















































Sac metal bükme kesme sırası
Sac metal bükme işlemi için ana hususlar şunlardır: önceki bükmenin sonraki bükme işlemini etkilememesi ilkesi ve bükmenin kalıp veya takım tezgâhına baskı uygulamaması ilkesi.
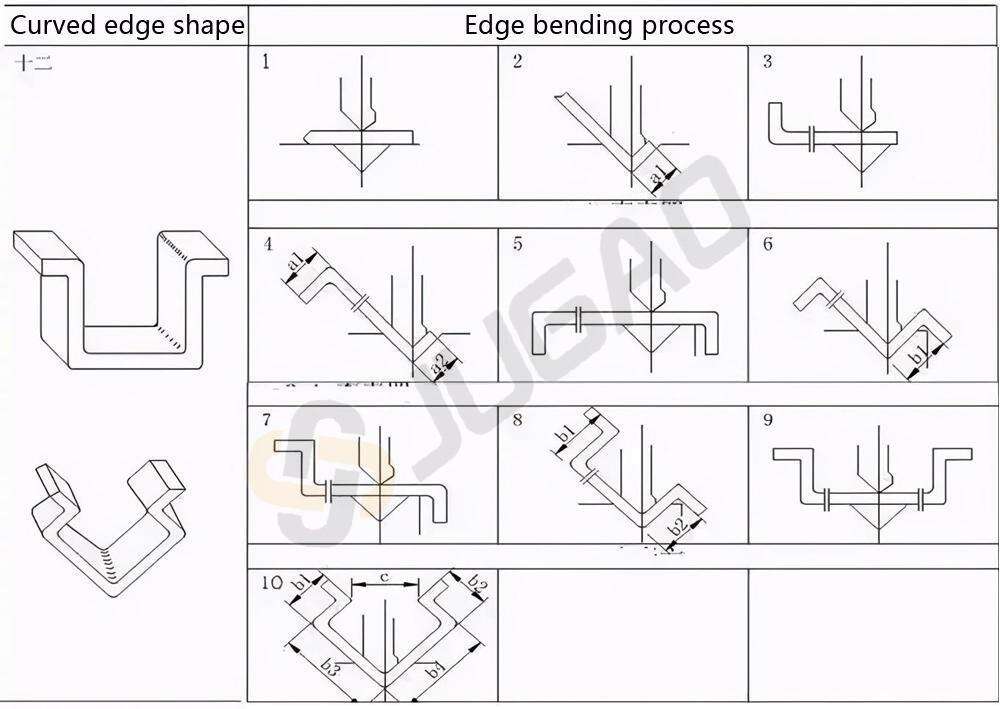
Aşağıda görsellere atıfta bulunularak bir açıklama verilmiştir:
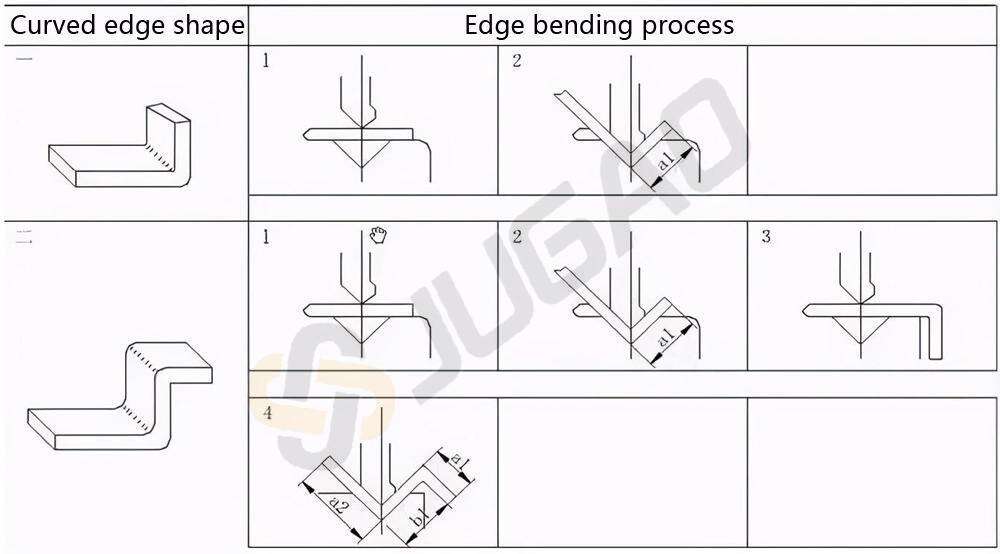
Şekiller 1 ve 2’de gösterildiği gibi: L şeklindeki bükümler esas olarak minimum bükme boyutunu; Z şeklindeki bükümler ise esas olarak minimum bükme boyutunu ve ters bükümün minimum yüksekliğini dikkate alır.
