















































ET Serisi Kalıp Ayarının Başarıyla Uygulanması Nasıl Sağlanır
Tamamen elektrikli servo bükme makineniz için ET Serisi kalıp ayarlamasını öğrenmek istiyorsanız, doğru yere geldiniz. Bu özelliği başarıyla uygulamanıza yardımcı olacak temel adımları size açıklayacağım ve bükme süreçlerinizi hassasiyetle ve verimlilikle optimize edeceğim. Doğru ve tutarlı sonuçlar elde etmek için ET Serisi kalıp ayarlamasını anlamak son derece önemlidir; bu makalede, bu güçlü aracı en iyi şekilde kullanmanızı sağlayacak içgörüler ve teknikleri bulacaksınız. Sisteme yeni başladıysanız ya da becerilerinizi ileri seviyeye taşımak istiyorsanız, amacım üretim kapasitelerinizi artıracak bilgilerle donatmanızdır.
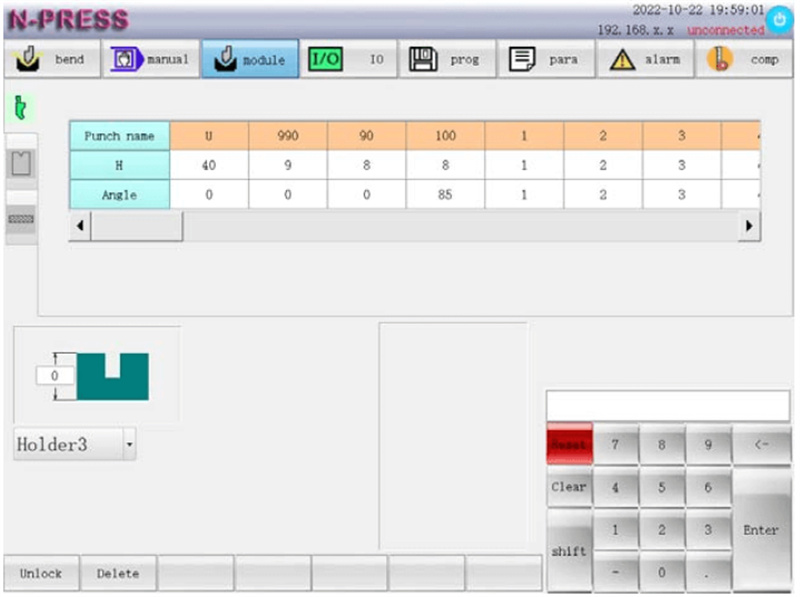
Adım 1: Kalıp Arayüzünü Hazırlamak

Kalıp arayüzüne girmek ve üst ile alt kalıp parametrelerini ayarlamak ile malzeme özelliklerini belirlemek için fonksiyon tuşuna tıklayın.
ET Serisi Kalıp Ayarı işlemlerine başlamak için, mevcut programınız tarafından gerektirilen şekilde alt kalıp tabanını dikkatlice ayarlayın. R kaldırma yüksekliğinin hassas ayarı son derece kritiktir. Eğme boyutu çok küçük olduğunda ve R-ekseni kaçınma işlevi etkinleştirildiğinde; X ekseninin arka dişlisinin ileri konumda olması durumunda, R önce bu yüksekliğe çıkarılır ve ardından pozisyonlama tamamlandıktan sonra R düşürülür, böylece arka dişlinin kalıba çarpması önlenir. Bu ayarın, arka ölçüm aparatı ile kalıp arasında temas oluşmasını engellediğinden emin olun; bu da hem güvenlik hem de verimlilik açısından önemlidir.
Adım 2: Üst Kalıp Ayarlarının Yapılandırılması
Üst kalıbı, adını doğrulayarak ve yüksekliğini ile açısını ayarlayarak seçin ve yapılandırın. Bu parametrelerin doğruluğu, hassas bükme işlemlerinde hayati öneme sahiptir. Doğru yapılandırma, tutarsız bükümler veya takım hizalama sorunları gibi olası problemleri çözebilir ve projenizin başarısını sağlar.
Adım 3: Alt Kalıbın Parametrelerinin Ayarlanması
Alt kalıp için kalıp adı, yükseklik (HD), V genişliği, açı (β) ve kalıp yarıçapı (Rd) gibi temel parametreleri girin. İşlemler sırasında kalıpla istemsiz teması önlemek amacıyla uygun bir güvenlik mesafesi belirleyin. Bu titiz ayarlar, güvenliği korurken aynı zamanda kalıbın performansını da artırır.
Adım 4: ET Serisi Kalıp Ayarı İçin Malzemelerin Yapılandırılması
Uygun malzemeyi seçme
eT Serisi Kalıp Ayarında, uygun malzemenin seçilmesi ilk kritik adımdır. Sistem, kullanıcıya demir (0), alüminyum (1) ve paslanmaz çelik (2) gibi önceden tanımlanmış 10 farklı malzeme seçeneği sunar. Ayrıca müşteri tarafından tanımlanan malzemeler için (3–9) seçenekleri de mevcuttur. Varsayılan malzemeler için elastik modül ve çekme dayanımı değerlerinin sabit olduğu unutulmamalıdır; bu durum tutarlılığı sağlar.
Doğru malzemenin seçilmesi için her bir malzemenin bükme sürecine kazandırdığı benzersiz özellikleri göz önünde bulundurun, örneğin:
Çekme Dayanımı (σb): MPa cinsinden ölçülen bu değer, bir malzemenin gerilme altında dayanabileceği maksimum gerilimi ifade eder. Bu değerin doğru girilmesi, süreç arızalarını önler ve nihai ürün kalitesini artırır.
