















































DELEM DA-66T Programlamasından Daha Yüksek Verimlilik Elde Etmek
Pres bükme makineleriyle operasyonlarınızın verimliliğini artırmak söz konusu olduğunda, DELEM DA-66T ürün programlamasını anlamak esastır. Bu sistem yalnızca iş akışınızı kolaylaştırmakla kalmaz, aynı zamanda bükümlerde hassasiyet sağlar ve hazırlık süresinde azalma sağlar. DELEM DA-66T araç yapılandırmasını tam olarak entegre ederek verimliliği en üst düzeye çıkarabilir ve çıktı kalitesini artırabilirsiniz.
Bu kılavuzda, DELEM DA-66T ürün programlamanızın metal işleme süreçlerinizde verimliliği nasıl önemli ölçüde artırabileceğini adım adım göstereceğim. Temel bilgilerle başlayarak özel büküm parametreleri ve fonksiyonlarına dalmaya kadar, bu gelişmiş kontrolcünün tam potansiyelinden nasıl yararlanacağınızı öğreneceksiniz.
Ürün Programlamaya Başlarken
DELEM DA-66T ürün programlamasına başlamak için fonksiyonları ve parametreleri tanımanız önemlidir. Program arayüzü, kolay navigasyon ve kurulum sağlayacak şekilde kullanıcı dostu olarak tasarlanmıştır.

Sayısal bir program oluşturmak veya değiştirmek için Ürünler modundan yeni bir program başlatın ya da doğrudan girmek için Program seçeneğini kullanın.
Mevcut bir CNC programını düzenlemek için Ürünler genel görünümünden bir ürün seçin ve Program gezinme düğmesini tıklayın. Yeni bir program başlatırken Yeni Program'ı seçin ve ana ürün özelliklerini girdikten sonra sistem otomatik olarak Program moduna geçecektir.
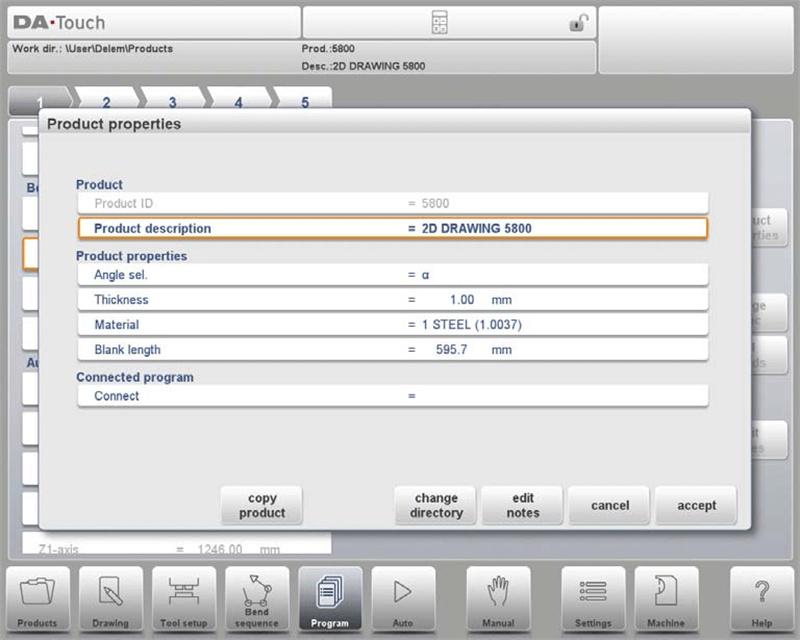
Ana ürün özelliklerini değiştirmek için Ürün Özellikleri'ne dokunun. Bu program parametreleri, programın her bükümü için aynıdır (programın ana verileri).
Malzemenin yüklenmesi, kalıp seçimi ve gerekli özelliklerin girilmesi gibi ana işlevleri keşfederek başlayın. Malzeme kalınlığı, iş parçasının uzunluğu ve takımlama ayarları gibi her parametre, doğru ürün üretiminde kritik öneme sahiptir.
