















































CYBELEC CybTouch 12: експертні поради з управління інструментами
Зміст
• Вступ
• Налаштування пробійника
• Поетапне створення та модифікація пробійника
• Налаштування матриці
• Поетапне створення та модифікація матриці
• Стандартизовані правила найменування інструментів
○ Правила найменування пробійників
○ Правила найменування матриць
• Робота та безпека заднього упору
• Поширені запитання (FAQ)
○ Як оптимізувати продуктивність управління інструментами в системі CYBELEC CybTouch 12?
○ Що робити, якщо система не розпізнає інструмент?
○ Чи можна налаштовувати параметри інструментів у системі?
• Висновок
Ефективне управління інструментами є основою оптимізованих операцій ЧПУ-обробки, а володіння цим процесом у системі CYBELEC CybTouch 12 має ключове значення для підвищення точності та продуктивності металообробки. У цьому посібнику наведено практичні, зрозумілі й дієві стратегії управління інструментами на платформі CybTouch 12, розроблені як для новачків, які знайомляться з системою, так і для досвідчених операторів, що прагнуть удосконалити свої робочі процеси. Дотримуючись цих рекомендацій, ви повністю розкриєте потенціал функцій управління інструментами системи й мінімізуєте помилки у процесах гнуття.
Вступ
Модуль управління інструментами CYBELEC CybTouch 12 надає користувачам можливість створювати та налаштовувати інструменти для верстатів — це необхідний крок для точного розрахунку та виконання згинання. Після вибору та налаштування відповідного пуансона й матриці операторам потрібно лише ввести бажаний кут згинання та довжину фланця (L). Система CybTouch 12 автоматично розрахує точні координати положень по осях X і Y, необхідні для згинання, забезпечуючи стабільну точність у кожній операції обробки.
Налаштування пуансона
Основні інструкції щодо вибору
Для вибору попередньо налаштованого пуансона перегляньте бібліотеку пуансонів системи за допомогою кнопок-стрілок на інтерфейсі, а потім поверніться на сторінку числових параметрів згинання, щоб застосувати вибір.
Покрокове створення та редагування пуансона
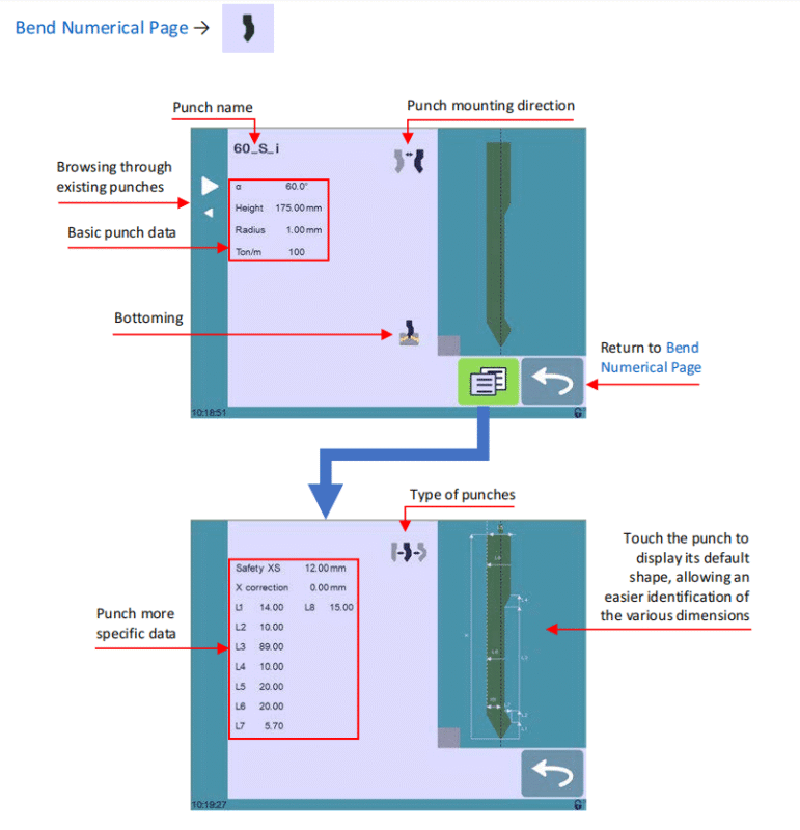
Якщо в системі ще не створено жодного штампа, поле штампа відображатиме "???" як мітку за замовчуванням. Для існуючих бібліотек штампів система автоматично вибирає останній використаний штамп (наприклад, 60_S_i); зверніть увагу, що будь-які внесені зміни не перезапишуть оригінальний штамп, оскільки змінені параметри зберігаються під новим користувацьким іменем. Виконайте ці 13 кроків, щоб створити або змінити штамп:
1. Натисніть значок штампа, щоб відкрити інтерфейс налаштування параметрів штампа.