Elastik Modül (E): MPa cinsinden ölçülen bu değer, malzemenin elastik olarak şekil değiştirebilme yeteneğini gösterir. Makinenin malzemeyi doğru şekilde işlemesini sağlamak için müşteri tarafından tanımlanan malzemeler için özel modül değerini girin.
Gerilim ve Sapma Kompanzasyonu
Doğru bükme işlemi için uygun gerilim ve sapma kompanzasyonu kritik öneme sahiptir. ET Serisi Kalıp Ayarı'nda bu, bükme sırasında kaçınılmaz olarak meydana gelen sapmayı telafi eden sapma kompanzasyon mekanizmasının ayarlanmasını içerir. Temel bileşenler şunlardır:
Gerilim Değeri (V): Sapma kompanzasyon mekanizması için gereken doğru gerilim değerini belirleyin ve girin. Bu değer, mekanizmanın elektriksel etki altında yeterli performans göstermesini sağlar.
Kompanzasyon Değeri (mm): Gerekli kompanzasyon yer değiştirmesini girin. Bu, bükme işlemlerinde hassasiyeti ve birimliği korumak için yapılan fiziksel ayarları hesaplar.
Bu değerleri dikkatle yapılandırarak operatörler, tüm bükme görevleri boyunca tutarlı kaliteyi sağlayabilir ve ürün kusurlarını önemli ölçüde azaltabilir.
ET Serisi Kalıp Ayarı Alt İşlevlerinin Verimli Kullanımı
ET Serisi Kalıp Ayarı ile makinenizin kurulum sürecini kolaylaştırmak için kalıp verilerini etkili bir şekilde yönetmek çok önemlidir. Alt işlev özelliklerini kullanmak, operasyonel verimliliği önemli ölçüde artırır ve hata olasılığını azaltır. Örneğin, gerekmeyen girişleri, örneğin alt kalıbı “A1” silmek, sistemin düzenli kalmasını ve kolayca gezinilebilir olmasını sağlar.
Kullanılmayan Kalıp Verilerinin Silinmesi:
ET Serisi Kalıp Ayarında silme alt işlevini kullanmak oldukça basittir ve kurulum sürecinizi optimize etmeye yönelik temel bir adımdır. İstenmeyen kalıp verilerini silmek için aşağıdaki adımları izleyin:
1. Kalıbı Seçin: Silmek istediğiniz alt kalıbın adı olan “A1”i kalıp listesinden tanımlayın ve seçin.
2. Silme Komutunu Uygulayın: ‘Sil’ etiketli alt işlev tuşuna tıklayın. Sistem, seçilen veri sütununu otomatik olarak siler ve böylece kalıp listesinin düzenli ve verimli kalmasına yardımcı olur.
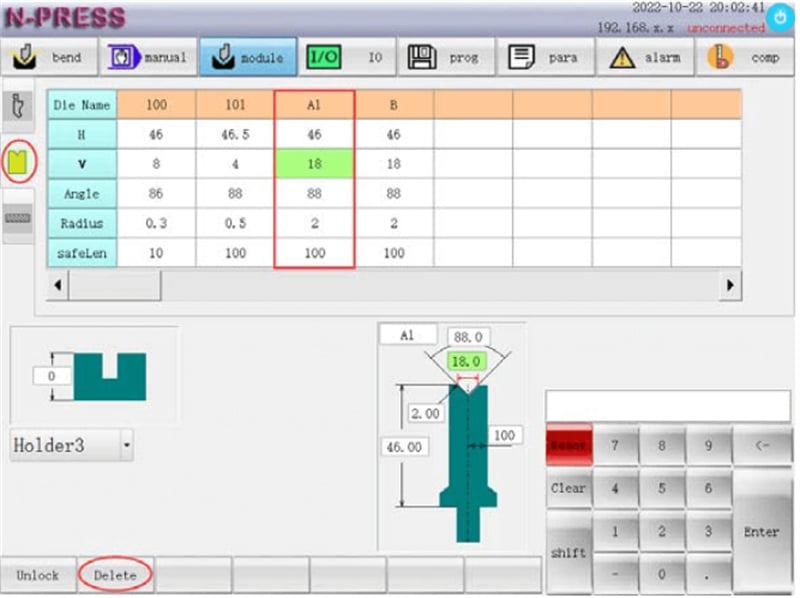
Bu süreç, kalıp verilerinizi yönetirken görsel rehberlik sağlamak amacıyla kontrol paneli arayüzünüzde verilen şemada gösterilmiştir.
Sonuç
ET Serisi kalıp ayarlarının başarıyla uygulanması, tam elektrikli servo bükme makinenizin verimliliğini ve hassasiyetini en üst düzeye çıkarmak açısından kritik öneme sahiptir. Özetlemek gerekirse, ana adımlara odaklanın: kalıp ayarlarını doğru şekilde kalibre edin, tüm bileşenlerin güvenli bir şekilde yerinde olduğundan emin olun ve sayısal kontrol sisteminin entegrasyonunu doğrulayarak optimal performansı sağlayın.
Bu yönergeleri takip ederek ekipmanınızın üretkenliğini ve ömrünü artırma konusunda yeterli donanıma sahip olacaksınız. Daha fazla yardım almak veya ürünlerimiz hakkında daha fazla bilgi edinmek için lütfen JUGAO destek ekibine başvurun ya da web sitemizde bulunan ek kaynakları inceleyin.