Parametre açıklaması:
Ürün Kimliği: Her program için harf ve rakamlardan oluşan, en fazla 25 karakter uzunluğunda benzersiz bir tanımlayıcı atayın.
Ürün Açıklaması: Program için açıklayıcı bir ad veya numara girin, bu da yine en fazla 25 karakter olabilir ve harf ile rakamlardan oluşabilir.
Açı Seçimi: İki Y-ekseni programlama modu arasında seçim yapın:
0 = Bir büküm için mutlak pozisyon.
1 = α, açı belirtilir ve Y-ekseni konumu hesaplanır.
Kalınlık: Sacın kalınlığı.
Malzeme Seçimi: Büküm derinliklerini hesaplamak için 6 önceden tanımlanmış veya 99 programlanabilir malzemeden birini seçin. Malzemeleri Ayarlar sayfasındaki Malzemeler sekmesinden yapılandırın.
Ham Uzunluk: Ürün için gereken orijinal sac uzunluğunu tanımlayın, 2D çizime dayalıysa hesaplanır.
Programları Bağla: Çoklu adımlardan 3D ürünler oluşturmak için programları birbirine bağla.
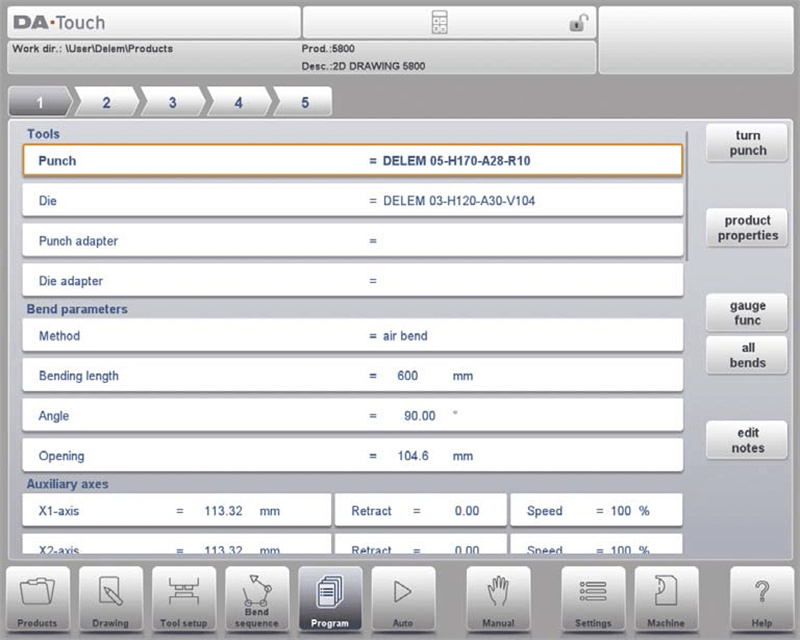
Ana ekran mevcut bükümleri gösterir ve bu ana ekrandan, her mevcut bükmeye ait özel parametreler görüntülenebilir ve düzenlenebilir.
Ekranın üst kısmındaki büke seçici, DELEM DA-66T Ürün Programlama'da bükümler arasında gezinmek için kullanılabilir. Gösterilen bükümler, istenen büke verilerini kolayca seçmek için dokunulabilir.
Tüm bükümler için geçerli olan ürün özelliklerinin gösterildiği ve düzenlenebildiği yeni bir pencere açar.
Gauge Fonksiyonları: Parmak pozisyonlarına göre eksen pozisyonlarının programlanabildiği bir pencere açar.
Tüm Bükümler: Tüm bükümlerin bir tabloda gösterildiği yeni bir pencere açar.
Notları Düzenle: Geçerli ürün hakkında notları görüntülemeyi ve düzenlemeyi sağlayan bir pencere açar.
Bu yapısal yaklaşım, endüstriyel ortamlarda operasyonel iş akışlarının optimize edilmesine, hassasiyetin artırılmasına ve verimliliğin yükseltilmesine yardımcı olur.
Bu özelliklere aşina olmak, doğru bir başlangıç yapmanızı ve verimli ürün programlamanın avantajlarından yararlanmanızı sağlar.
