















































DELEM DA-66T Ayarlar Modunda Neleri Ayarlayabilirsiniz?
İçindekiler Tablosu
• Kontrol Sisteminin Ayarlar Moduna Giriş
• Parametre Seçenekleri
• Özellikleriyle Birlikte Programlama Malzemeleri
• Yedekleme/Geri Yükleme İşlevleri
Ürün Yedeklemesi
Ürün Geri Yüklemesi
Araç Yedeklemesi
Araç Geri Yüklemesi
Tablolar ve Ayarlar İçin Yedekleme ve Geri Yükleme
• Dizin Gezintisi
• Program Ayarları
• Varsayılan Değer Ayarları
• Hesaplama Ayarları
• Üretim Ayarları
• Üretim Süresi Hesaplaması
• Zaman Ayarları
• Sıkça Sorulan Sorular (SSS)
• Sonuç
DELEM DA-66T kontrol sistemiyle çalışırken, Ayarlar Modu’ndaki çeşitli ayarlanabilir işlevleri derinlemesine anlamak, pres bükme makinesinin performansını ve işletme verimliliğini artırmak açısından kritik öneme sahiptir. Bu Ayarlar Modu’nda mevcut kişiselleştirilmiş yapılandırmalar hakkında merak duyuyorsanız, bu makale, pres bükme makinesi parametrelerini doğru şekilde optimize etmenize ve üretim verimliliğini en üst düzeye çıkarmanzı sağlamak amacıyla temel ayarlama öğelerini ayrıntılı bir şekilde açıklayacaktır.
Kontrol Sisteminin Ayarlar Moduna Giriş
Gezinti çubuğundaki "Ayarlar" düğmesine dokunmak, kontrol sistemini Ayarlar Modu’na geçirmenizi sağlar. Bu moddaki tüm işlevler mantıksal olarak farklı sekmelere kategorize edilmiştir ve her sekmenin belirli ayarları ileride tek tek açıklanacaktır.
DELEM DA-66T Ayarlar Modu, çeşitli makine parametrelerini esnek bir şekilde yapılandırmaya olanak tanıyarak operatörler için kapsamlı bir kontrol merkezi görevi görür; böylece farklı operasyonel gereksinimlere uyum sağlarken bükme doğruluğu her zaman ideal seviyede korunur. Bu, üretim istikrarını garanti eden temel işlevsel bir modüldür.
Parametre Seçenekleri
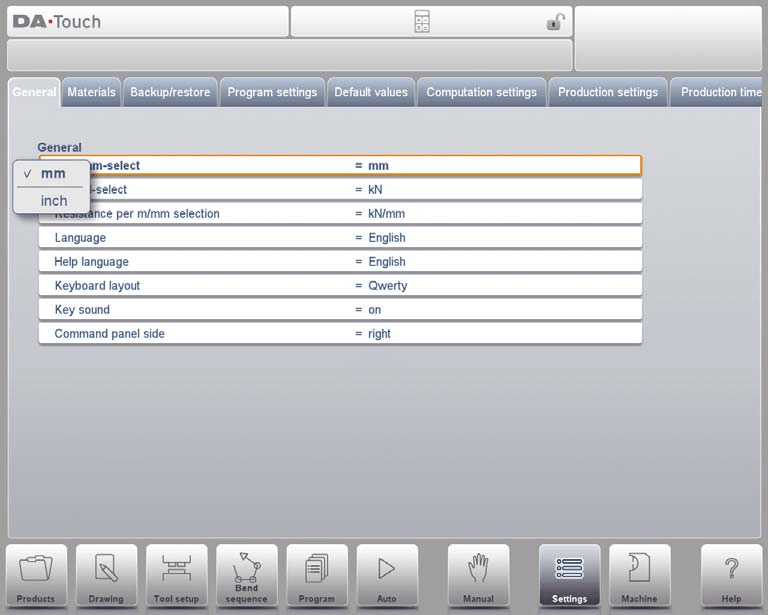
Gerekli sekme seçildikten sonra, ayarlamak istediğiniz parametreye tıklayarak değişiklik yapabilirsiniz. Parametre sayısal veya alfasayısal bir türse sistem, hedef değeri girmeniz için otomatik olarak bir klavya açar. Belirtilen ayarlanabilir seçenekler aşağıda yer almaktadır:
• İnç/Mm Seçimi: Projeye yönelik gereksinimleri karşılamak için ölçüm sistemleri arasında kolayca geçiş yapın.
• Ton/kN Seçimi: Veri doğruluğunu sağlamak amacıyla operasyonel spesifikasyonlara en uygun kuvvet ölçüm birimini seçin.
• Metre/Mm Başına Direnç Seçimi: İşlenecek malzemelerin özelliklerine ve süreç gereksinimlerine göre direnç parametrelerini özelleştirin.
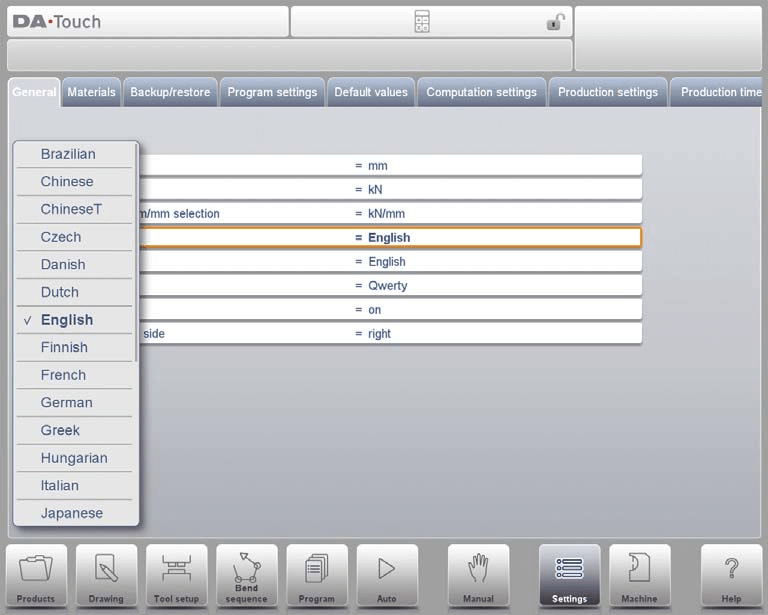
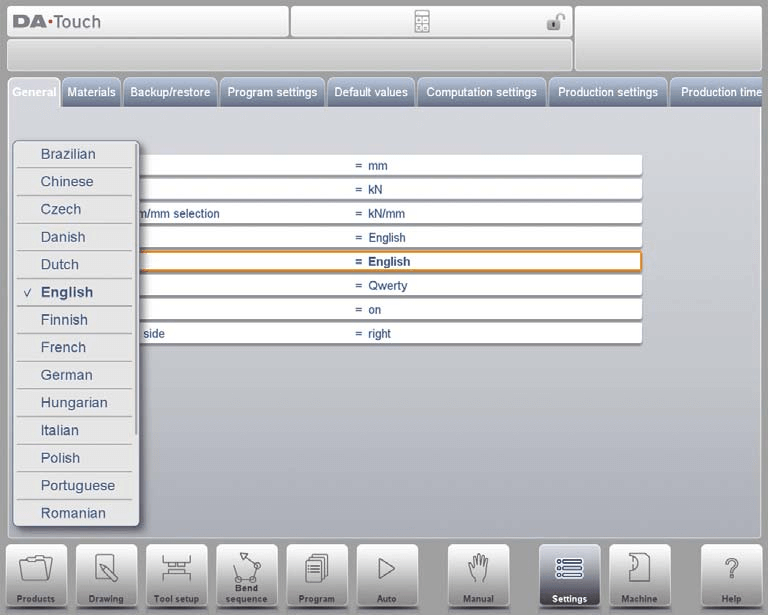
• Dil: İşletim arayüzü için tercih edilen dili seçerek işlem kolaylığını artırın.