2. Введіть основні фізичні параметри нового штампа: кут штампа (α), висоту, радіус та навантаження на метр (тон/м).
3. Використовуйте кнопку напрямку кріплення штампа, щоб інвертувати штамп, якщо цього вимагає технологічна схема обробки.
4. Виберіть значок «Bottoming», щоб позначити штамп як зносостійкий інструмент для операцій донування.
5. Натисніть кнопку «Меню», щоб отримати доступ до сторінки «Додатково» для налаштування розширених параметрів.
6. Використовуйте значок «Тип штампів», щоб вибрати конструктивний тип штампа: прямий, звичайний або гусиний ший.
7. Зверніться до графічного зображення інструменту на правій стороні екрана, щоб ввести детальні розмірні значення (L1–Lx). Натискання на графічне зображення завантажить типову розмірну схему інструменту, що спрощує визначення та введення кожного параметра.
Стандарти розмірів L1–Lx ідентичні тим, що використовуються в системах PC 1200, DNC 880S та ModEva. Для використання інструментів у крос-системному режимі експортуйте списки параметрів із PC1200 й використовуйте їх для програмування CybTouch 12 — ми рекомендуємо присвоювати однакові назви однаковим інструментам у всіх системах задля забезпечення узгодженості.
8. Введіть критичні значення безпеки та калібрування:
○ Безпечна відстань XS: безпечна відстань між пуансоном і задньою лінійкою вздовж осі X.
○ Корекція X: значення калібрування для компенсації будь-якого неспівпадіння положення пуансона.
9. Поверніться на попередню сторінку конфігурації (для збереження будь-якої конфігурації інструменту в системі потрібен пароль доступу рівня 2).

10. Натисніть на поточну назву пуансона (наприклад, 60_S_i), щоб запустити процес збереження.
11. Виберіть «Зберегти пробійник», щоб перезаписати існуючі параметри інструменту, або «Зберегти пробійник як», щоб зберегти змінений/новий пробійник під унікальною назвою.
12. За допомогою альфанумеричного клавішного блоку системи введіть нову назву пробійника, дотримуючись стандартних правил найменування, наведених у наступному розділі.
13. Натисніть кнопку
«Назад», щоб повернутися на головну сторінку програми; новозбережений пробійник буде попередньо вибраним і готовим до негайного використання в операціях обробки.
Налаштування матриці
Основні інструкції щодо вибору
Вибір матриці відбувається за тим самим принципом, що й вибір пробійника: перегляньте попередньо збережену бібліотеку матриць системи за допомогою стрілочних кнопок, а потім поверніться на сторінку числового керування згинанням, щоб підтвердити вибір.
