















































Boru bükme makinesinin kılavuz raylarında meydana gelen aşınmanın kök nedeni nasıl belirlenir?
Boru bükme makinesinin kılavuz raylarında meydana gelen aşınmanın kök nedeni nasıl belirlenir?

Boru bükme makinesinin kılavuz rayları aşındığında ve makinenin doğruluğunu etklemeye başladığında, titreşimlere neden olduğunda veya bükme arabasının hareket direncini artırdığında ürünün işlenme kalitesi ve genel üretim verimliliği düşer. Eğer kılavuz rayların erken aşınmasının nedenlerini araştırıyor ve sorun ciddi kayıplara yol açmadan önce kök nedenini belirlemek istiyorsanız, bu makale size pratik rehberlik sağlayacaktır. Aşağıdaki içerikte, kılavuz ray aşınmalarının yaygın belirtilerini, tanı yöntemlerini ve arıza giderme yaklaşımlarını sistematik olarak anlatacağım; böylece bakım ekipleri ve operatörler kılavuz ray hasarlarının kök nedenini doğru bir şekilde tespit edebilsinler. Sorunları erken tespit ederek gereksiz parça değişimlerinden kaçınabilir, ekipman durma sürelerini azaltabilir ve bükme sürecinin kararlılığını sağlayabilirsiniz.
Boru Bükme Makinesi Kılavuz Raylarının İşletim Sırasında Aşındığını Nasıl Belirlersiniz?
1. Tekrarlanan Eğme Süreçleri Sırasında Doğruluk Değişimlerini Gözlemleyin
Boru eğme makinelerinde kılavuz ray aşınmasının erken tipik belirtilerinden biri, işleme sonuçlarında tutarsızlıktır. Aynı program ve işlem parametreleri altında işlenen borularda önemli açı farkları oluştuğunda, bu durum genellikle kılavuz ray yüzeyindeki aşınmanın taşıyıcı hareket kararlılığını etkilediğini gösterir. Birden fazla eğme işlemi sonucunu karşılaştırmak için dijital bir açı ölçüm aracı kullanılması önerilir. Sapmalar giderek artan bir eğilim gösteriyorsa, bu durum genellikle kontrol sistemi veya yazılım sapmaları yerine mekanik aşınma sorunlarına işaret eder.
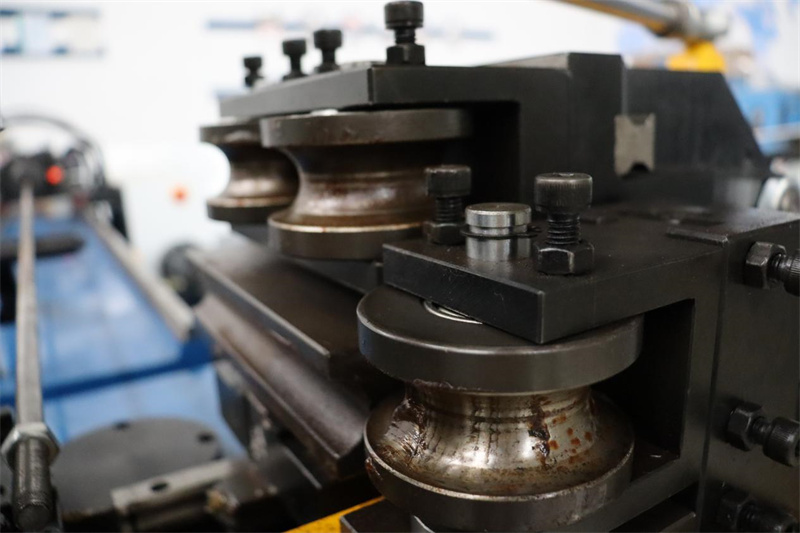
2. Anormal titreşim ve gürültüye dikkat edin.
Titreşim, yalnızca işletim sırasında bir rahatsızlık değil, aynı zamanda mekanik arızanın habercisidir. Kılavuz ray yüzeyi aşınmış veya yetersiz yağlanmışsa, taşıyıcı hareketi sırasında pürüzsüz ilerlemez; bu da sürtünmeyi artırır ve gürültüye, boru yüzeyinde titreşim izlerine ve hatta lokal aşırı ısınmaya neden olabilir. Titreşim, yüksek yük koşullarında daha belirginse, bu durum genellikle kılavuz ray hizalamasının bozuk olması ya da yağlama sisteminin arızalanmasıyla ilişkilidir.