• Yardım Dili: Yardım belgelerinin görüntüleme dilini ayarlayarak uluslararası ekipler arası iş birliğini destekleyin.
• Klavye Düzeni: İşlem alışkanlıklarınıza uygun klavye düzenini kişiselleştirerek giriş verimliliğini artırın.
• Tuş Sesleri: İşlem sırasında işitsel geri bildirim sağlamak amacıyla tuş seslerini etkinleştirin veya devre dışı bırakın.
• Komut Paneli Yeri: Kontrol paneline erişimi optimize etmek için görüntü ayarlarını ayarlayın.
Özellikleriyle Birlikte Programlanabilir Malzemeler
Bu sekmede malzemeler ve bunların özellikleri programlanabilir. Mevcut malzemeleri düzenleyebilir, yeni malzemeler ekleyebilir veya gereksiz malzemeleri silebilirsiniz. Kontrol sistemi en fazla 99 malzeme için önceden tanımlanmış parametreler içerebilir.
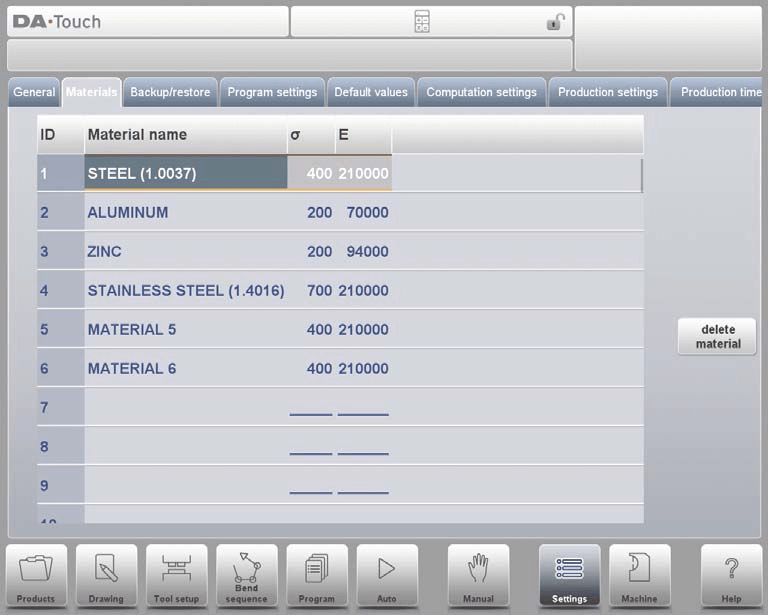
Her malzeme üç temel özelliğe sahiptir; bu özellikler görüntülenebilir ve değiştirilebilir:
• Malzeme Adı: İşleme akışına net bir etiket sağlamak amacıyla malzeme türünü açıkça tanımlayın.
• Çekme Dayanımı: Eğme işlemlerinin doğruluğunu sağlamak için ana parametre olan çekme dayanımı değerlerini doğru bir şekilde girin.
• Elastisite Modülü (E Modülü): Makinenin malzemeyle çalışmasının fiziksel özellik gereksinimlerine uygun olmasını sağlamak için malzemenin elastisite modülünü belirtin.
Malzemeler başlangıçta malzeme numarasına (ID) göre sıralanmış olarak görüntülenir. Sütun başlığına tıklayarak herhangi bir özelliğe göre artan veya azalan düzende sıralama yapılabilir. Mevcut bir malzemeyi düzenlemek için ilgili malzemeyi seçip parametreleri doğrudan değiştirin; bir malzeme silmek için karşılık gelen satırı seçip "Malzeme Sil" işlevini kullanın; yeni bir malzeme eklemek için boş bir satır seçip ilgili özellik parametrelerini girerek programlamayı tamamlayın.
Yedekleme/İyileştirme İşlevleri
DELEM DA-66T Ayarlar Modu, ürün, takım, ayar ve tablo verilerinin yedeklenmesini ve geri yüklenmesini destekleyen kapsamlı yedekleme ve geri yükleme işlevleri sunar. Aynı zamanda eski kontrol modellerinden ürün ve takım verilerinin içe aktarılmasını da destekler.
