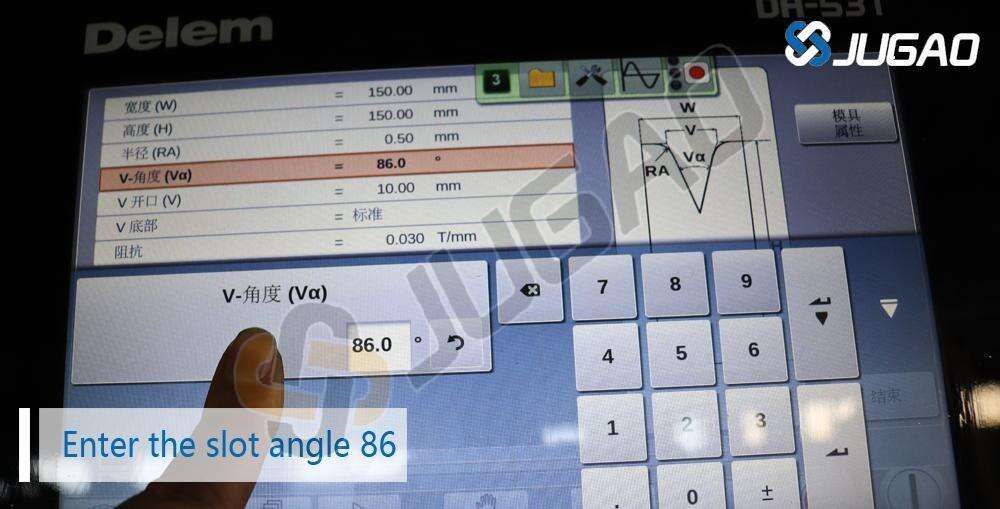
Кут введення пазу
Кут паза для матриці є ще одним важливим параметром, який необхідно точно занести до системи. Цей кут відіграє значну роль у визначенні того, як матриця взаємодіє з матеріалом під час процесу гнучки. Для цієї конкретної матриці слід ввести кут паза як 86 градусів. Вводячи цю інформацію в інтерфейс DELEM DA53T, дуже важливо забезпечити точність кута, оскільки навіть незначні відхилення можуть призвести до неправильного згину та вплинути на загальну якість готового виробу. Після введення кута паза 86 градусів, приділіть трохи часу, щоб перевірити правильність введення, що допоможе підтримувати стабільну продуктивність і ефективність ваших виробничих операцій.
Виміряйте ширину паза
Обережно виміряйте ширину паза матриці, оскільки цей розмір має важливе значення для досягнення бажаних результатів гнучки. У цьому прикладі ширина паза становить 9 мм. За допомогою штангенциркуля або іншого подібного вимірювального інструменту переконайтеся, що вимір є точним, щоб уникнути можливих розбіжностей, які можуть вплинути на виробництво. Ширина паза безпосередньо впливає на те, як матеріал входить у матрицю, і може впливати на якість та точність згинів. Після того, як ви підтвердили, що ширина паза дійсно становить 9 мм, обов’язково введіть це значення в інтерфейс DELEM DA53T, забезпечивши правильне узгодження з іншими параметрами для оптимальної роботи під час експлуатації.

Введіть ширину паза
Введіть ширину паза в систему DELEM DA53T, точно встановивши її на 90 мм. Це вимірювання має критичне значення для забезпечення правильного взаємодії матриці з матеріалом, що гнеться. Уважно перевіряйте показник при його введенні, оскільки навіть незначні похибки можуть призвести до серйозних проблем у процесі гнучки. Після підтвердження правильного введення ширини паза як 90 мм перегляньте інші параметри, щоб переконатися у їх узгодженості з цим виміром. Така ретельна увага до деталей є обов’язковою для підтримання ефективності виробництва та отримання високоякісних результатів у вашій роботі.

