















































DELEM DA-66S Araç Yapılandırmasının Temel Adımları
İçindekiler Tablosu
1. Giriş
2. Temel Yapılandırma Adımları
2.1 DELEM DA-66S Takım Yapılandırma Arayüzüne Erişim
2.2 Takım Ayarlama İşlevini Etkinleştirme
2.3 Yeni Takımların Seçilmesi ve Eklenmesi
3. Takım Yerleşimi ve Uzunluk Parametrelerinin Belirlenmesi
3.1 Takım Uzunluğunun ve Yerleşim Konumunun Programlanması
3.2 Otomatik Seçim Özelliğinden Maksimum Verim Alma
4. Gelişmiş Yapılandırma ve Takım Bölümleme Yönetimi
4.1 Araç Segmentasyonunu Yönetme
4.2 Araç İstasyonlarını Seçme ve Yeniden Konumlandırma
5. Sıkça Sorulan Sorular (SSS)
6. Sonuç
DELEM DA-66S kontrol sisteminin araçlarının, hassasiyetle ve standart adımları takip ederek yapılandırılması, pres fren makinelerinin işlevsel verimliliğini ve işlenebilirlik doğruluğunu artırmak için temel unsurdur. Mevcut bir araç kurulumunu yeniden düzenliyor olmanız ya da tamamen yeni bir kurulum oluşturuyor olmanız fark etmeksizin, yapılandırma sürecindeki her adım, en iyi üretim sonuçlarını sağlamak amacıyla titizlikle uygulanmalıdır.
Araç yapılandırmasının temeli, makine için gerekli olan burunlar, kalıplar ve tüm uyumlu adaptörlerin doğru şekilde programlanmasına dayanır. Ürün kütüphanesine erişerek uygun araç kurulum şemasını seçerek bu temel bileşenlerin son derece hassas bir şekilde yapılandırılmasını sağlayabilirsiniz. Bu kılavuz, DELEM DA-66S araç yapılandırmasının tüm temel adımlarını size adım adım anlatır; kurulum iş akışınızı kolaylaştırır ve pres frenin genel işlevsel verimliliğini artırır.
Giriş

DELEM DA-66S, özellikle metal işleme endüstrisinde yaygın olarak kullanılan, çağdaş üretimde kullanılan son teknoloji sayısal kontrol sistemidir. Hassas takım yapılandırması, pres bükme makinesinin yüksek hassasiyetli bükme işlemi gerçekleştirmesi ve kararlı performans göstermesi için temel garantidir. Yanlış yapılandırma, iş parçalarının işlenme doğruluğunu yalnızca etkilemekle kalmaz, aynı zamanda üretim verimliliğini düşürür ve hatta makine ile takımlara gereksiz aşınmaya neden olabilir. Bu nedenle, her operatör için bilimsel yapılandırma adımlarını öğrenmek zorunludur.
1 DELEM DA-66S Takım Yapılandırma Arayüzüne Erişim