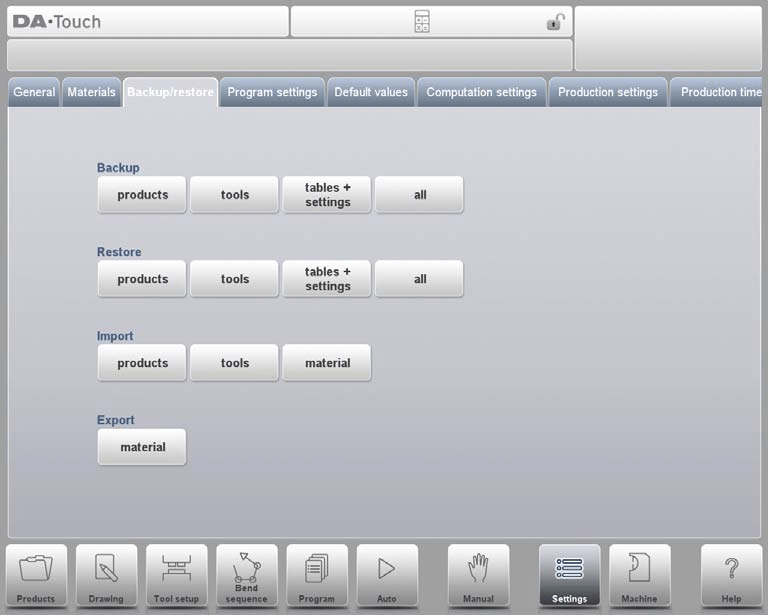
Takımlar ve ürünler için yedekleme ve geri yükleme süreçleri tutarlıdır ve tüm yedekleme ortamları (örneğin ağ depolama, USB flash sürücüler vb.) için geçerlidir. Yedekleme dizini, bir depolama cihazından (USB flash sürücü, ağ) ve belirli bir klasörden oluşur. Bağlı cihazlara göre esnek bir şekilde seçim yapabilirsiniz. Gerekirse hedef klasörü oluşturabilir veya belirtebilirsiniz; ayrıca ürünler ve takımlar için yedekleme depolama yolları ayrı ayrı ayarlanabilir.
Ürün Yedeklemesi
Ürün programı yedekleme işlemini başlatmak için ana menüdeki "Yedekle" seçeneğinden "Ürünler"i seçin.

İlk yedekleme dizinini ayarladıktan sonra ürün yedekleme arayüzüne geçersiniz. Temel işlevler şunlardır:
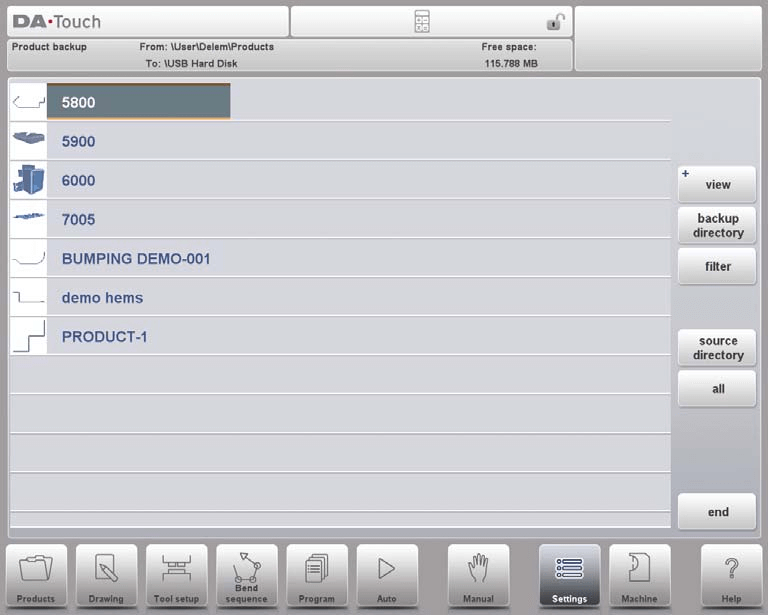
• Mevcut Konum Görüntüleme: Geçerli kaynak dosya yolu ve yedekleme hedef yolu, arayüzün üst kısmında açıkça görüntülenir.
• Tek Ürün Yedekleme: Hedef ürünü seçmek için tıklayın; sistem işlemi onaylamak için bir yedekleme işareti görüntüler. Eğer yedekleme yolunda aynı ada sahip bir dosya zaten varsa, bunun yerine geçilip geçilmeyeceği sorulmak üzere bir uyarı penceresi açılır.
• Tüm Ürünlerin Toplu Yedeklemesi: "Tümü" seçeneğini kullanarak tüm ürünleri tek tıkla toplu olarak yedekleyin.
• Dizin Değişikliği: Ürünün bulunduğu kaynak dosya yolunu "Kaynak Dizini" aracılığıyla ayarlayın ve yedek dosyanın depolama konumunu "Yedekleme Dizini" aracılığıyla seçin; bu, hedef klasöre hızlı erişimi kolaylaştırır.
Ürün Geri Yüklemesi
Geri yükleme ana menüsünden "Ürünler" seçeneğini seçin.

İlk geri yükleme dizini ayarlandıktan sonra ürün geri yükleme arayüzüne geçersiniz. İşlem süreci aşağıdaki gibidir:
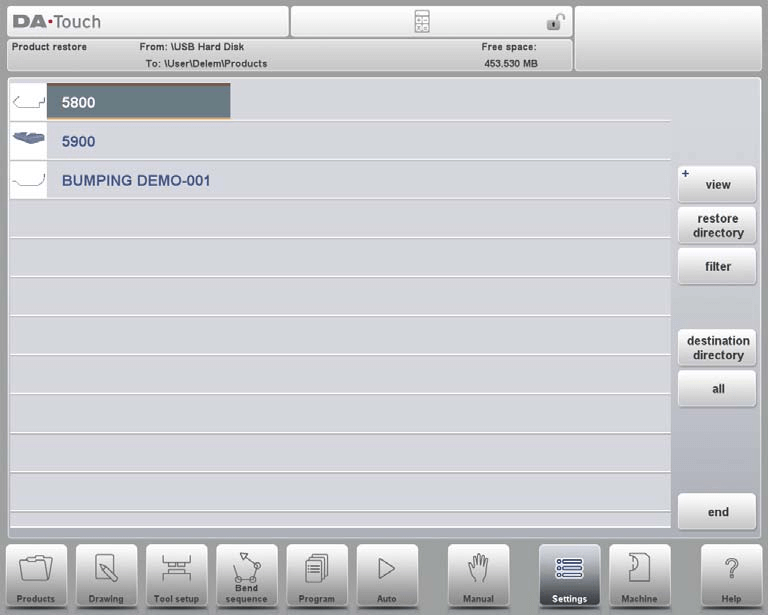
• Ürün Görüntüleme ve Seçimi: Ürün Modu’nun işlem mantığıyla tutarlı olarak, seçilen dizindeki ürünleri kolayca gözden geçirebilir ve geri yüklenecek dosyaları seçebilirsiniz. Geri yükleme işleminin geçerli kaynak yolu ve hedef yolu arayüzün üst kısmında görüntülenir.
• Geri Yükleme Onayı: Geri yüklenecek ürünü seçmek için tıklayın. Hedef yolda aynı ada sahip bir dosya zaten varsa sistem, bunun yerine konulup konulmayacağını onaylamanız için bir uyarı verir.