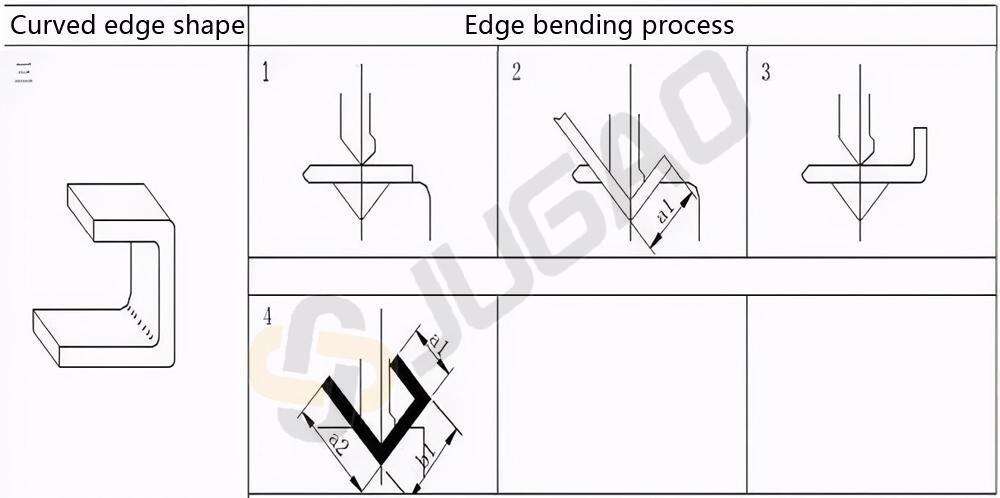
Şekil 3’te gösterildiği gibi: Kanal çeliği bükülürken ana dikkat edilecek nokta, b1 boyutunun a1 boyutuna oranıdır. Büküldükten sonra ilk büküm, üst bükme kalıbı ile çarpışmamalıdır.
Şekil 4’te gösterildiği gibi: Bu büküm, Şekiller 1, 2 ve 3’te görülen çeşitli faktörleri dikkate almayı gerektirir. Adım 5’te iş parçasını tutan elin konumuna dikkat ederek elinizi ezmemeniz için önlem alın.
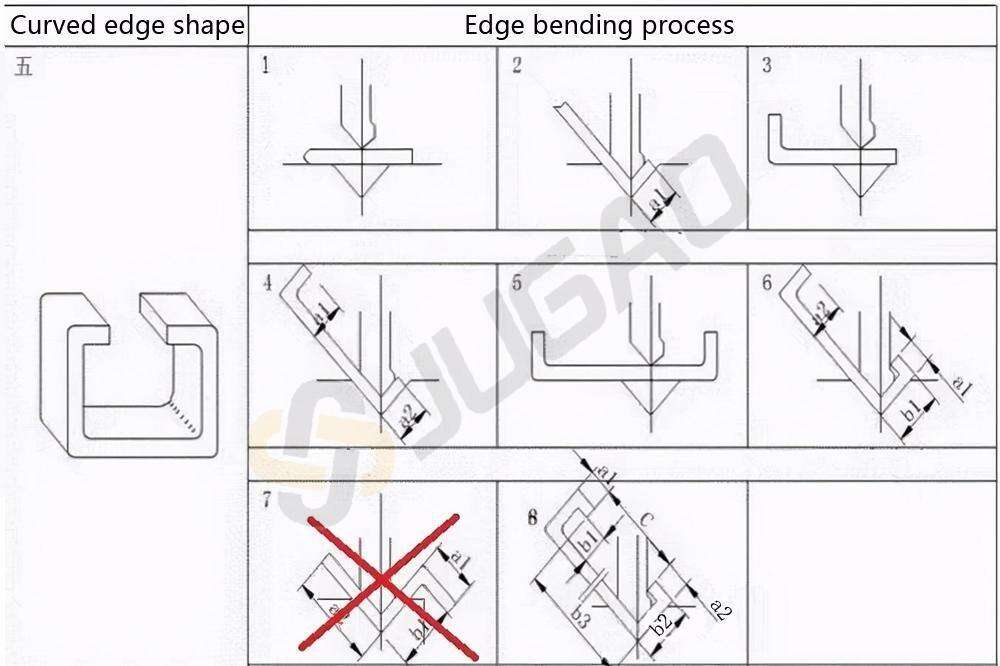
Şekil 5’te gösterildiği gibi: Adım 7 yanlış ve gereksizdir; bu nedenle silinmelidir.