Belirli bir ürün için takım ayarlarını düzenlemek veya değiştirmek amacıyla öncelikle sistemin ürün kütüphanesinden ilgili ürünü bulun ve seçin; ardından Takım Ayarı modülüne erişerek sonraki yapılandırma işlemlerine başlayın. Bu, profesyonel takım yapılandırma arayüzüne girişin ilk adımıdır ve tüm takip eden işlemlerin temelini oluşturur.
2 Takım Ayarı İşlevini Etkinleştirme
Araç Kurulumu işlevini etkinleştirmek, DELEM DA-66S üzerinde araç yapılandırmasını gerçekleştirmek için bir ön koşuldur. Bir kez etkinleştirildikten sonra sistem arayüzü, delme uçları, kalıplar, adaptörler ve diğer araçların doğru yerleştirilmesini programlamak için vazgeçilmez olan makinenin mevcut araç kurulumuna ilişkin ayrıntılı bir görsel düzeni görüntüler.
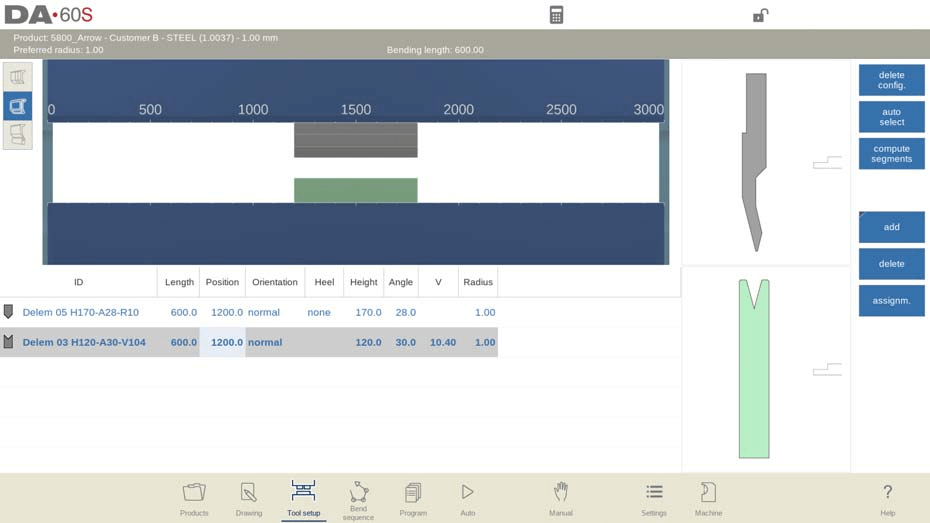
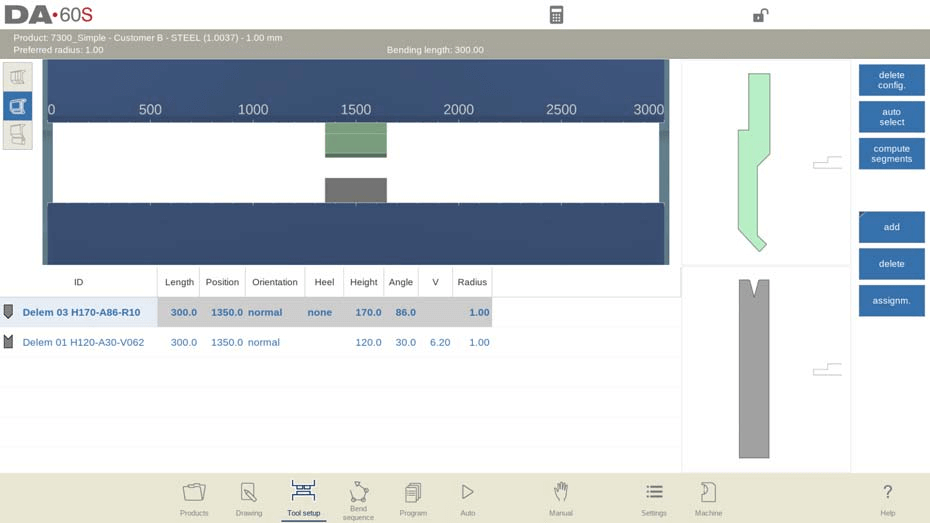
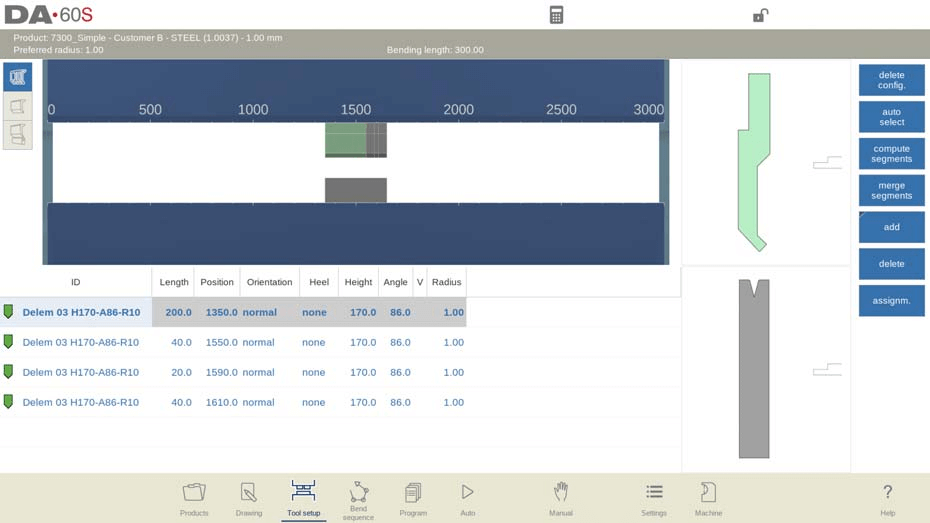
Araç Kurulumu işlevi etkinleştirildikten sonra ekranın üst yarısı makinenin mevcut kurulumuna ilişkin bir ön görünüm sunarken, alt yarısı tüm yapılandırılmış araçlara ilişkin ayrıntılı verileri gösterir. Operatörler, bu entegre arayüz üzerinden çeşitli araçların pres bükme makinesi üzerindeki yerleştirme konumlarını programlar.
Makinenin ön görünümü, pres kolu, punch adaptörü (eğer önceden programlanmışsa), punch, kalıp, kalıp adaptörü (eğer önceden programlanmışsa) ve çalışma masası olmak üzere, yukarıdan aşağıya doğru temel yapısal elemanları şu sırayla gösterir. Bu makine parçaları sistemdeki Makine modunda önceden seçilmiştir ve genellikle günlük yapılandırmada ayarlanmalarına gerek duyulmaz. Bir adaptörün kurulum sırasında programlanıp eklenip eklenemeyeceği, aynı Makine modundaki adaptör parametre ayarlarına bağlıdır.
3 Yeni Takımların Seçilmesi ve Eklenmesi
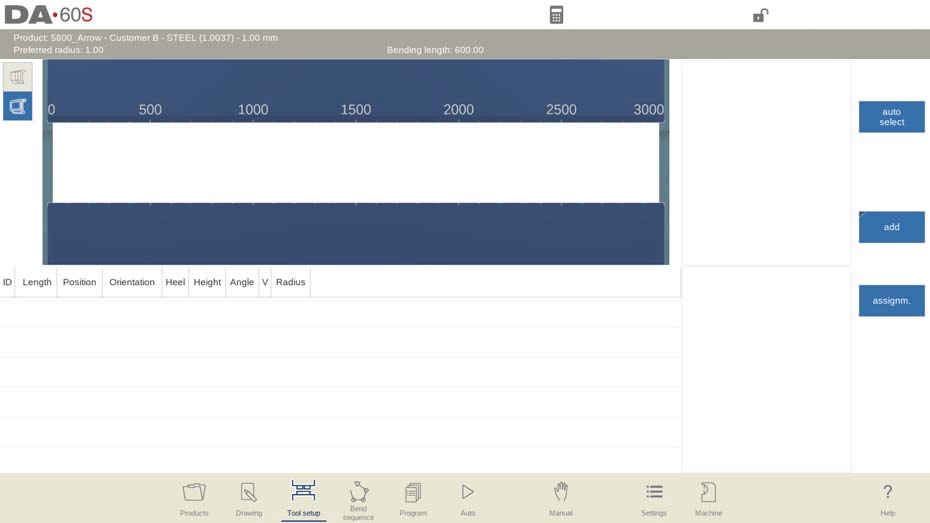
Yeni bir takım yapılandırma şeması oluşturulurken makinenin takım montaj alanı varsayılan olarak boş durumdadır. Operatörlerin gerekli takımları —yani punch’lar, kalıplar veya sistemde adaptör işlevi etkinleştirilmişse adaptörler— elle eklemeleri gerekir. Bir takım eklendikten sonra, varsayılan olarak makineye maksimum kullanılabilir uzunlukta yerleştirilir; operatör daha sonra takım eşleştirme ve yönetimini doğrulamak amacıyla Liste görünümü aracılığıyla Takım Kimliğini (Tool ID) düzenleyebilir.