• Dizin Ayarı: Geri yüklenecek dosyanın kaynak yolunu "Geri Yükleme Dizini" aracılığıyla değiştirin ve dosyanın geri yüklendikten sonraki depolama konumunu "Hedef Dizin" aracılığıyla belirtin.
Kısacası, DELEM DA-66T Ayarlar Modu; ürün verilerinin yönetimi ve geri yüklenmesi için verimli ve kullanıcı dostu araçlar sunarak üretim verilerinin güvenliğini sağlar.
Araç Yedeklemesi
Ana menüden "Yedekleme" seçeneğini seçin ve ardından "Araçlar"ı tıklayın.
Başlangıç yedekleme dizini ayarlandıktan sonra araç yedekleme arayüzüne geçersiniz. Bu işlev, kontrol sistemindeki araçları (delme uçları, kalıplar veya makine şekli parametreleri dahil) yedekleyebilir ve işlem süreci ürün yedeklemesiyle aynıdır.

Araç Geri Yüklemesi
Araç geri yükleme işleminin işlem süreci, ürün geri yüklemesiyle tamamen aynıdır; bu nedenle dizin ayarı, dosya seçimi ve onay mantığı aynı şekilde uygulanır ve böylece araç verilerinin hızlı bir şekilde geri yüklenmesi sağlanır.
Tablolar ve Ayarlar İçin Yedekleme ve Geri Yükleme
"Yedekle/Geri Yükle" sekmesi aracılığıyla kullanıcıya özel ayarlar ve tablo verileri yönetilebilir; bu işlemlerin mantığı ürün ve araç yedekleme/geri yükleme işlemleriyle aynıdır. Bunlardan "Tümü" işlevi, ürünleri, araçları, tabloları ve ayarları sırayla tamamlayarak otomatik olarak tam bir yedekleme veya geri yükleme işlemi gerçekleştirebilir; bu da toplu veri yönetim sürecini basitleştirir.
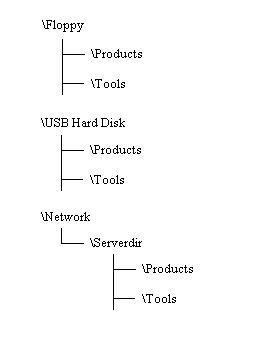
Dizin Gezintisi
"Yedekleme Dizini" işlevini kullanırken sistem, kullanılabilir yedekleme dizinlerinin bir listesini açar. Dizin gezintisi arayüzünde aşağıdaki işlemler gerçekleştirilebilir:
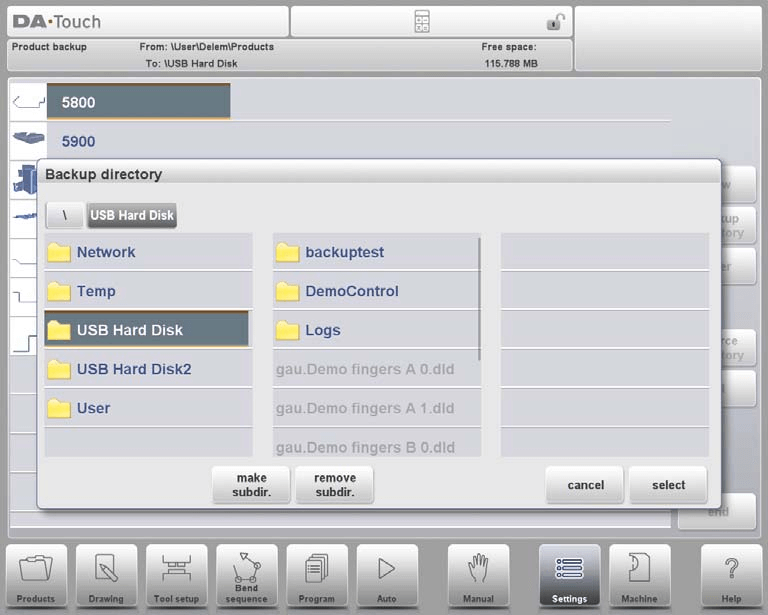
• Hiyerarşik Gezinti: Alt dizinleri genişletmek için nokta simgesine tıklayın ve "ÜST DİZİN" seçeneğiyle üst düzey dizine geri dönün; geçerli dizini onaylamak için "Seç"e tıklayın.
• Cihaz Değiştirme: Diğer depolama cihazlarını ve ilgili alt dizinleri seçmek için "ÜST DİZİN"e sürekli tıklayarak en üst düzey dizine ulaşın; ağ bağlantılı cihazlar için öncelikle "Ağ"ı seçmeniz, ardından hedef ağ birimini seçmeniz gerekir; bu işlem diğer cihazlarla aynı mantığa göre yürütülür.
• Dizin Yönetimi: "Alt Dizin Oluştur" aracılığıyla yeni bir klasör oluşturun ve gereksiz klasörleri "Alt Dizin Sil" ile silin; bir alt dizinin adına tıklayarak o dizine girin ve son olarak hedef dizini onaylamak için "Seç"e tıklayın.
Program ayarları
Program Ayarları'ndaki çeşitli parametrelerin makul şekilde yapılandırılması, bükme doğruluğunu önemli ölçüde artırabilir. Belirtilen ayarlanabilir seçenekler aşağıda yer almaktadır:
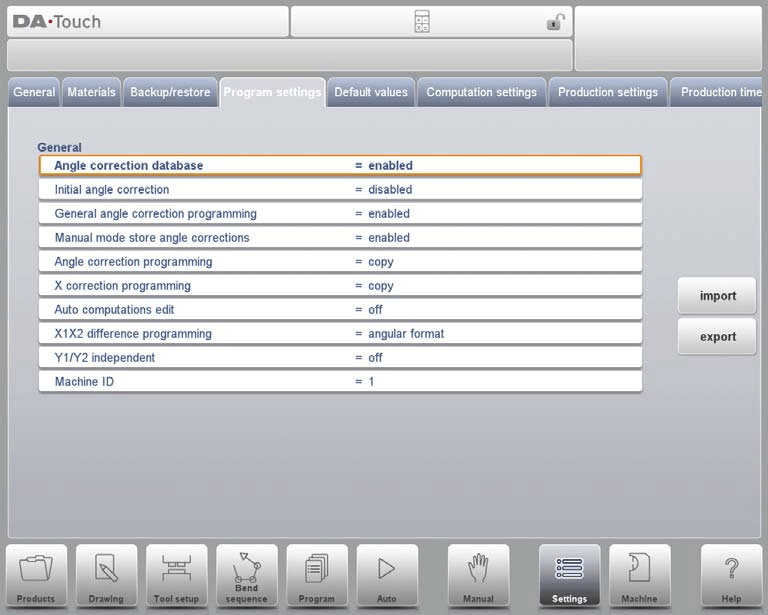
• Açı Düzeltme Veritabanı: Etkinleştirildikten sonra, açı düzeltmesi için özel bir veritabanı oluşturulur ve bükme doğruluğu sürekli olarak optimize edilir.