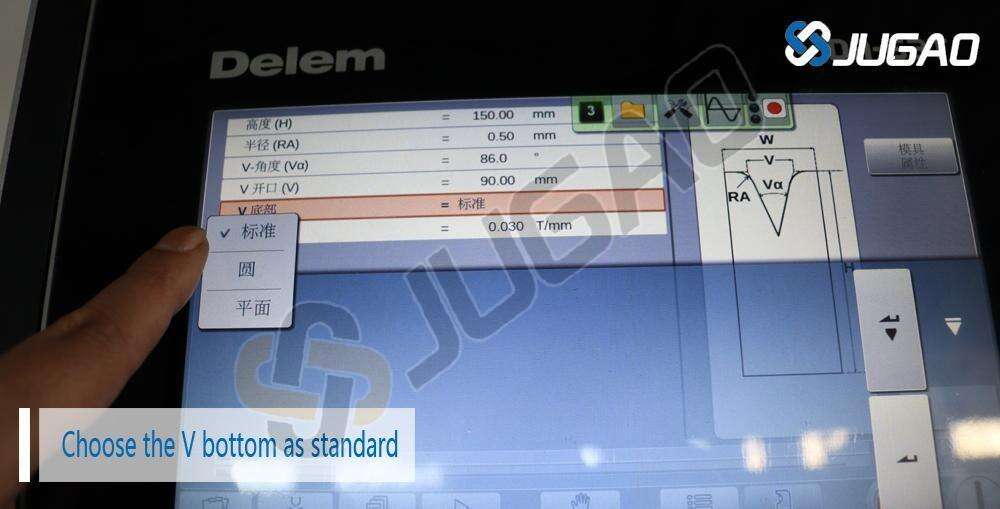
Оберіть V-подібний піддон як стандарт
Виберіть опцію V-подібного паза для матриці, оскільки ця конфігурація вважається стандартною для більшості гнібочних пресів. Конструкція матриці з V-подібним пазом є переважною завдяки своїй універсальності та ефективності при виконанні точних гнучів різноманітних матеріалів. Такий тип матриці забезпечує рівномірний розподіл зусилля, що гарантує правильне та послідовне формування матеріалу. Обираючи цю опцію в інтерфейсі DELEM DA53T, звертайте увагу на її сумісність із вашими конкретними вимогами до гнуття. Вибравши конфігурацію з V-подібним пазом, ви підвищуєте надійність операцій гнуття, що сприяє покращенню ефективності та якості продукції у ваших виробничих процесах.
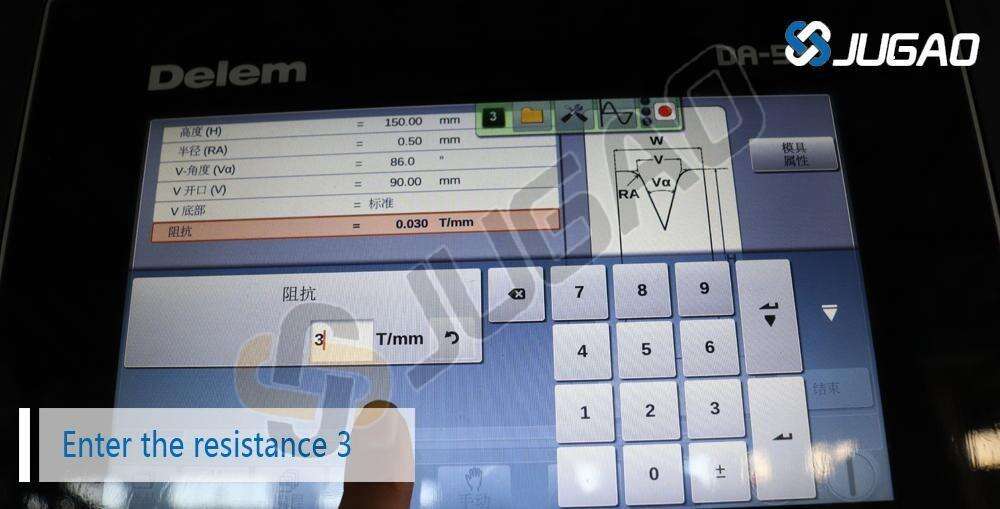
Вхідне значення опору
Введіть значення опору матриці, переконавшись, що воно встановлене на 3. Цей параметр має важливе значення для визначення поведінки матриці під тиском під час процесу гнучіння. Значення опору матриці безпосередньо впливає на реакцію матеріалу на прикладене зусилля, що впливає на точність і якість отриманих згинів. Під час введення цього значення в систему DELEM DA53T уважно перевірте його правильність, щоб уникнути можливих помилок, які можуть порушити процес гнучіння. Встановлення опору матриці на 3 забезпечує оптимальну взаємодію між матрицею та матеріалом, сприяє ефективному гнучінню і сприяє загальному успіху вашого виробничого процесу. Увага до цього моменту допоможе підтримувати високі стандарти ефективності виробництва та якості продукції.
Зберегти і завершити
Після того, як усі параметри матриці були ретельно введені, настав час завершити налаштування, натиснувши кнопку «End», щоб зберегти конфігурацію матриці. Цей крок є вирішальним, оскільки забезпечує надійне збереження всіх конкретних налаштувань — таких як ширина паза, кут паза та опір матриці — у системі DELEM DA53T. Зберігаючи налаштування матриці, ви створюєте надійне посилання для майбутніх операцій, зводячи до мінімуму ризик помилок під час подальших згинань. Перш ніж натиснути «End», приділіть хвилину, щоб ще раз перевірити кожен параметр на точність. Завершення цього процесу не лише оптимізує ваш робочий процес, але й підвищує загальну ефективність та якість ваших виробничих завдань.

Завершення налаштування інструменту
Тепер, коли пуансони та матриці налаштовані в контролері DELEM DA53T, налаштування інструменту завершено. Важливо ще раз перевірити всі введені значення, щоб запобігти помилкам під час процесу гнучки. Точне налаштування інструменту відіграє ключову роль у досягненні високоякісних згинів на вашому прес-гальмі.
Після завершення налаштування можна виконати пробний згин, щоб переконатися, що нові додані форми працюють як потрібно, і перевірити правильність роботи всіх компонентів.
Висновок
Додавання нових форм до контролера DELEM DA53T — це простий процес, який потребує уваги до деталей. Дотримуючись цього поетапного керівництва, ви зможете ефективно та точно налаштувати нові пуансони та матриці, забезпечивши бездоганне налаштування інструменту для вашого прес-гальма. Незалежно від того, чи готуєте ви інструмент для нового проекту, чи адаптуєте верстат під конкретне завдання, знання того, як ефективно налаштовувати форми, є ключем до оптимізації продуктивності обладнання та забезпечення якості згинів.
Інтеграція належного комплекту інструментів у ваш робочий процес підвищує ефективність операцій гнучких пресів та допомагає вашій команді стабільно виготовляти деталі з високою точністю. Використовуйте цей посібник щоразу, коли потрібно додати нові форми, і ви зможете освоїти налаштування інструментів для гнучких пресів за допомогою контролера DELEM DA53T.