Belirli işlem süreci aşağıdaki gibidir:
1. Yeni takım yapılandırma moduna girdikten sonra makinenin takım açılımının boş bir durumda olduğunu doğrulayın;
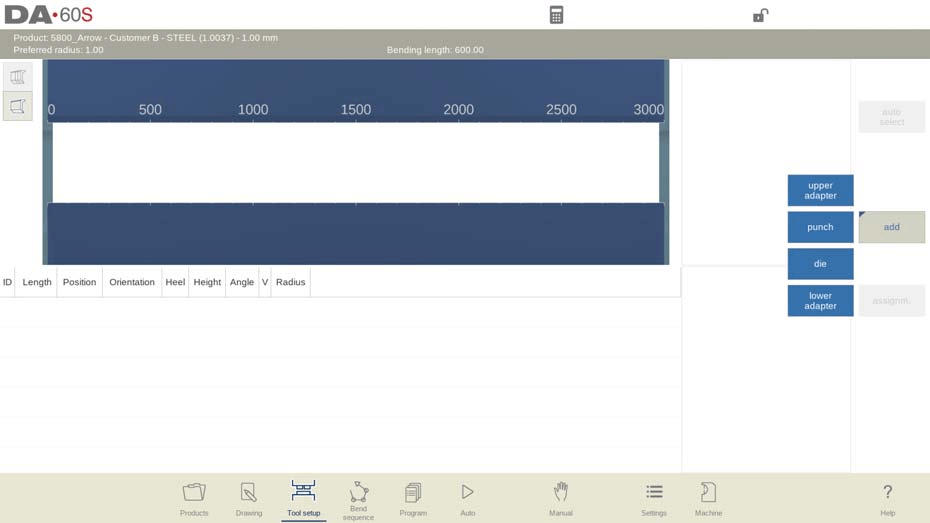
2. "Ekle" düğmesine tıklayarak eklenecek takım türünü seçin (delme ucu, kalıp veya etkinleştirilmiş adaptör);
3. Bir takım seçildikten sonra (örneğin bir delme ucu), sistem otomatik olarak bu takımı, mevcut maksimum uzunlukta makinenin belirlenmiş konumuna yerleştirir;
4. Arayüzde Delme Ucu Kimliği'ni (Punch ID) seçin ve ardından tanımlanması ve yönetilmesi amacıyla takıma ait benzersiz kimliği değiştirmek için Liste Görünümü'ne tıklayın.
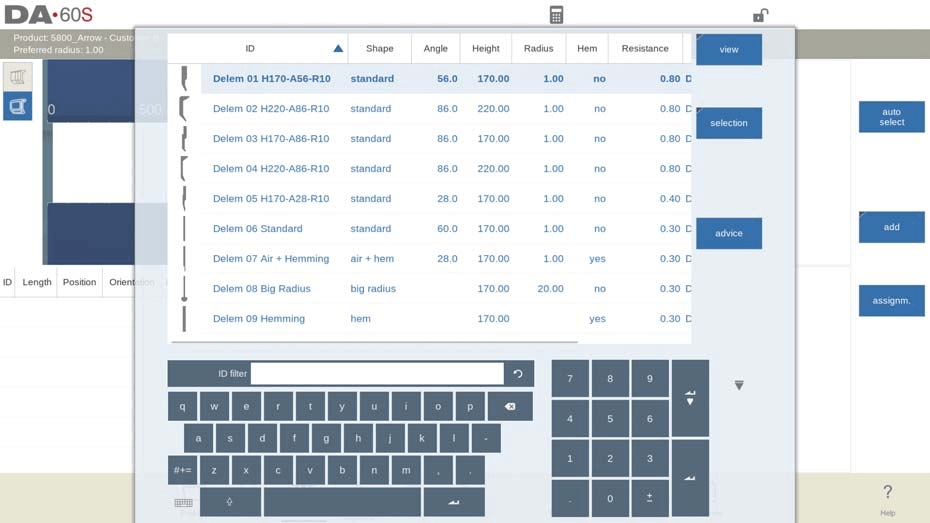
Sistem, akıllı takım kimliği filtreleme işlevine sahiptir: takım kimliğinin yalnızca bir kısmı girildiğinde, kontrol sistemi otomatik olarak girilen karakterleri içeren takımları eşleştirir ve listeler; bu da takım seçim sürecini büyük ölçüde hızlandırır.
"Danışma" düğmesine tıklamak, arayüzde sistemin belirli kriterlere göre tüm alet kütüphanesinden uygun birkaç aracı filtreleyip görüntülemesini tetikler; bu da operatörlerin en uygun seçenekleri hızlıca belirlemesine yardımcı olur. Filtreleme kriterleri şunlardır:
• Ürün yarıçapı eşleşmesi: Seçilen alet, işlenen ürünün yarıçapını önceden belirlenen tercih edilen yarıçapa mümkün olduğunca yaklaştırmalıdır; elde edilen gerçek yarıçap, tercih edilen yarıçapın ±%50 aralığında olmalıdır;
• Eğme kuvveti uyumu: İşleme için gerekli eğme kuvveti, seçilen aletin taşıma direncini aşmamalıdır;
• Alet açısı uyarlama: Seçilen aletin açısı, işlenecek ürün için gereken açıdan küçük veya ona eşit olmalıdır;
• Eğme yöntemi eşleşmesi: Örneğin, ürün kenar katlama (hemming) eğme işlemi gerektirdiğinde sistem otomatik olarak kenar katlama aletlerini önerir.
"Tümünü Göster" düğmesine tıklamak, ekranı iptal eder ve operatörlerin seçim yapabileceği kütüphanedeki tüm aletlerin tam listesini görüntüler.