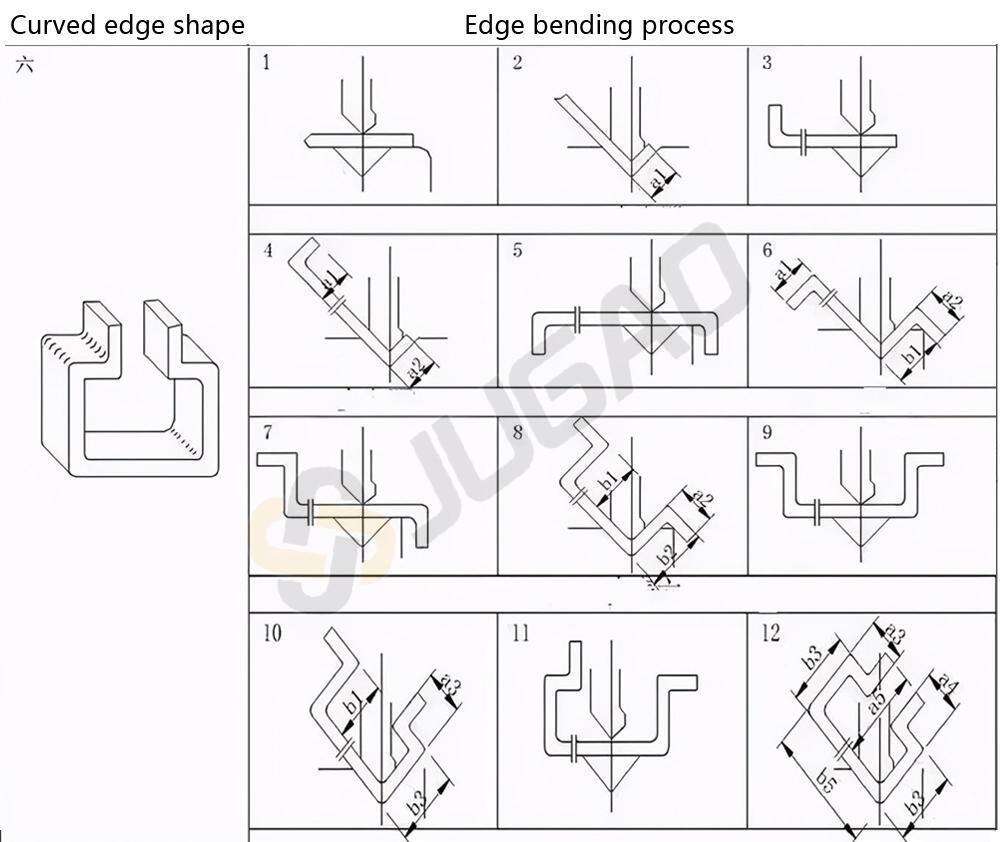
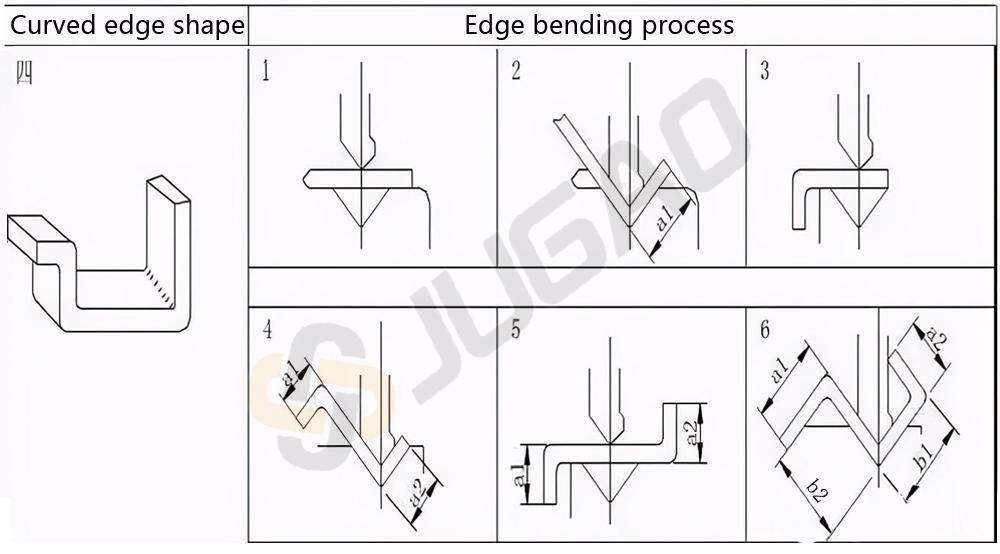
Şekil 6’da gösterildiği gibi: Son adımdaki b5 uzunluğunun göreceli olarak uzun olduğu unutulmamalıdır. Herhangi bir büküm, kalıpla çarpışmamalı, üstelik kalıbın içine girmemelidir. Özel kalıplar için istisnalar geçerlidir.