• Başlangıç Açısı Düzeltmesi: Projeye göre başlangıç açısı düzeltme parametrelerini ayarlayın.
Devre Dışı: Başlangıç açısı düzeltmesi programlanamaz.
Etkin: Tüm düzeltme genel bakışlarında başlangıç açısı düzeltmesi programlanabilir.
• Genel Açı Düzeltmesi Programlaması: İşlem tutarlılığını sağlamak için genel açı düzeltme parametrelerini özelleştirin.
Devre Dışı: Genel açı düzeltme işlevi yoktur.
Etkin: Sadece G-düz. α1 (varsayılan ayar).
α1 ve α2: G-düz. α1 ve G-düz. α2 için çift parametreli düzeltmeyi destekler.
• Manuel Modda Açı Düzeltmelerini Kaydetme: Sonraki işlemler için referans amacıyla manuel işlemler sırasında açı düzeltme verilerini kaydedin.
• Açı Düzeltme Programlaması: Karmaşık tasarım gereksinimleri için hassas açı düzeltme parametrelerini programlayın.
• X Düzeltme Programlaması: Bükme doğruluğunu sağlamak amacıyla X ekseni düzeltme parametrelerini ince ayarlayın.
Kopyala: CX1 değiştirildiğinde otomatik olarak CX2’ye eşitleyin (varsayılan ayar).
Delta: CX1 değiştirilirken CX1 ve CX2 arasındaki farkı sabit tutun.
Bağımsız: CX1 ve CX2 parametreleri bağımsız olarak değiştirilebilir.
• Otomatik Hesaplamalar Düzenle: Elle yapılan işlemlerdeki hataları azaltmak amacıyla hesaplama sürecini otomatikleştirin; bu, diğer ilişkili parametre değerlerini de etkileyebilir.
• X1/X2 Farkı Programlaması: Gerektiği şekilde X1 ve X2 arasındaki programlama farkını tanımlayın. Makine iki bağımsız X ekseni (X1 ve X2) ile donatılmışsa ve OP-W-X@ seçeneği yüklenmişse, X1 ve X2 değerleri açısal ilişkiye göre programlanabilir.
• Y1/Y2 Bağımsız: İşletimsel esnekliği artırmak amacıyla Y ekseni için bağımsız çalışma parametrelerini yapılandırın.
Kapalı: Tek Y ekseni programlama modu (varsayılan ayar).
Açık: Y1 ve Y2 parametreleri bağımsız olarak programlanabilir.
• Makine Kimliği: Varsayılan değer 1’dir; bu, gerçek ekipman yapılandırmasına göre ayarlanabilir.
Varsayılan Değer Ayarları
Varsayılan değer ayarları, makinenin başlatıldıktan sonra hızlıca çalışma durumuna geçmesini sağlar ve tekrarlayan manuel ayarlamaları azaltır. Yapılandırılabilen belirli parametreler aşağıda listelenmiştir:
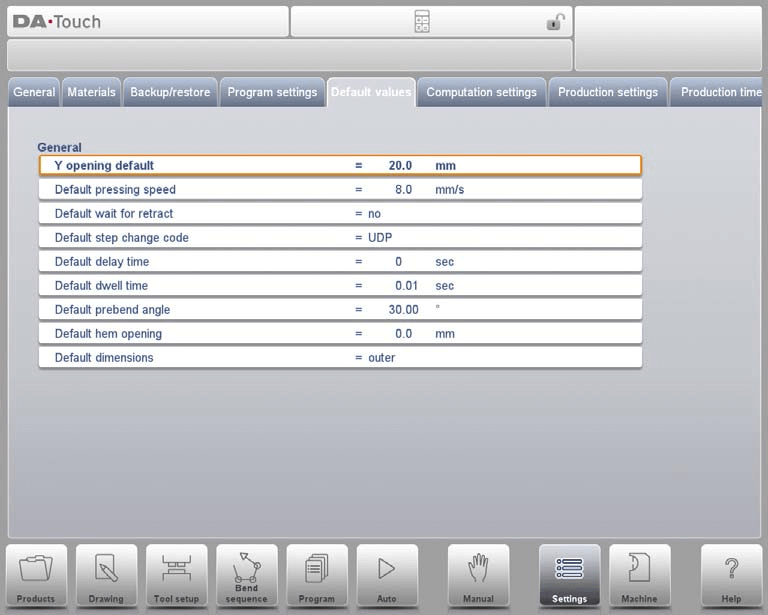
1. Y Açıklığı Varsayılanı: Program başlatma sırasında Y ekseni açıklığının boyutunu ayarlar.
2. Varsayılan Basma Hızı: Yeni programlar için başlangıç basma hızını önceden tanımlar.
3. Varsayılan Geri Çekilmeyi Bekle: Eğme programının işlem mantığını etkileyen "Geri Çekilmeyi Bekle" parametresinin başlangıç durumunu yapılandırır. Varsayılan ayar "Evet"tir.
4. Varsayılan Adım Değişimi Kodu: Eğme programında adım değişimleri için başlangıç kodunu ayarlar; varsayılan olarak "UDP" kullanılır.
5. Varsayılan Gecikme Süresi: Adım değişiklikleri sırasında X ekseni için bekleme süresini ayarlayın. Varsayılan değer 0'dır; bu değer, malzeme işleme gereksinimlerine göre uzatılabilir.
6. Varsayılan Bekleme Süresi: Eğme işlemi sırasında başlangıç bekleme süresini önceden belirleyin.
7. Varsayılan Ön Eğme Açısı: Grafiksel ürünlerin başlangıç ön eğme açısını tanımlayın.
8. Varsayılan Kenar Açıklığı: Kenar kıvırma (hemming) işlemlerinde kiriş konumlandırması için başlangıç açıklık mesafesini ayarlayın. Varsayılan değer 0,00 mm’dir (yani kenarlar arasında boşluk yoktur).