3.1 Çoklu-V Kalıp Önceden Seçimi
Çoklu-V kalıbı (birden fazla V veya U şeklinde açıklığa sahip bir kalıp) için operatörler, belirli bir V/U açıklığını ya da tüm Çoklu-V kalıbını (V = * olarak işaretlenmiş) seçebilir. Belirli bir açıklık seçilirse sistem, bu açıklığı tüm bükme dizisi hesaplaması için kullanır; tüm Çoklu-V kalıbı seçilirse kontrol sistemi, ürün yarıçapını önceden programlanan değere en yakın hâle getirebilecek açıklığı otomatik olarak seçer.
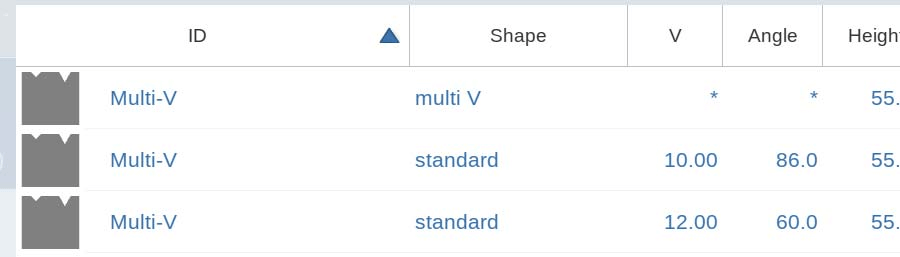
Bükme dizisi hesaplaması sırasında sistem başka bir V/U açıklığı seçerse, bu yeni seçilen açıklama, orijinal dizide henüz yer almayan tüm sonraki bükme işlemlerine uygulanır.
3.2 Vario-V Kalıp Seçimi ve Parametre Ayarı
DELEM DA-66S üzerinde bir Vario-V kalıbının (ayarlanabilir V/U şeklinde açıklığa sahip bir kalıp) ilk seçim işlemi, sıradan kalıplarla aynıdır. Bir Vario-V kalıbı seçildikten sonra, V-değeri varsayılan olarak ayarlanmaz. Operatörler doğrudan bükme sırası oluşturarak işleme devam edebilir; sistem, Vario-V kalıbının mevcut ayarlama konumlarına göre en uygun V-değerini otomatik olarak seçer.

Operatör belirli bir V-değerini önceden ayarlarsa, sistem bu değeri tüm sonraki bükme hesaplamalarında kullanır. Ayrık ayarlama konumlarına sahip Vario-V kalıplar için yalnızca önceden ayarlanmış sabit değerler seçilebilir; eğer önceden ayarlanmamış bir V-değeri girilirse, sistem otomatik olarak en yakın mevcut sabit değere geçer.
Eğme Sırası modunda, operatörler arayüzdeki Değiştir veya Kalıp Kaydırma işlevlerini kullanarak Çoklu-V kalıplarının V-açıklığını veya Vario-V kalıplarının V-değerini değiştirebilir.
Takım Yerleştirme ve Uzunluk Parametrelerinin Ayarlanması
1 Takım Uzunluğu ve Yerleştirme Konumunun Programlanması
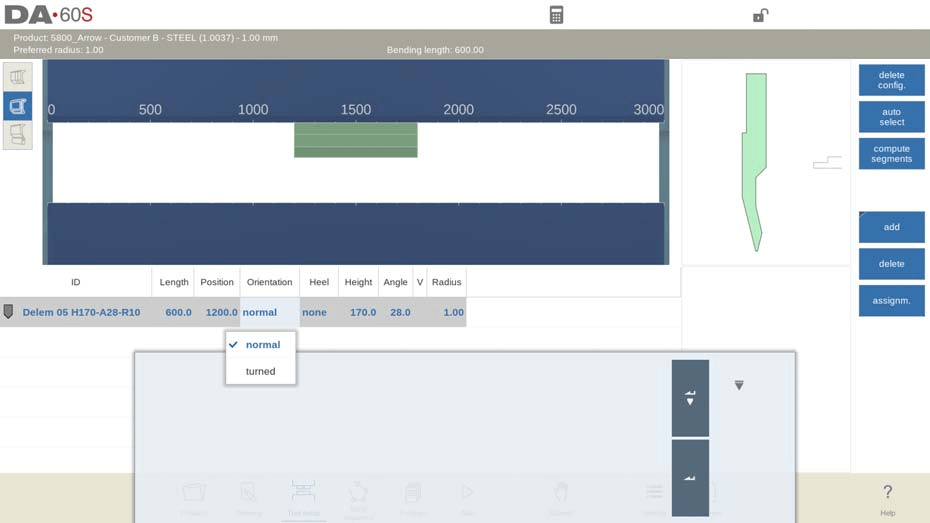
DELEM DA-66S üzerinde takımların uzunluğunu ve yerleştirme konumunu ayarlamak basit ve sezgiseldir. Operatörler, hedef takımı seçip uzunluk ve konum için yeni sayısal değerleri doğrudan girebilir ya da görsel arayüzde takımı sürükleyerek yeniden konumlandırabilir. Sistemin sürüklemesi işlevi, hız ayarlama özelliğiyle optimize edilmiştir: aşağı doğru sürüklenme mesafesi arttıkça takımın hareket hızı yavaşlar; bu da takımların son derece hassas yerleştirilmesini sağlar ve yapılandırma doğruluğunu büyük ölçüde artırır.