Поетапне створення та модифікація матриці
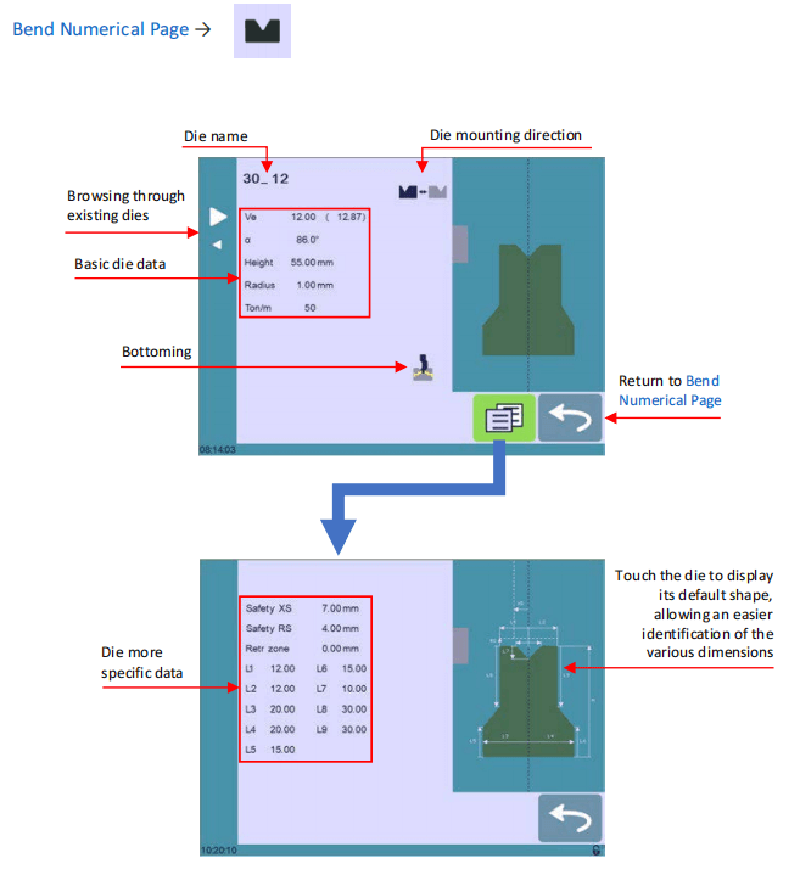
Якщо в системі не налаштовано жодної матриці, поле матриці відображатиме "???"; для існуючих бібліотек матриць система завантажить останню використану матрицю (наприклад, 30_12). Зміни, внесені до існуючої матриці, не впливатимуть на її початкові параметри, оскільки всі зміни зберігаються під новим іменем. Виконайте наступні 12 кроків, щоб створити або змінити матрицю:
1. Натисніть значок матриці, щоб відкрити інтерфейс налаштування параметрів матриці.
2. Введіть основні фізичні параметри нової матриці: ширину матриці (Ve), кут (α), висоту, радіус і навантаження на метр (Ton/м).
3. Скористайтеся кнопкою напрямку встановлення матриці, щоб інвертувати матрицю за потреби для технологічного процесу обробки.
4. Виберіть значок «Bottoming», щоб класифікувати матрицю як зносостійкий інструмент для процесів калібрування (bottoming).
5. Натисніть кнопку MENU, щоб відкрити сторінку «Додатково» для налаштування розмірних параметрів та параметрів безпеки.
6. Зверніться до графічного зображення матриці праворуч на екрані, щоб ввести детальні розміри (L1–Lx). Натискання на зображення відобразить типову розмірну схему матриці, що спрощує введення точних значень.
Як і для пуансонів, розміри L1–Lx для матриць відповідають стандартам систем PC 1200, DNC 880S та ModEva. Для забезпечення сумісності інструментів між системами експортуйте параметри матриці з PC1200 і використовуйте їх для програмування CybTouch 12, а також використовуйте однакові назви для ідентичних матриць у різних системах.
7. Введіть розширені значення параметрів безпеки та експлуатації:
○ Безпека XS: Безпечна відстань між матрицею та задньою лінійкою вздовж осі X.
○ Безпека RS: Безпечна відстань між матрицею та задньою лінійкою вздовж осі R.