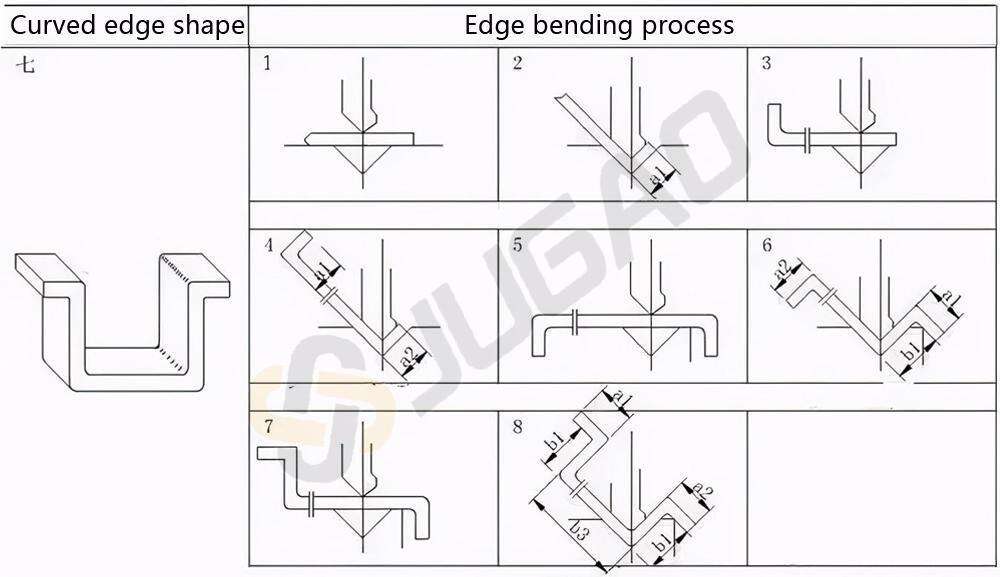
Şekil 7’de gösterildiği gibi: Bu tür büküm, takviye ribleri için yaygın olarak kullanılan bir şekildir ve büküm sırası mutlaka öğrenilmelidir.
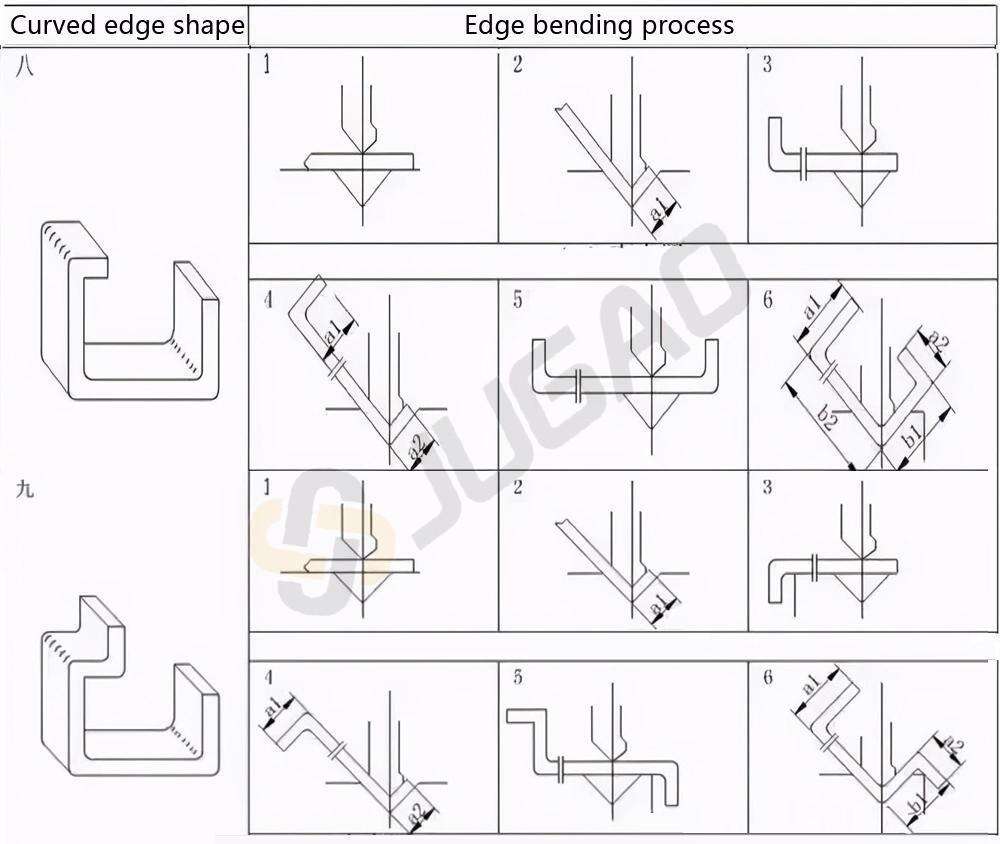
Şekiller 8 ve 9, yukarıdaki büküm sırasını göstermektedir; bunu anladıktan sonra bu işlem zor olmamalıdır.