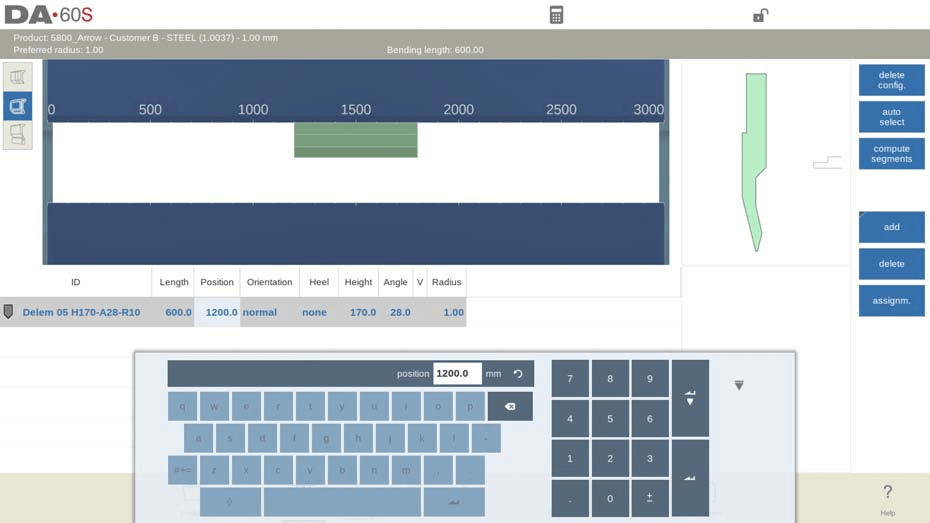
Takım hizalama doğruluğunu sağlamak için DELEM DA-66S takımlarının yapılandırmasında tıklatma (snapping) işlevi öne çıkan ve temel bir özelliktir. Arayüzde takımları veya takım istasyonlarını sürüklerken tıklatma işlevi, hedefi makinenin merkezine dikey ya da yatay olarak otomatik olarak hizalar. Takım, tıklatma bölgesine taşındığında ekranda kırmızı bir kılavuz çizgisi belirir; bu çizgi, hassas hizalamayı sağlamak için takımın en uygun bırakılma konumunu gösterir—bu özellik, takım yerleştirmesinin doğruluğu ile sonraki işlemenin kararlılığı açısından kritik öneme sahiptir.
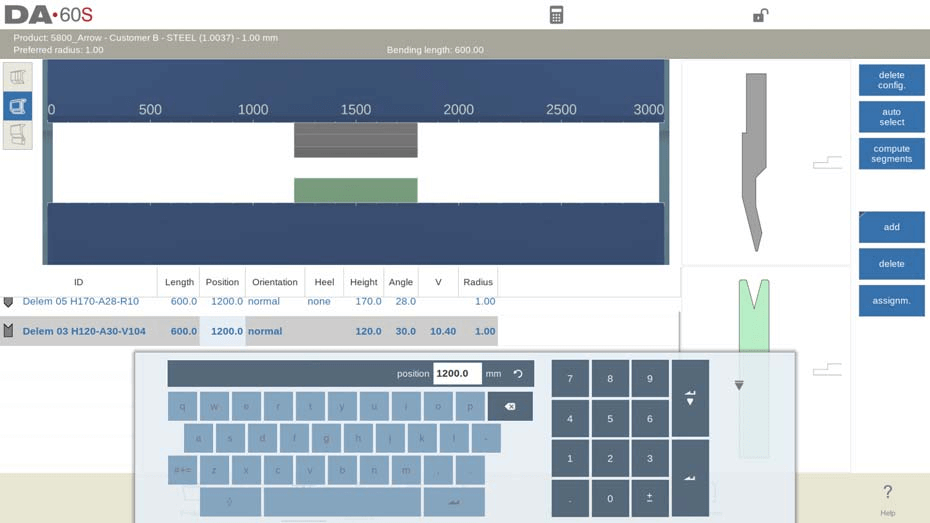
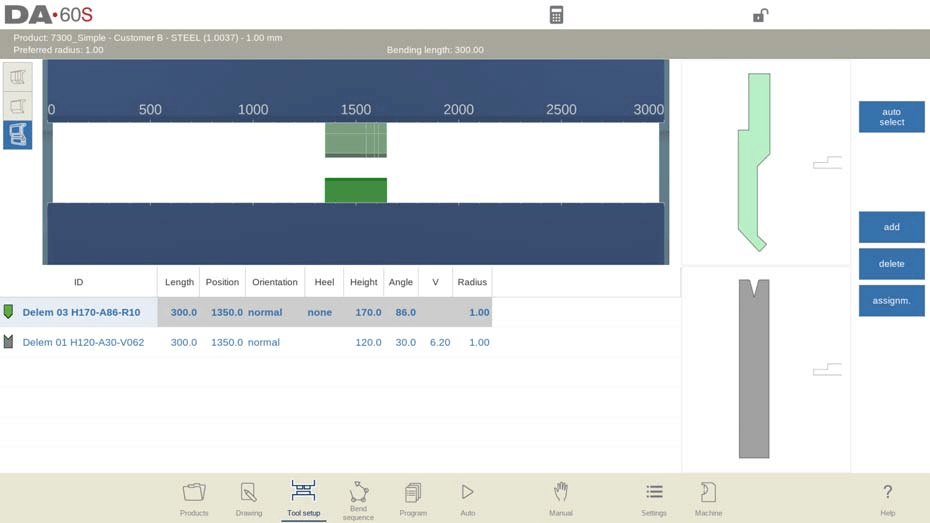
Ayrıca DELEM DA-66S sistemi, akıllı eşleştirme fonksiyonuna sahiptir: Bir punta yerleştirildikten sonra sistem, doğrudan onun altına bir kalıp otomatik olarak yerleştirir ve kalıbın uzunluğu ile yerleştirme konumu, punta ile tam olarak eşleşir. Bu temel üzerine operatörler, üretim ihtiyaçlarına göre kişiselleştirilmiş özelleştirmeler gerçekleştirebilir; örneğin punta ve kalıpları ekleyebilir veya silebilir, takımların konumlarını taşıyabilir, takımların uzunluklarını ayarlayabilir, takımların yön açılarını değiştirebilir ya da topuk tiplerini düzenleyebilir. Bu esnek ayarlama fonksiyonları, takım yapılandırmasının çeşitli karmaşık üretim ve işleme gereksinimlerine uyum sağlamasını sağlar.