Büküm Parametrelerini Anlamak
DELEM DA-66T, hassas operasyonlar için kritik öneme sahip kapsamlı bir büküm parametresi listesi içerir. Ürün kimliği ve ürün açıklaması ekranın üst satırında görüntülenir.
Doğru aletleri, malzeme türüne ve kalınlığa dikkat ederek seçerek başlayacaksınız.
Çekiç Seçimi: DELEM DA-66T Ürün Programlamada, çekiç adı (kimlik) çok önemlidir. Akıcı alet yönetimi için değiştirmek üzere dokunun ya da kütüphane içinden seçim yapın.
Kalıp Seçimi: Kolayca dokunarak kalıp kütüphanesinden kalıbı seçin veya değiştirin.
Çekiç Adaptörü: Kütüphaneden çekiç adaptörünü seçin ve programlayın. DELEM DA-66T Ürün Programlaması, adaptörün etkin kullanımına yönelik Makine modu ayarlarına dayanır.
Kalıp Adaptörü: Benzer şekilde, optimal çalışma için Makine modu parametrelerine bağlı olarak DELEM DA-66T Ürün Programlaması aracılığıyla bir kalıp adaptörü seçin.
Araç Programlama: Araç kimliklerini verimli bir şekilde programlayın veya araç seçenekleri için kütüphaneyi gözden geçirin. Alet yönelimini ayarlamak için ' Bükme Matrisi ' veya ' Bükme Punsi ' kullanın.
Bükme açısı, yarıçapı ve kenar boyu gibi bükme parametreleri, istenen çıktıya göre ayarlanır.
Büküm Parametreleri
Yötem
Gerekli bükme yöntemini seçin. Kontrol ünitesi 5 yöntemi destekler:
• hava bükme
• alttan bükme
• kıvırma
• kenar kıvırma ve tam oturma
• taşıma
Aşağıdakiler, detaylı özelliklerdir:
Hava eğme:
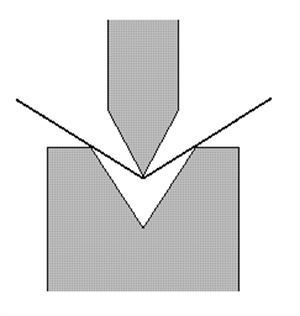
DELEM DA-66T Ürün Programlama, zımbayı gerekli derinliğe getirerek programlanmış açıyı elde etmek için gereken Y-ekseni konumunu verimli bir şekilde hesaplar.
Tabana oturtma (Bottoming):
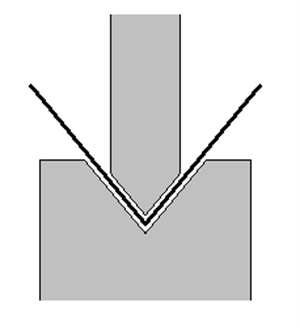
DELEM DA-66T Ürün Programlama'da, sac, zımba ve matris arasında preslenerek bükülür ve hassas büküm için matrisin altı, gerekli Y-ekseni konumu olarak kabul edilir.
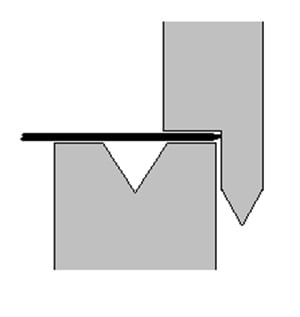
- Evet.
DELEM DA-66T Ürün Programlama ile, daha önce keskin bir açıyla bükülmüş sac, iki katına katlanır. Sistem, 'kenar açıklığı' programlamasını kullanarak ayarlamalar yapar ve Y-ekseni konumunu matris yüzeyi artı sac kalınlığının iki katı olarak doğru bir şekilde hesaplar.
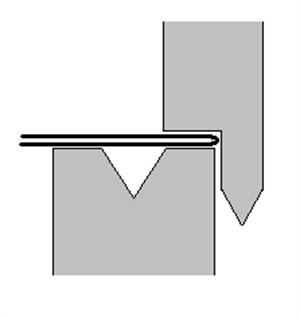
Kenar Kıvırma & Tam Oturma:
Kenar kıvırmaya benzer, ancak DELEM DA-66T Ürün Programlama, matrisin üst kısmını Y-ekseni konumu olarak kabul eder ve zımba ile matris arasında hassas katlama ve preslemeyi sağlar.