Şekil 10, eğme şekillerinin tekrar etmesi ve ana görüntünün eğme sırası diyagramıyla örtüşmemesi nedeniyle silinmiştir.
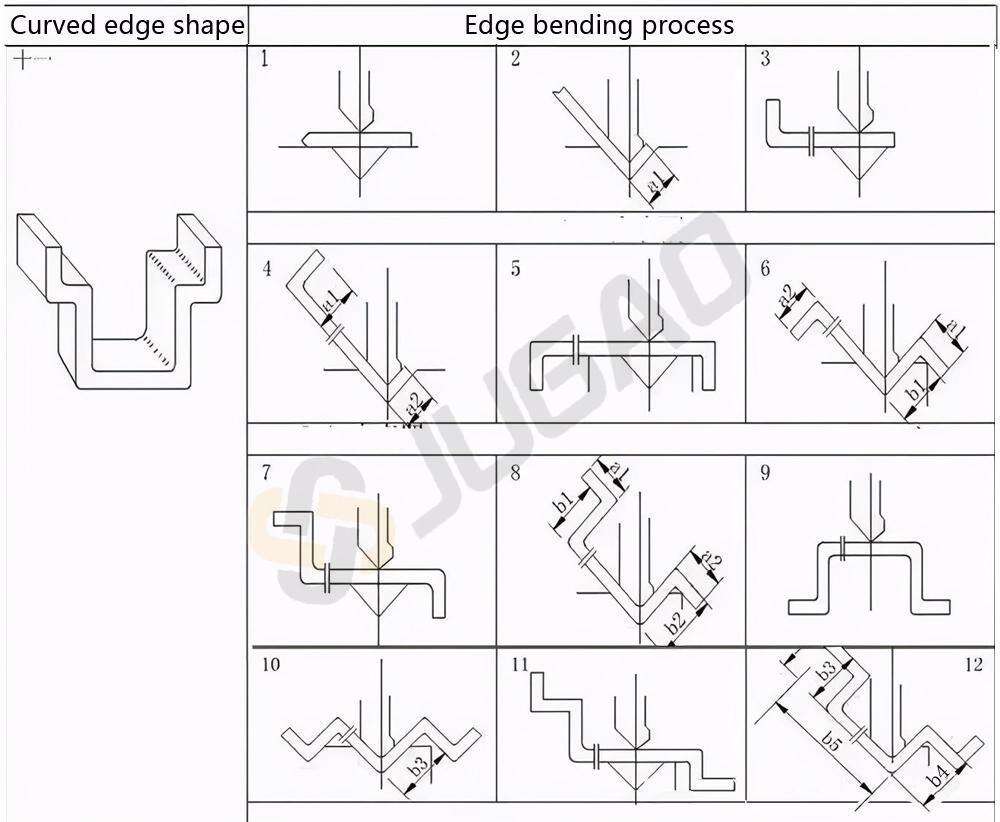
Şekil 11’de gösterildiği gibi: Adımlar çok olsa da aslında eğme işlemi zor değildir. Kesik tel üzerinde dikkatli olun, biraz düşünün ve anlayacaksınız. Çok basittir.
Sac bükme işlemi deneyim gerektirir; deneyimli usta kişilerin sacları nasıl ve neden bu şekilde büküldüğünü gözlemleyin. Bükme makineleri veya bükme süreçleri hakkında daha fazla bilgi edinmek için lütfen JUGAO CNC MACHINE ekibimizle iletişime geçin.