Bu adım için ana işlem düğmeleri:
• Yapılandırmayı sil: Mevcut tüm takım yapılandırma şemasını temizleyin ve sıfırdan yeni bir yapılandırma başlatın;
• Ekle: Mevcut yapılandırmaya yeni bir takım ekleyin ve tıklayarak takım türünü seçin (üst adaptör (etkinse), punta, kalıp, alt adaptör (etkinse));
• Sil: Şu anda seçili olan tek aracı yapılandırmadan kaldırın.
2 Otomatik Seçim Özelliğinden En İyi Şekilde Yararlanma
"Otomatik seçim" işlevi, Araç Yapılandırması'nın temel arayüzünde mevcuttur ve ürünün maksimum büküm çizgisi boyutuna göre, önceden programlanmış bükme işlemi için en uygun punch ve die kombinasyonunu operatörlere hızlıca seçmelerini sağlamak amacıyla tasarlanmıştır.
Sistem, tek bir bükme işlemi için takım kütüphanesinden otomatik olarak en uygun takım setini alacak ve eşleştirecektir; bu işlem, ürünün en ideal yarıçapını elde etmeyi amaçlar. Bu işlevin yalnızca tek bir bükme adımı için takım eşleştirdiği, ancak tüm üretim süreci için tam bir takım kurulum şeması oluşturmadığı unutulmamalıdır—çünkü bükme sırası, genel kurulum açısından temel bir kısıttır ve operatörler tarafından elle belirlenmelidir. Otomatik Seçim işlevi etkinleştirildikten sonra sistem, mevcut takım kurulumunu yeni eşleştirilen en uygun kombinasyonla otomatik olarak değiştirecektir.
Gelişmiş Yapılandırma ve Takım Segmentasyonu Yönetimi
1 Takım Segmentasyonunun Yönetimi
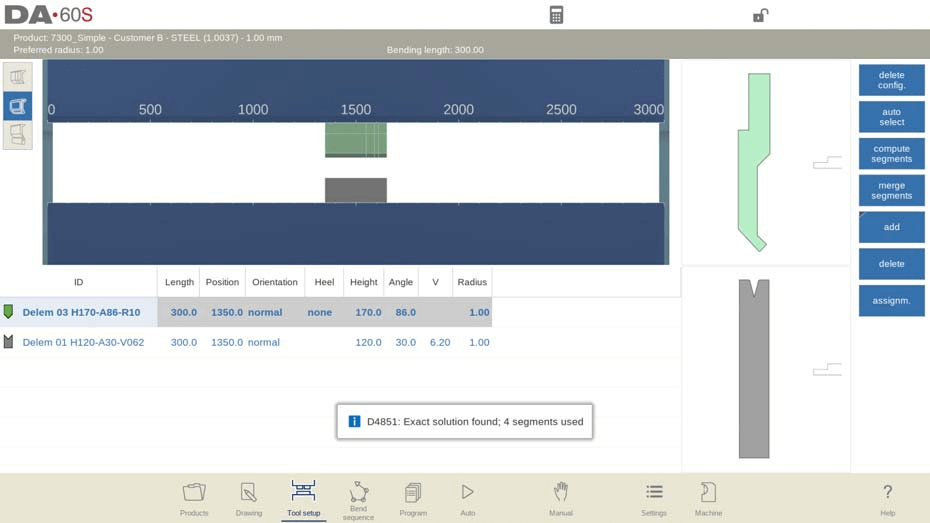
Segmentli takımlar için DELEM DA-66S sistemi, önceden tanımlanmış segment uzunluğu parametrelerine dayalı olarak en uygun segmentleme şemasını otomatik olarak hesaplayabilir; bu da segmentli takımların pres bükme makinesinin yapısal kısıtlamalarına tam olarak uyarlanmasını ve bükme işleminin verimliliğinin etkili bir şekilde artırılmasını sağlar.
Sistemin segmentli takım konfigürasyonunu desteklemesi, üretim sürecine büyük esneklik ve hassasiyet kazandırır: operatörler, gerekli boyutlardaki takımları makul bir segmentleme ile birleştirebilirler; bu durum özellikle farklı iş parçaları için çeşitli takım gereksinimleriyle karşılaşıldığında oldukça pratiktir ve takım konfigürasyonunu daha hedef odaklı ve verimli hale getirir.
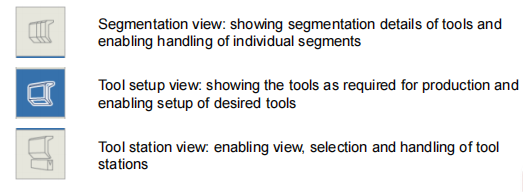
DELEM DA-66S'nin Araç Ayarı arayüzü, operatörlerin araç ayarı ve segmentasyon yönetimi konusunda destek olmak üzere üç farklı görünüm moduyla donatılmıştır. Bu görünümler, makinenin ön görünümünün sol tarafındaki seçim düğmelerine tıklayarak değiştirilebilir; bu da segmentli araçların kullanımını basit ve sezgisel hale getirir.
1.1 Tekil Araç Segmentasyonu için Temel İşlemler
• Bükme Sırası Hesaplaması: Temel araç ayarını tamamladıktan sonra Bükme Sırası moduna geçin; sistem, yapılandırılmış araçlar için en verimli bükme sırasını otomatik olarak hesaplayarak tüm üretim sürecini büyük ölçüde kolaylaştırır;
• Manuel Araç Segmentasyonu: Varsayılan araç uzunluğu işlenecek parçanın gereksinimlerini karşılamıyorsa, operatörler araçları elle segmentleyerek tam olarak gerekli uzunluğa ayarlayabilir; bu da yapılandırma esnekliğini daha da artırır;
• Otomatik Segmentasyon Hesaplaması: Sistemin entegre araç segmentasyon işlevi, gerçek üretim parametrelerine göre en uygun segmentasyon şemasını otomatik olarak belirleyebilir. Hesaplama temeli olarak "maksimum araçlar arası mesafe" ve isteğe bağlı "araç uzunluğu toleransı" gibi temel parametreleri alır; bu da segmentasyonu daha bilimsel ve işlemi daha kullanıcı dostu hale getirir.