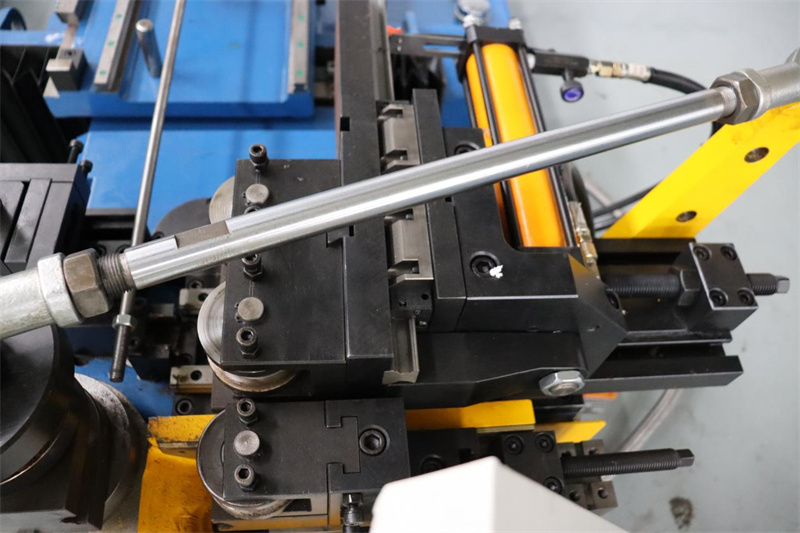
3. Taşıyıcıyı elle hareket ettirin ve çalışma direncini kontrol edin.
Manuel moda geçin ve taşıyıcıyı yavaşça iterek hareketinin pürüzsüz olup olmadığını hissedin. Takılma, dirençte düzensizlik veya lokal duraklamalarla karşılaşırsanız, bunun genellikle kılavuz ray yüzeyinin hasar görmüş olması ya da parçacıklarla kirlenmiş olması anlamına geldiğini unutmayın. Normal koşullarda taşıyıcı, küçük bir dış kuvvetle pürüzsüzce hareket edebilmelidir.
Boru bükme makinesinde kılavuz ray aşınmasının mekanik nedenlerini nasıl teşhis edersiniz?

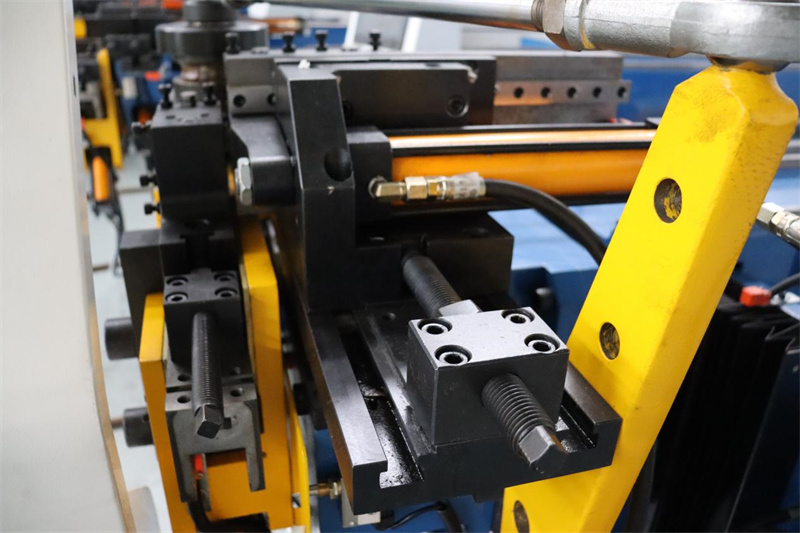
1. Çerçeve ile kılavuz ray arasındaki hizalama sapması.
Kötü hizalama, kılavuz rayın anormal aşınmasının yaygın bir nedenidir. Taşıyıcı ve kılavuz ray, hareket yönlerinde tam olarak dik değilse yük, kılavuz rayın bir kenarına veya yerel bir bölgesine yoğunlaşır; bu da eşit olmayan aşınmaya, tek taraflı çukurlar, çizikler veya eğik aşınma desenleri şeklinde kendini gösterir.