Taşıma: DELEM DA-66T Ürün Programlama, Y eksenini sabit tutarak bükme olmayan adımları kolaylaştırır ve arka ölçüm eksenlerinin programlanmış değerlere göre konumlanmasına izin verir. Ürün taşıma verimliliği için harici bir adım değişikliği (C girişi) gereklidir.
Not 1: Kapak bükümleri burada özel bir kapak zımbası ile gösterilmiştir ancak bu zorunlu değildir.
Not 2: Altta çalışma işlemi seçildiğinde, Y ekseni kirişinin büküm sonu pozisyonu çalışma kuvvetine bağlıdır. Ancak kuvvet, kirişin hesaplanan Y ekseni büküm sonu pozisyonuna ulaşması için yeterliyse, kiriş stroku pozisyon değerine göre sınırlanacaktır.
Bükme uzunluğu: Araçlar arasındaki sacın uzunluğu.
Açı: Bu büküm için gereken açı. Bu parametre yalnızca 'Açı sel.' parametresiyle açı programlama seçilmişse ve büküm yöntemi hava büküm ise görünür.
Kapak Açıklığı: DELEM DA-66T Ürün Programlama, kapak bükümleri için flanşlar arasındaki açıklık mesafesine dayanarak kiriş pozisyonunu hesaplar.
Bükme Pozisyonu: Mutlak programlama kullanıldığında veya alttan bükme/yapıştırma yöntemleri etkin olduğunda, bir bükme için gereken Y ekseni pozisyonu ortaya çıkar.
Açıklık: Bu parametre, bükmeden sonra punta ile kalıp arasındaki boşluğu tanımlar. DELEM DA-66T Ürün Programlamasında pozitif değerler 'Mute' değerinin üzerindeki boşluğu, negatif değerler ise altındakini gösterir.
Yardımcı Eksen: DELEM DA-66T Ürün Programlaması, negatif X ekseni değerlerini göreli olarak yorumlar ve bunları mevcut pozisyondan çıkarır; bu, ardışık işlemler için uygundur.
Geri Çekilme: Seçilen bir eksenin mevcut bükmedeki geri çekilme mesafesi, kiriş sacı sıkıştırmaya başladığında devreye girer ve böylece işleme süresini optimize eder.
Eksen Hızları: DELEM DA-66T Ürün Programlamasında hızlar, maksimumun yüzdesi olarak ayarlanabilir ve üretim süreçlerinde hassas kontrol sağlar. Bu özelliklerin anlaşılması ve kullanılmasıyla üreticiler verimliliği ve üretkenliği önemli ölçüde artırabilir.
Notları düzenle
Düzenleme notları özelliği, her bir işe özel ayrıntılı talimatlar eklenmesine olanak tanır ve bu durum ileride referans alınması açısından değerli olabilir.
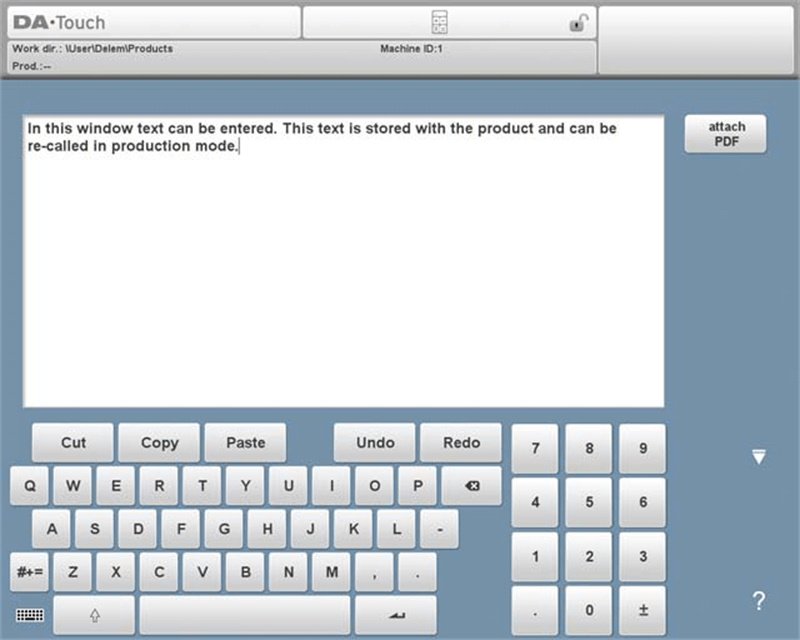
Nota bir PDF dosyası eklemek için PDF Ekle'ye dokunun. Dizin tarayıcısı aracılığıyla bir PDF dosyası seçilebilir ve bu dosya ürüne dahil edilir.