9. Varsayılan Boyutlar: Grafiksel ürün çiziminin boyut referansını (dış boyutlar veya iç boyutlar) önceden belirleyin; bu, "Boyutlar (D1)" parametresinin hesaplama mantığını doğrudan etkiler.
Yukarıdaki varsayılan parametreleri ayarlayarak makinenin başlangıç yapılandırması, belirli üretim ihtiyaçlarına göre özelleştirilebilir ve bu sayede işletme verimliliği artırılabilir.
Hesaplama Ayarları
DELEM DA-66T Ayarlar Modu'nda, bükme payı ile ilgili hesaplama mantığını değiştirmek ve bükme doğruluğunu daha da sağlamak amacıyla aşağıdaki parametreler ayarlanabilir:
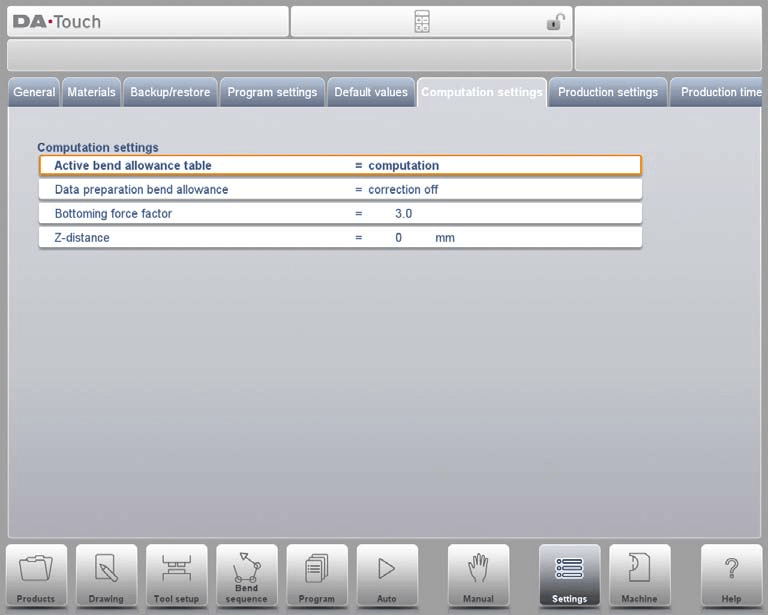
Etkin Bükme Payı Tablosu
• Hesaplama Modu: Kontrol sisteminin standart formülünü kullanarak bükme payı otomatik olarak hesaplanır.
• Tablo Modu: Bir bükme payı tablosu içe aktarılmışsa, önceden tanımlanmış değerler temel alınarak düzeltmeler yapılabilir.
Bükme Payı Düzeltmesi
• Düzeltme Kapalı: Sayısal programlama sırasında bükme payı eklenmez.
• Düzeltme Açık: Bükme payı ürün programlaması sırasında (Program Modu'nda) hesaplama dahil edilir. Sistem, eksen düzeltme parametrelerini otomatik olarak hesaplayıp kaydeder; bu parametreler Üretim Modu'nda (Otomatik Mod) görüntülenebilir ve ayarlanabilir.
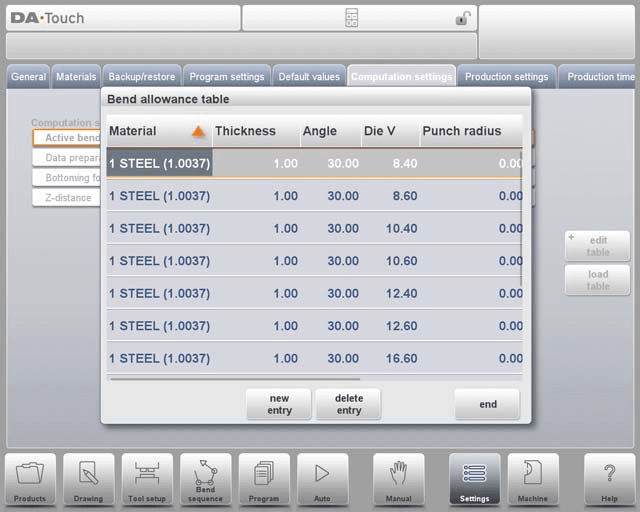
Hesaplama Ayarları arayüzünde, çeşitli parametreler tablo biçiminde ayarlanabilir: hedef alanı seçin, yeni değeri girin ve değişikliği tamamlamak için Enter tuşuna basın. Tablonun yalnızca denetim sistemine yüklendikten sonra düzenlenmesinin mümkün olduğu unutulmamalıdır; ayrıca bu menü aracılığıyla geçici olarak yeni tablo oluşturulamaz.
Mevcut bir bükme toleransı tablosunu yüklemek için "Tabloyu Yükle" işlevi aracılığıyla hedef dosya yoluna gidilebilir. Bükme toleransı tablosuyla ilgili ayrıntılı açıklamalar için resmi DELEM kılavuzuna bakınız.
Temel Ayarlanabilir Parametreler
1. Oturma Kuvveti Çarpanı: Hava bükmede gerekli kuvvetin çarpanını ayarlayarak hedef oturma kuvvetine ulaşın.
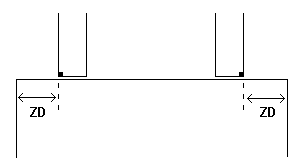
2. Z-mesafesi: Parmak kenarı ile sac köşesi arasındaki mesafeyi ayarlayın. Otomatik Z-ekseni donanımı varsa sistem, sac ucunun konumuna göre parmak yerleştirmesini otomatik olarak hesaplar.