Çözüm: Kılavuz ray ve taşıyıcının hizalamasını kontrol etmek için bir saatinin göstergesi (dial indicator) kullanın, kılavuz ray montaj cıvatalarını kademeli olarak ayarlayın ve sapmayı sürekli izleyin. Yük altında zorlayarak hizalama yapmamaya dikkat edin; çünkü bu, yapısal gerilime neden olabilir ve aşınmayı daha da artırabilir.
2. Yağlama Sistemi Arızası veya Yanlış Kullanım
Kılavuz rayın normal çalışması, sürekli ve yeterli yağlamaya bağlıdır. Yağlama hatlarındaki tıkanıklık, yağ akışının düzensizliği veya uygun olmayan yağlayıcıların kullanılması, metal yüzeyler arasında doğrudan temas oluşturur ve aşınmayı hızla artırır.
Çözüm: Yağlama sisteminin engelsiz yağ akışını sağlamak için haftalık olarak kontrol edilmesi önerilir. Doğrusal hareket bileşenleri için uygun özel bir yağlayıcı kullanın; sıradan gres kullanmayın. Gerekirse, her yağlama noktasına yağın eşit şekilde ulaştığını doğrulamak amacıyla akış testleri gerçekleştirin.
3. Metal Tozunun veya Saçmalık Maddelerin Nüfuzu
Boru bükme işlemi sırasında boru ile kalıp arasındaki sürtünme, metal talaşı veya diğer parçacıklar oluşturabilir. Bu safsızlıklar kılavuz ray yüzeyine yapışır ve zamanında temizlenmezse aşındırıcı gibi davranarak kılavuz rayın aşınmasını hızlandırır.
Çözüm: Kılavuz raylara koruyucu kapaklar takılması ve düzenli bir temizlik programı oluşturulması önerilir. Temizlik için kuru bir bez kullanın; paslanmayı önlemek için su kullanmayın. Ferromanyetik malzemeler işlenirken, metal tozun yayılmasını azaltmak amacıyla manyetik toplama cihazı eklemeyi değerlendirin.
4. Eşit Olmayan Yük Dağılımı
İşletmeciler, boruları montaj sırasında düzeyde tutmazlarsa veya uzun boruları etkili bir şekilde desteklemezlerse, kılavuz raylar tasarımında öngörülen doğrusal yük yerine ek burulma kuvvetleriyle yüklenir ve bu da eşit olmayan aşınmaya neden olur.
Çözüm: Boruların bükülmeden önce kararlı bir şekilde yerleştirilmesini sağlamak amacıyla işletmecilerin eğitimi güçlendirilmelidir. Uzun borular için yardımcı destek cihazları kurulabilir. Uzun süreler boyunca yüksek yükler altında çalışan ekipmanlar için kılavuz rayların taşıma kapasitesi yeniden değerlendirilmeli ve gerekirse teknik özellikler güncellenmelidir.
Kılavuz Ray Aşınmasını Rutin Bakım Yoluyla Geciktirmenin Yöntemleri
Denetim Planı Önerileri
Haftalık: Kılavuz ray durumu görsel olarak denetlenmeli ve yüzeydeki kalıntılar temizlenmelidir.
Aylık: Yağlama sisteminin çalışması kontrol edilmelidir.
Üç aylık: Detaylı hizalama ve doğruluk testi yapılmalıdır.
Yıllık: Sistem değerlendirmesi için uzman profesyoneller davet edilmelidir.
Yağlama Sıklığı Referansı
Hafif Yük Kullanımı: İki haftada bir
Orta Yük: Haftada bir kez
Sürekli Ağır Yük Üretimi: Her 3 ila 4 günde bir
Operatör Eğitimi Zorunludur
Kılavuz ray aşınmalarının çoğu, yanlış operatör alışkanlıklarından veya vardiyalar arası iletişim eksikliğinden kaynaklanmaktadır. Net işletme prosedürleri geliştirilmesi, boru yükleme işleminin standartlaştırılması ve vardiyalar arası devir alınırken ekipman durumunun kayıt altına alınması önerilmektedir. Ayrıca yeni operatörlerin doğru işletme yöntemlerini öğrenmelerini sağlamak amacıyla sistematik bir eğitimden geçmeleri gerekmektedir.

Bilimsel muayene, doğru teşhis ve standartlaştırılmış rutin bakım uygulamaları ile boru bükme makinesinin kılavuz raylarının ömrünü etkili bir şekilde uzatabilir, ekipmanın işlenebilirlik doğruluğunu ve işletim kararlılığını sağlayabilirsiniz.