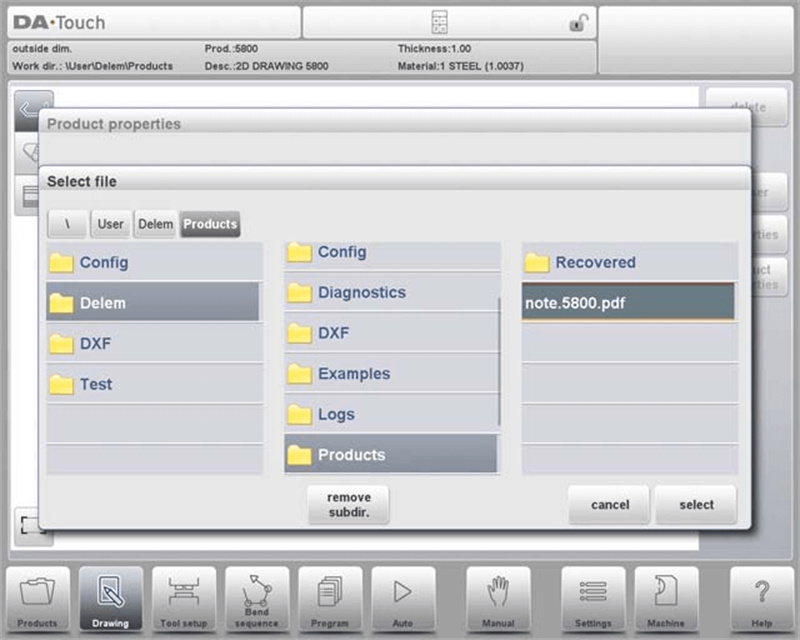
Metin notu eklenmeden sadece bir PDF dosyası eklendiğinde kullanıcı, Otomatik kipta Notlar göstergesine bastığında PDF anında gösterilir.
Ölçüm fonksiyonu
Ayrıca, ölçüm fonksiyonu malzemenin doğru şekilde konumlandırılmasına yardımcı olur ve tekrarlı işlemlerde tutarlı doğruluk sağlar.
DELEM DA-66T Ürün Programlamada, 'Ölçüm Fonk' penceresi, her büküm için istenen parmak pozisyonlarını programlamada önemli olan geri ölçüm parametrelerini yönetmek için açılır.
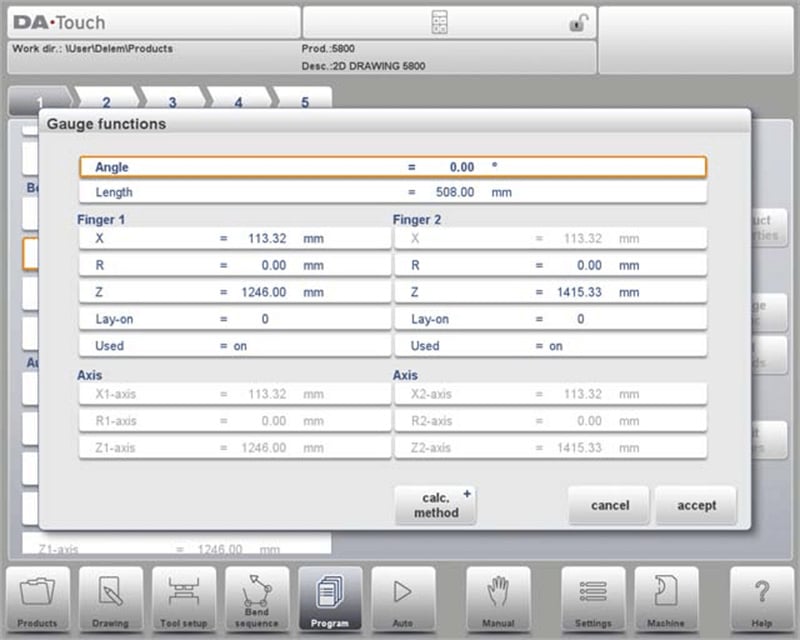
Açı: Hassas açısal konumlandırma için geri ölçüm parmaklarının açısını belirler.