Araç segmentasyonunu derinlemesine özelleştirmesi gereken operatörler için DELEM DA-66S, Makine modunda segment parametrelerinin doğrudan programlanmasını destekler. Bu modda operatörler, araç kütüphanesindeki delme uçları ve kalıpların segment parametrelerini değiştirebilir; böylece araç kurulumu özel üretim süreçlerinin kesin gereksinimlerini tam olarak karşılayabilir. Araç kütüphanesinde segment programlama yöntemini öğrenmek, DELEM DA-66S araç yapılandırma işlevinin tam potansiyelini ortaya çıkarmak için anahtardır.
1.2 Araç Görünümü: Atama Parametresi Ayarı
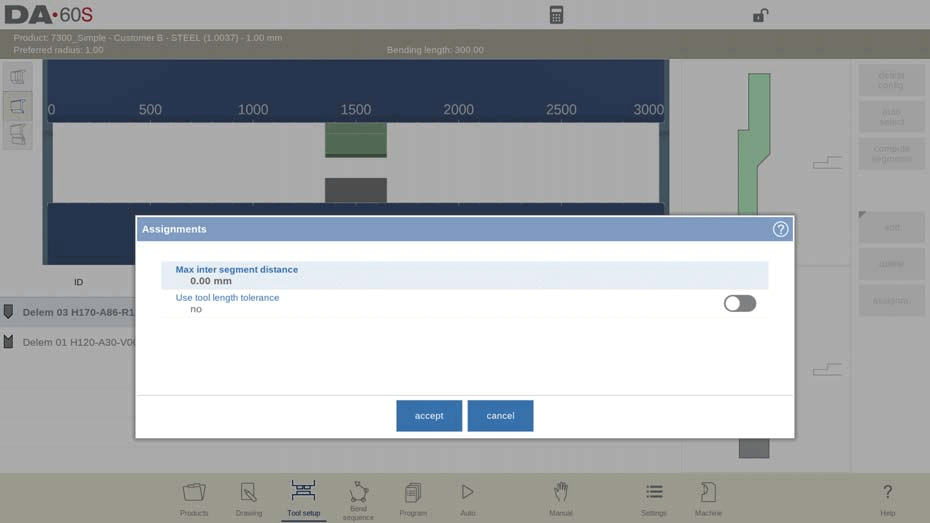
"Atamalar" düğmesine arayüzden tıklayarak segmentasyon hesaplaması için kullanılan temel parametreleri görüntüleyin ve ayarlayın. Yapılandırılabilir atama parametreleri şunlardır:
• Segmentler arası maksimum mesafe: Bitişik takım segmentleri arasındaki izin verilen maksimum mesafeyi ayarlayın;
• Takım uzunluğu toleransını kullan: Takım segmentasyonu sırasında izin verilen sapma aralığını kontrol etmek için tolerans parametresini etkinleştirin veya devre dışı bırakın.
1.3 Segmentasyon Görünümü: Segment Ayarlama ve Yönetimi
Segmentasyon görünümüne geçildiğinde arayüz, takımların segment ayrıntılarını hem grafik hem de liste biçiminde gösterecek ve yalnızca şu anda seçili takımın segment bilgileri görüntülenecektir. Operatörler, grafik arayüzde bireysel segmentlerin konumunu ve boyutunu sürükleyerek değiştirebilir; liste ise mevcut takımın tüm segmentlerinin bileşenlerini ve parametre ayrıntılarını açıkça gösterecektir.
Segmentasyon görünümünde segmentleri ayarlarken sistemin depodaki segmentlerin gerçek stokunu dikkate almayacağı unutulmamalıdır; ayarlanan şema ile gerçek stok arasındaki tutarlılık, segmentasyon hesaplamasının yeniden yürütülmesiyle doğrulanabilir. Ayrıca, takım uzunluğunu veya takım tipini değiştirmek mevcut segmentasyon şemasının silinmesine neden olur ve operatörün segmentasyon parametrelerini yeniden oluşturması gerekir.
1.4 Takım Kütüphanesinde Segment Parametresi Ayarı
Sistemin bölünmüş takım işlevini kullanabilmesini ve mevcut segmentlere dayalı olarak segmentasyon şemasını hesaplayabilmesini sağlamak için operatörler öncelikle segment kütüphanesi bilgilerini tamamlamalıdır. Bu işlem, delme ve kalıp takımı özellik ayarları altında Makine modunda yer alan takım programlama modülünde yapılabilir.
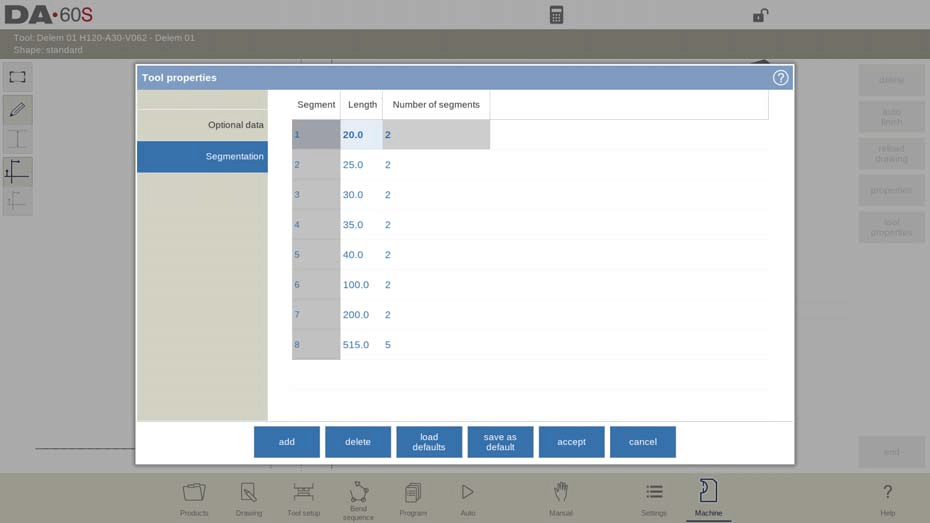
Her bir takımın özellik ayarlarında Segmentasyon sekmesine geçin; burada operatörler, takım için segment uzunluğunu, isteğe bağlı topuk şeklini ve mevcut segment miktarını programlayıp ayarlayabilirler; bu da sistemin otomatik segmentasyon hesaplaması için temel oluşturur.