Üretim Ayarları
DELEM DA-66T Ayarlar Modu'nda operatörler, verimlilik ve güvenlik dengesini sağlayarak bükme işlemini optimize etmek amacıyla aşağıdaki parametreleri esnek bir şekilde ayarlayabilir:
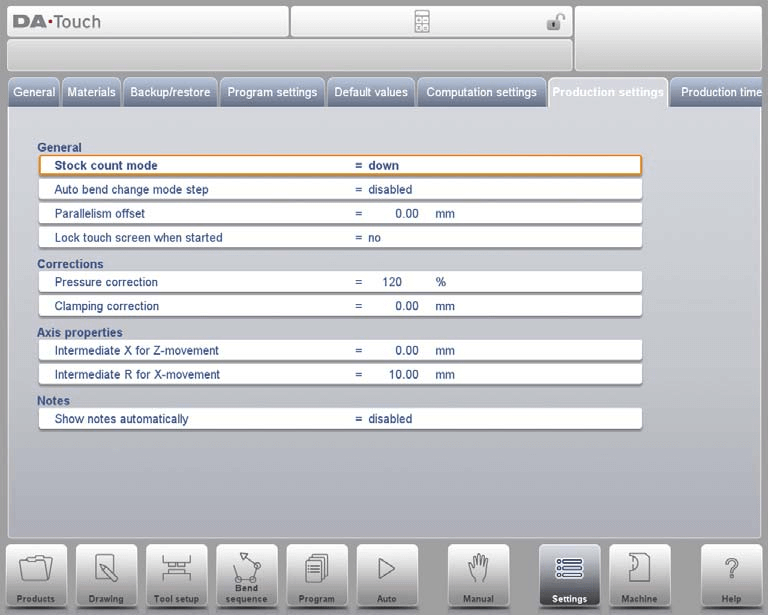
1. Malzeme Sayımı Modu: Malzeme sayacının sayma yönünü (artan veya azalan) yapılandırın. Azalan sayım, önceden belirlenmiş üretim hedeflerinin tamamlanması için uygundur; artan sayım ise üretim ilerlemesinin gerçek zamanlı izlenmesini kolaylaştırır.
2. Otomatik Bükme Değişimi Modu – Adım: Adım Modu etkinleştirildikten sonra başlatma düğmesine basın; sistem, sürekli işlemi sağlamak amacıyla bir sonraki bükme parametre kümesini otomatik olarak yükler.
3. Paralellik Ofseti: Y ekseni stroku için paralellik değerini ayarlayın. Bu değer, sıkma noktasının altındaki bölgede geçerlidir ve Y2 parametresine eklenerek bükme paralelliğinin sağlanmasını sağlar.
4. Çalıştırıldığında Dokunmatik Ekranı Kilitle: Bu seçenek etkinleştirildikten sonra, denetleyici çalışırken dokunmatik ekran kilitlenir ve yanlışlıkla yapılan işlemler nedeniyle parametre değişikliklerinin önüne geçilir.
5. Basınç Düzeltmesi: Basınç valfinin hesaplanan basınç yüzdesini ayarlayarak doğru basınç uygulanmasını sağlayın.
6. Sıkma Düzeltmesi: Levhanın sağlam bir şekilde sabitlenmesini sağlamak için kirişin sıkma konumunu kalibre edin. Pozitif değer, sıkma konumunun derinleştirilmesini; negatif değer ise sıkma konumunun yükseltilmesini gösterir.
7. Varsayılan Parça Destek Geri Dönüş Hızı: Eğme işleminden sonra parça desteğinin geri dönüş hızını (maksimum hızın yüzdesi olarak ifade edilir) ayarlayın; bu ayar yalnızca makine parça desteği işlevine sahip olduğunda kullanılabilir.
8. Parça Desteği Ek Açısı: Basınç azaltma sırasında parça destek ünitesine ek bir açı ekleyin; bu özellik, parça desteği işlevine sahip sistemlerde geçerlidir.
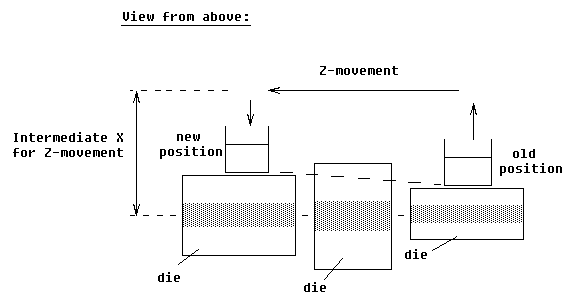
9. Z-hareketi Sırasında Ara X Konumu: Farklı boyutlardaki kalıplarla çarpışmayı önlemek için Z-ekseni hareketi sırasında X-ekseninin güvenli konumunu tanımlayın.
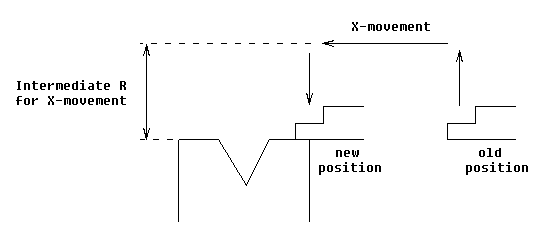
10. X hareketi için Ara R Pozisyonu: Kalıp güvenli bölgesi içinde hareket etmek ve çarpışmaları önlemek amacıyla, X ekseni hareketi sırasında R ekseninin ara konumunu ayarlayın.
11. Notları Otomatik Göster: Otomatik Mod'da yeni bir bükme adımı seçildiğinde sistem, o adım için notları otomatik olarak görüntüleyerek operatörün algılama yeteneğini artırır ve işlem tutarlılığını sağlar.
Yukarıdaki ayarlar sayesinde DELEM DA-66T cihazı, belirli üretim ihtiyaçlarına daha iyi uyum sağlayabilir; bu da verimlilik ve güvenlik açısından çift yönlü bir iyileşme sağlar.
Üretim Süresi Hesaplama
DELEM DA-66T Ayarlar Modu'nda aşağıdaki parametreler, bükme sırasının üretim süresi hesaplamasını optimize etmek amacıyla yapılandırılabilir; böylece süre tahmini, gerçek işlem sürecine tam olarak uygun olur:
Üretim Süresi Hesaplama Mantığı
Üretim süresinin hesaplanması, çoğunlukla eksen konumlandırma hızına ve ürün işleme süresine bağlıdır. Bunlardan eksen konumlandırma hızı makine ayarları tarafından belirlenirken, işleme süresi doğrudan ürün boyutuna (özellikle uzunluk ve genişlik) bağlıdır; küçük ürünler daha yüksek işleme verimine sahiptir, ancak büyük şerit şeklindeki ürünlerin çevrilmesi işlemi daha fazla zaman alır.