Uzunluk: Geri ölçümün konumlandırılması için ürünün kenar uzunluğunu ayarlar, özellikle Z-konumlandırma.
X: Sac yerleştirme için X yönünde parmakların manuel olarak ayarlanabilir konumu.
R: R yönünde elle ayarlanabilir konum, konumlandırmada daha hassas kontrol imkanı sağlar.
Z: Z yönündeki ayarlamalar, parmak konumlandırmasının optimize edilmesine olanak tanır.
Lay-on: DELEM DA-66T Ürün Programlama ile birden fazla parmak pozisyonunun programlanmasına izin verir ve eksen pozisyonlarını etkilerken ölçüm noktalarının konumunu sabit tutar.
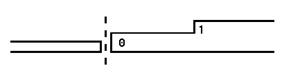
Lay-on = 0: lay on yok (öntanımlı)
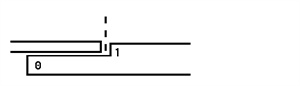
Lay-on = 1: birinci seviyede lay on
Lay-on = 2: ikinci seviyede lay on
Lay-on = 3: üçüncü seviyede lay on
Kullanım Parametresi: DELEM DA-66T Ürün Programlama içindeki park fonksiyonu; kullanılmadığında parmakları Z pozisyonuna göre park eder. İkiden fazla parmak olduğunda uygulanabilir.
Değişikliklerin Etkisi: 'Lay-on' ayarının değiştirilmesi, ölçü konumlarını sabit tutarken X ve R eksenleri pozisyonlarını etkiler ve böylece DELEM DA-66T Ürün Programlama sürecini kolaylaştırır.
Lay-on = 0
Yatır = 1
Bükme Fonksiyonlarını Keşfetmek
Bükme fonksiyonları, DELEM DA-66T ürün programlamasının en iyi şekilde yapılandırılması için hayati öneme sahiptir. Yardımcı fonksiyonlar, kurulumdaki değişikliklere otomatik olarak ayarlanarak manuel müdahaleleri azaltmada önemli bir rol oynar.
1. Sessiz Nokta Ayarı:
Amaç: Y ekseni hareketini hızlı kapatmadan presleme hızına geçirmektir.
Detaylar: Sacın üzerindeki sessiz nokta mesafesini programlayın. Varsayılan sessiz değer, programlı kalıptan alınır.
Notlar: Kullanılabilirlik, makine ayarlarına bağlıdır.
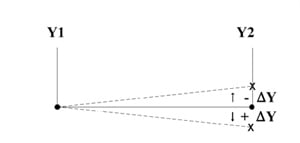
2. Paralellik: Sol ve sağ taraftaki silindirlerin (Y1 ve Y2) farkıdır. Pozitif olduğunda sağ taraf altta kalır. Negatif olduğunda sağ taraf üstte kalır. Programlı değer, sıkma noktasının altındayken etkindir.
3. Tekrar:
0 = bükme işlemi atlanır.
1 ile 99 arası = bu bükmenin tekrarlanacağı sayı.
4. Geri Çekilmeyi Bekle Yapılandırması
Amaç: Geri çekme sırasında Y ekseni bekleme kontrolü.
Seçenekler:
Hayır: Pens tutma noktasını geçerken Y ekseni durmadan geri çekilmeye başlar.
Evet: Geri çekme tamamlanana kadar Y ekseni pens tutma noktasında durur.
5. Adım Değişimi Kodu:
Amaç: Bir sonraki bükme parametrelerinin ne zaman etkin hale geleceğini tanımlamak.
Ayarlar:
0 – ER: Basınç düşürmenin sonunda değiştir.
1 – MUTE: Açılırken sessiz pozisyonda değiştir.
2 – UDP: Üst ölü noktada değiştir.