○ Зона відведення: Заздалегідь встановлена зона відведення матриці під час роботи.
8. Поверніться на попередню сторінку конфігурації (для збереження конфігурацій матриць обов’язково потрібен пароль рівня 2).
9. Натисніть поточне ім’я матриці (наприклад, 30_12), щоб розпочати процес збереження.
10. Виберіть «Зберегти штамп», щоб перезаписати початкові параметри штампа, або «Зберегти штамп як», щоб зберегти новий/змінений штамп під власним іменем.
11. Використовуйте алфанумеричну клавіатуру для введення нового імені штампа згідно зі стандартними правилами найменування системи.
12. Натисніть кнопку
«Назад», щоб повернутися на головну сторінку програми; щойно збережений штамп буде попередньо вибраним і готовим до негайного використання.
Стандартизовані правила найменування інструментів
Застосування узгодженої системи найменування пуансонів та штампів є критично важливим для ефективного управління інструментами на прес-тормозі CYBELEC CybTouch 12. Чітка й уніфікована система найменувань дозволяє швидко й точно ідентифікувати кожен інструмент у бібліотеці, а команди можуть встановлювати додаткові спеціальні правила залежно від конкретних виробничих потреб, щоб ще більше підвищити організаційну ефективність і зменшити помилки при виборі інструментів.
Правила найменування пуансонів
Імена пуансонів мають складатися з трьох послідовних частин: кут пуансона → тип пуансона → стан інверсії.

Скорочення типів пуансонів:
• N = нормальний
• S = Пряма
• G = Гусиная шийка
Скорочення для інверсії:
• i = Інвертована (опускається, якщо пробійник перебуває в типовому, неінвертованому положенні)
Приклади: 90_N_i, 60_G, 30_S
Правила найменування матриць
Найменування матриць відповідає аналогічному структурованому формату, що й у пробійників, і складається з трьох основних компонентів: ширина матриці (розмір Ve) → кут матриці → стан інверсії. Для матриць використовуйте те саме скорочення для інверсії (i = інвертована), а скорочення опускайте, якщо матриця встановлена в типовому положенні.
Приклади: 12_86_i, 16_86, 20_30
Робота та безпека заднього упору
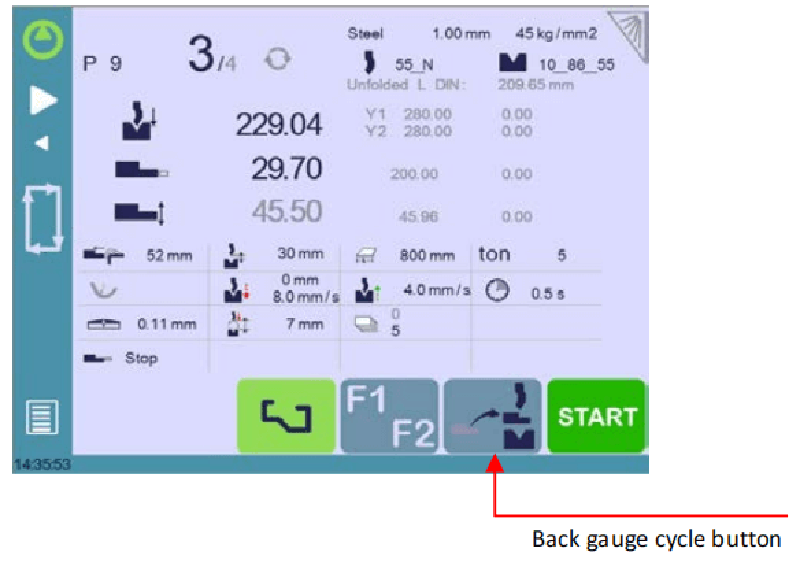
Функція циклу заднього упору є важливою особливістю, що забезпечує безпечне й ефективне керування інструментами на прес-тормозі CYBELEC CybTouch 12, спеціально розробленому для регулювання заднього упору. Ця функція повністю переміщує задні упори вперед, що дозволяє операторам виконувати необхідну калібрування та регулювання, не ризикуючи потрапити руками чи руками в зону між інструментами верстата — таким чином усувається одна з ключових небезпек у процесі обробки.