2 Araç İstasyonlarının Seçilmesi ve Yeniden Konumlandırılması
DELEM DA-66S üzerinde ileri düzey takım yapılandırmasında İstasyon Görünümü’nü kullanmayı öğrenmek, özellikle takım istasyonlarının genel yönetiminde kullanılan temel bir adımdır; bu görünümün temel işlevleri ve işlem noktaları aşağıda belirtilmiştir:
1. Vurgulama ve Yeniden Konumlandırma: İstasyon Görünümü’nde tüm takım istasyonu, operatörler tarafından hızlı seçim yapılabilmesi amacıyla vurgulanabilir bir birim olarak görüntülenir. Takım istasyonunun yeniden konumlandırılması iki şekilde gerçekleştirilebilir: yeni koordinat konumunu doğrudan programlamak ya da istasyonu görsel arayüzde hedef konuma sürükleyerek yerleştirmek; bu durum, takım kurulumunun genel esnekliğini büyük ölçüde artırır;
2. Takım İstasyonlarının Otomatik Tanımlanması: Sistem, punş ile kalıp arasında bir örtüşme alanı olduğunda takımı otomatik olarak tanımlayacak ve bir takıma istasyonu olarak tanımlayacaktır. Bu örtüşme, tam olarak hizalanmış bir konum ya da hafifçe kaymış bir konum olabilir; her iki durumda da geçerli bir takım istasyonu olarak tanınacaktır. Hatta tek bir kalıba karşılık iki punşun bulunduğu özel bir yapılandırma bile takım istasyonu olarak tanımlanabilir; bu, mekânsal kısıtlamaları olan bükme işlemlerinin işlenmesi açısından oldukça yararlıdır;
3. Takım İstasyonlarının Yönetimi: İstasyon görünümünde operatörler, mevcut bir takım istasyonunu "ekle" düğmesiyle kopyalayabilir veya gerekmeyen bir istasyonu "sil" düğmesiyle kaldırabilir. Bu görünümün en önemli özelliği, takım istasyonunu yalnızca bütünsel olarak yönetmesi ve istasyondaki bireysel takımların ayrıntılı parametrelerini değiştirmemesidir; bu sayede genel kurulum ayarlamaları daha verimli yapılırken tek bir takımın hassas yapılandırması etkilenmemiş olur.
Sık Sorulan Sorular (SSS)
S1: DELEM DA-66S araç konfigürasyonunda verimli araç kurulumu nasıl sağlanır?
Y1: Araç kurulumunun verimliliğini maksimize etmek için öncelikle Eğme Sırası moduna geçerek sistemin gerçek üretim görevi için en verimli eğme sırasını hesaplamasına izin verin; ardından sistemdeki araç bölütleme işlevini kullanarak araç segmentlerini ayarlayıp işleme için tam olarak gereken aracı uzunluğunu oluşturun. Bu iki işlevi birlikte kullanmak, kurulum süresini büyük ölçüde kısaltır ve konfigürasyon verimliliğini artırır.
S2: DELEM DA-66S araç konfigürasyonunda araç istasyonları nasıl tanımlanır?
Y2: DELEM DA-66S üzerinde, burun ile kalıp arasında bir örtüşen alan olduğunda sistem otomatik olarak bir araç istasyonu tanımlar. Bu tanım, hem kesin örtüşen konumları hem de kaydırılmış örtüşen konumları içerir; bu da karmaşık eğme süreçlerinin ve çeşitli araç konfigürasyonlarının işleme ihtiyaçlarına etkili bir şekilde uyum sağlamasını sağlar.
S3: Tek bir aracın ayrıntılı parametreleri, yapılandırma sırasında İstasyon görünümünde değiştirilebilir mi?
Y3: Hayır. İstasyon görünümü yalnızca alet istasyonlarının genel yönetiminde kullanılır ve istasyonların kopyalanmasını, silinmesini ve yeniden konumlandırılmasını destekler; ancak tek tek aletlerin ayrıntılı parametrelerini değiştirmeye izin vermez. Bu tasarım, alet istasyonunun genel ayarlarının tek bir aletin hassas yapılandırmasını etkilememesini sağlar.
Sonuç
DELEM DA-66S için hassas CNC takım konfigürasyonu, pres bükme makinesinin yüksek hassasiyetli ve yüksek verimli çalışmasını sağlamak için temel garantidir. Yukarıdaki ana adımlara sıkı bir şekilde uyulması, takımların ürünün belirli işlenme gereksinimlerine tam olarak uyarlanmasını sağlar ve böylece makinenin işlenme doğruluğunu ile üretim verimliliğini etkili bir şekilde artırır. Günlük üretimde operatörler, gerçek işlenme durumuna ve iş parçası gereksinimlerine göre takımların konfigürasyon parametrelerini düzenli olarak gözden geçirmeli ve gerekirse ayarlama yapmalıdır; bu da pres bükme makinesinin en iyi çalışma durumunu korumaya yardımcı olur.
DELEM DA-66S takımı konfigürasyonuyla ilgili daha derinlemesine profesyonel bilgi ve teknik destek için lütfen JUGAO'nun profesyonel teknik ekibiyle iletişime geçmekten çekinmeyin. Makinenizin kurulumu ve günlük işletimi için kapsamlı destek sağlamayı taahhüt ediyoruz; böylece tüm üretim sürecinizi sorunsuz bir şekilde sürdürmenize yardımcı oluyoruz.