3 – UDP DUR: Eksen hareketi olmadan üst ölü noktada değiştir.
4 – HARICI: C-giriş etkin iken değiştir; travers veya geri çekme hareketi yok.
5 – UDP HARICI: Üst ölü noktada C-giriş ile değiştir, travers ve geri çekme hareketine izin verir.
6. Gecikme süresi: Adım değişikliğinden önceki programlanabilir gecikme süresi (0-30 sn).
7. Kuvvet: Basınç sırasında ayarlanan maksimum kuvvet (otomatik olarak hesaplanır).
8. Bekleme süresi: Bükme noktasında matkabın bekleme süresi.
9. Dekompresyon: Büküldükten sonra çalışan basıncı salmak için dekompresyon stroku.
10. Presleme ve Dekompresyon Hızı:
Presleme Hızı: Varsayılan ayarlardan başlayarak çalışma hızı.
Dekompresyon Hızı: Dekompressiyon sırasında programlanmış hız.
11. Parça Destek Geri Dönüş Hızı:
Amaç: Büküldükten sonra parça desteğinin geri dönüş hızını ayarlamak.
Not: Parça destek sistemi ile kullanılabilir.
Büküm parametreleri – Tüm Bükümler
Tüm bükümlerde büküm parametrelerinin programlanması, üretim sırasında tek tipliği ve minimum hata payını sağlamanın önemli bir yönüdür. Bu özellik, sadece malzeme israfını azaltmakla kalmaz, aynı zamanda genel büküm sürecini de hızlandırır.
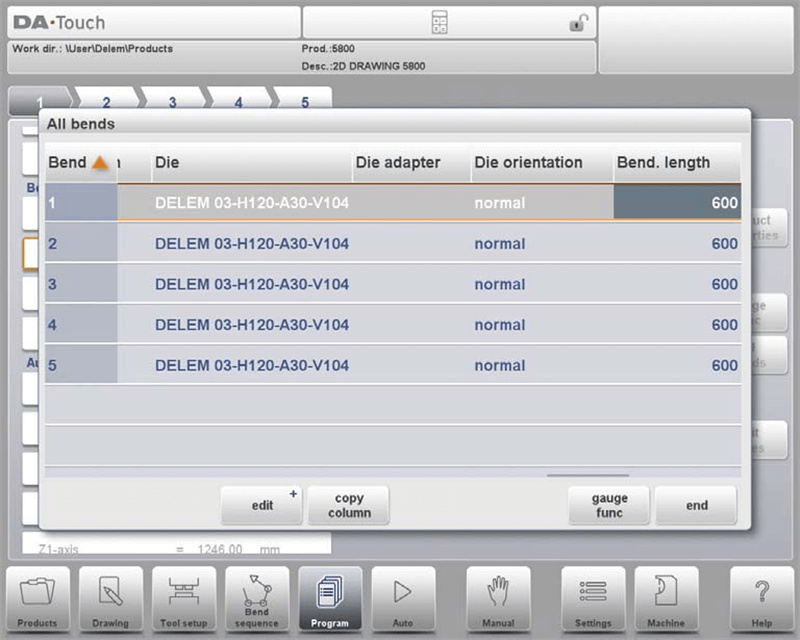
Belirli bükümler, vurgulu çubuğu ilgili bükmeye getirip ardından SON seçeneğini seçerek ekrandan seçilir. Bu ekrandan, tam CNC programı DELEM DA-66T Ürün Programlama kullanılarak düzenlenebilir. Tüm büküm parametreleri tablo içinde düzenlenebilir ve bükümler değiştirilebilir, taşınabilir, eklenebilir ve silinebilir. Kullanılabilir sütunlar parmak hareketi/kaydırma ile kaydırılabilir.
Fonksiyonlar:
Düzenle: Ekle, sil ve bükümü işaretle gibi komutları kullanarak programı değiştirin.
Sütunu Kopyala: Şu anki seçili parametrenin değerini tüm diğer bükümlere kopyalamanızı sağlar.
Ölçü Fonksiyonu: Daha önce açıklandığı gibi ölçü pozisyonlarını programlayın.