Важлива примітка: видимість і доступність функції циклу заднього упору залежать від поточної конфігурації верстата та стану його індексації; у деяких режимах роботи ця функція може бути недоступною.
Покрокова робота з циклом заднього упору
1. Переконайтеся, що верстат правильно проіндексовано; якщо індексація не завершена, кнопка циклу заднього упору буде вимкнена (сіра) і недоступна.
2. Натисніть і утримуйте кнопку циклу заднього упору протягом більше ніж 2 секунд, щоб активувати функцію.
3. Задні упори перемістяться в крайнє переднє положення — між пуансоном і матрицею. Якщо балка верстата не перебуває у верхній мертвій точці (TDC), спочатку вона повністю підніметься вгору, а лише потім почнуть рухатися задні упори.
4. Після завершення всіх налаштувань задніх упорів знову натисніть кнопку циклу, щоб деактивувати функцію, а потім натисніть кнопку START, щоб відновити звичайну роботу верстата.
Часто задані питання (FAQ)
Як оптимізувати продуктивність управління інструментами в системі CYBELEC CybTouch 12?
Для досягнення максимальної продуктивності модуля управління інструментами CybTouch 12 переконайтеся, що кожен інструмент у бібліотеці точно ідентифіковано та повністю параметризовано за допомогою актуальних фізичних і експлуатаційних даних. Регулярно перевіряйте точність даних про інструменти та підтверджуйте сумісність налаштувань інструментів із загальною конфігурацією верстата — це забезпечує безперебійну інтеграцію інструментів у процеси обробки та мінімізує простої.
Що робити, якщо система не розпізнає інструмент?
Якщо система CYBELEC CybTouch 12 не виявляє пробійник або матрицю, спочатку переконайтеся, що інструмент правильно вставлено й механічно вирівняно у верстаті. Далі зіставте параметри інструменту в інтерфейсі системи управління інструментами та за потреби повторно введіть або виправте будь-які неточні дані. Нарешті, переконайтеся, що програмне забезпечення системи оновлено до останньої версії, щоб усунути потенційні проблеми сумісності між програмним забезпеченням та інструментами.
Чи можна налаштовувати параметри інструментів у системі?
Так, повна настройка параметрів інструментів доступна на CYBELEC CybTouch 12. Увійдіть у інтерфейс управління інструментами, щоб скоригувати всі відповідні параметри, зокрема фізичні розміри пуансона/матриці, тип матеріалу заготовки та значення компенсації, щоб вони відповідали конкретним вимогам ваших оброблювальних операцій. Завжди переконуйтеся, що всі налаштовані параметри правильно збережено в системі, щоб забезпечити стабільні результати під час серійного виробництва.
Висновок
Для ефективного використання можливостей управління інструментами CYBELEC CybTouch 12 необхідне чітке розуміння основних функцій системи, наявність добре організованої бібліотеки інструментів та регулярне технічне обслуговування й оновлення всіх конфігурацій інструментів. Впроваджуючи поетапні інструкції, прийняті умовні позначення та протоколи безпеки, наведені в цьому керівництві, ви зможете оптимізувати свій робочий процес ЧПУ-обробки, значно зменшити кількість експлуатаційних помилок і підвищити як точність, так і ефективність своїх металообробних процесів.
Для персоналізованої підтримки, щоб максимально реалізувати потенціал вашого обладнання, або для вирішення конкретних завдань керування інструментами, зв’яжіться з нашою технічною службою підтримки. Крім того, ознайомтеся з нашою бібліотекою пов’язаних технічних документів, щоб поглибити свої знання та повністю розкрити потужність системи керування інструментами CYBELEC CybTouch 12.