Çevirme Süresi Yapılandırması
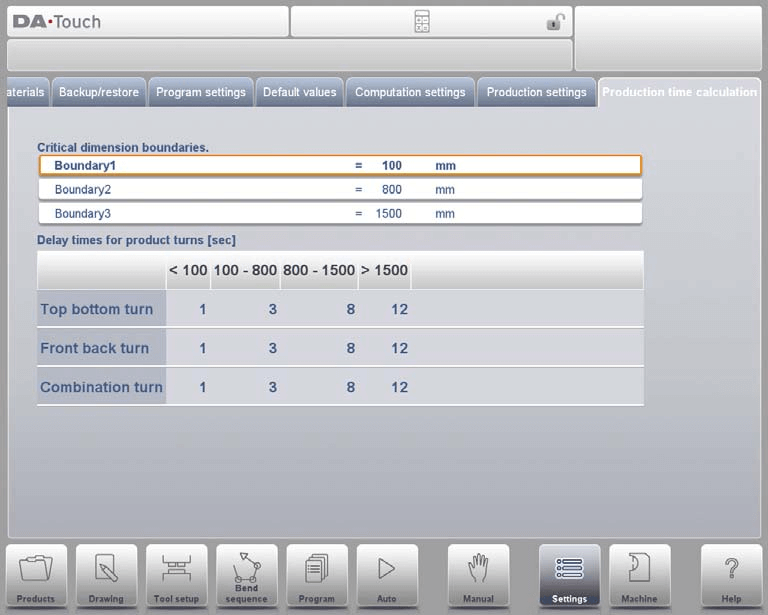
Farklı boyutlardaki ürünlerin çevrilme süresi bir tablo aracılığıyla ayarlanabilir (birim: saniye). Bu tablo ürün uzunluklarını dört aralığa böler ve her aralık, farklı çevirme türleri için (üst-alt çevirme, ön-arka çevirme, bileşik çevirme) önceden tanımlanmış sürelerle eşleştirilir. Aynı zamanda üç uzunluk sınır değeri (Sınır 1, Sınır 2, Sınır 3), farklı boyutlardaki ürünler için çevrilme sürelerinin doğru şekilde uyarlanmasını sağlamak amacıyla özelleştirilebilir.
Bu parametrelerin ayarlanmasıyla üretim süresi hesaplaması, gerçek işletme senaryosuna daha uygun hale getirilebilir ve üretim planı hazırlama sürecine güvenilir bir temel sağlayabilir.
Zaman ayarları
Doğru sistem saatinin yapılandırılması, tüm makine işlem kayıtlarının tam izlenebilirliğini sağlar ve bu kayıtları proje zaman çizelgesiyle eşzamanlı tutar. Yapılandırılabilen seçenekler aşağıda belirtilmiştir:
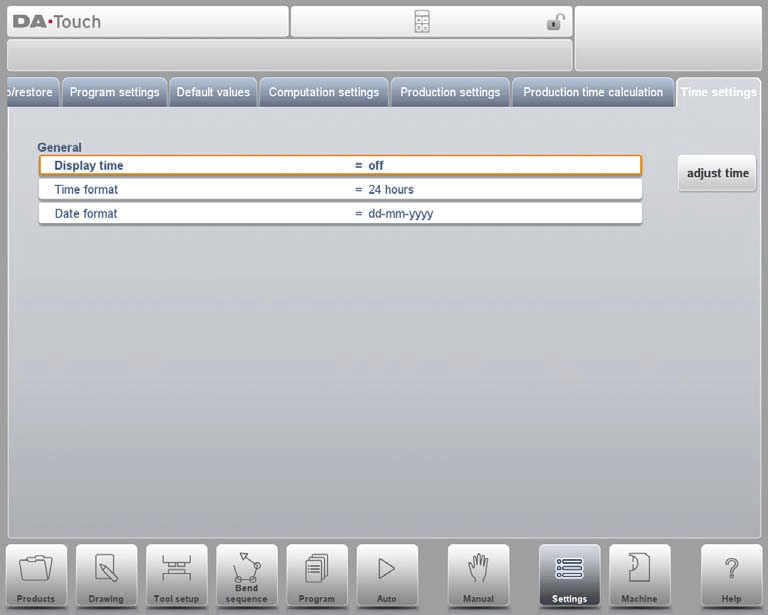
• Saat Gösterimi: Başlık çubuğunda saat gösterim biçiminin seçilmesi (tarih ve saat gösterimi, yalnızca saat gösterimi, saat gösterimi yok).
• Saat Biçimi: Saat gösterim biçiminin seçilmesi (24 saatlik biçim veya 12 saatlik biçim).
• Tarih Biçimi: Tarih gösterim biçiminin seçilmesi (gg-aa-yyyy, aa-gg-yyyy veya yyyy-aa-gg).
• Saati Ayarlama: Sistem tarih ve saatinin manuel olarak değiştirilmesi. Bu işlem, Windows işletim sisteminin tarih ve saatini de eşzamanlı olarak günceller.
Sık Sorulan Sorular (SSS)
DELEM DA-66T Ayarlar Modu’ndaki parametrelerin ayarlanması makine güvenliğini etkileyebilir mi?
Evet. Tüm parametre ayarları, yanlış parametre ayarlarından kaynaklanan güvenlik kazalarını önlemek ve makinenin her zaman güvenli bir çalışma durumunda olmasını sağlamak için güvenlik standartlarına ve üreticinin talimatlarına kesinlikle uymalıdır.
Pres freni nasıl doğru şekilde kalibre edilir?
Pres freninin doğru şekilde kalibre edilmesini sağlamak için öncelikle makinenin yatay bir konumda yerleştirildiğinden emin olun; ardından eğme kalıbının açısını ölçmek için dijital bir açı ölçer kullanın ve üreticinin belirttiği kalibrasyon standartlarına göre ayarlamayı yapın.
Pres freni üzerinde bakım ne sıklıkla yapılmalıdır?
Rutin bakım, makine 500 saat çalıştığında önerilir; bu bakım, temel bileşenlerin durumunun kontrol edilmesini, makine yüzeyinin temizlenmesini ve hareketli parçaların yağlanmasını içerir.
Sonuç
Özetle, DELEM DA-66T Ayarlar Modu’nun işlevini ve parametre ayarlarını uzmanca öğrenmek, pres bükme makinesinin işletme verimliliğini optimize etmenin temelidir. Eksen parametreleri, takım parametreleri ve güvenlik protokolleri gibi temel ayarları uygun şekilde yapılandırarak yalnızca bükme doğruluğu ve üretim verimliliği değil, aynı zamanda ekipmanın kullanım ömrü de etkili bir şekilde uzatılabilir.
DELEM DA-66T’nin performans potansiyelini tam olarak ortaya çıkarmak için, belirli üretim ihtiyaçlarınıza göre ilgili ayarları düzenli olarak gözden geçirmeniz ve güncellemeniz önerilir. İşletim sırasında herhangi bir sorunla karşılaşırsanız veya daha fazla teknik destek ihtiyacınız olursa, lütfen teknik ekibimizle iletişime geçmekten çekinmeyin. Ayrıca, ekipman optimizasyonu ile ilgili daha fazla uygulamalı beceri edinmek için diğer teknik dokümanlarımıza da başvurabilirsiniz.