Düzenle işlevine bastığınızda, ek seçenekler içeren geçici bir araç çubuğu görünür:
Büküm Ekle: Mevcut bükümü kopyalayarak yeni bir büküm ekler.
Bükümü İşaretle: Taşı veya değiştir gibi işlemler için bir bükümü hazırlar.
Bükümü Sil: Şu anda seçili olan bükümü kaldırır.
Bükümü İşaretle Kullanıldığında Ek Fonksiyonlar:
Bükümü Taşı: Sıralama içinde seçerek ve taşıyarak bükümlerin sırasını değiştirin.
Bükümleri Değiştir: İki bükümün konumlarını değiştirin.
İşlemi İptal Et: Bir bükümü işaretini kaldırarak işlemi tamamlayın veya iptal edin.
CNC programlarını bağlama
DELEM DA-66T Ürün Programlaması ile, büküm sıralarını ardışık olarak çalıştırarak 3D ürünler oluşturmak için Bağlantı parametresini kullanın. İki yönde programlayın:
1. Her yön için büküm sırasını oluşturun ve programlayın.
2. Ürün kütüphanesinden sıraları seçerek ve Bağlantı parametresini kullanarak programları birbirine bağlayın.
3. Daha fazla program bağlandığında, her biri bir sonrakiyle hizalanır ve ilkine geri döner.
Bağlı programlarla üretim yapmak için:
1. İlk programı seçin.
2. Otomatik moda geçin.
3. Ürün miktarını 'stok sayımı' ile programlayın.
4. Diziyi başlatmak için Başlat'a basın.
İlk program tamamlandıktan sonra bir sonraki otomatik olarak başlar ve kalan sayımı gösterir.
Özel Düzenleme Notları
DELEM DA-66T ürün programlamasında, özel düzenleme notları özelleştirme ve belirli iş gereksinimleri açısından çok önemlidir. Bu özellik, operatörlerin büküm sürecini benzersiz taleplere uyarlama amacıyla ek talimatlar veya değişiklikler girmesine olanak tanır. Böylece herhangi bir özel detay veya konu kayda alınır ve dikkate alınarak üretim sürecine kişisel bir dokunuş sağlanır ve makinenin yeteneklerine dair daha derin bir anlayış geliştirilir.
DELEM DA-66T Ürün Programlamasında, program verileri değiştirildikten sonra sistem aşağıdakileri otomatik olarak hesaplamaz:
1. Kuvvet
2. Basınç Azaltma
3. Krovnö Aygıtı Ayarı
4. Z-ekseni Pozisyon Ofseti
5. X-Ekseni Pozisyon Düzeltmesi
DELEM DA-66T Ürün Programlamada hesaplama yeniden nasıl yapılır, şu şekildedir:
Ayarlar'da 'Otomatik Hesaplama Düzenleme' etkinse, 1 ila 4 numaralı parametreler yalnızca bu durumda otomatik olarak yeniden hesaplanır.
'Etkin Büküm Payı Tablosu' ayarlarda etkinleştirildiğinde 5. parametre yeniden hesaplanır. X ekseni için düzeltmeler, tek tek bükümler için 'Corr.X' ve etkin programdaki tüm bükümler için 'G-corr.X' kullanılarak yapılabilir.
İstisnai olarak, 'Büküm Yöntemi' parametresi değiştirildiğinde Kuvvet ve Dekompresyon otomatik olarak ayarlanır. Bu durum, DELEM DA-66T Ürün Programlamanın parametre yeniden hesaplamayı etkili bir şekilde yöneterek operasyonları ne kadar kolaylaştırdığını gösterir.
Sonuç
Özetle, DELEM DA-66T ürün programlama doğrudan üretim verimliliğini artırır. Temel faydaları arasında kullanıcı dostu arayüz, gelişmiş programlama özellikleri, gerçek zamanlı teşhis ve otomatik sistemlerle sorunsuz entegrasyon yer alır.
DELEM DA-66T'nin işlemlerinizi nasıl optimize edebileceğini keşfetmek için lütfen JUGAO ekibimizle iletişime geçin. Detaylı destek sunmaya ve belirli sorularınızı yanıtlamaya hazırdır. Daha fazla bilgi için ayrıca ek teknik kaynaklarımızı incelemenizi öneririz.

