















































Pres frenindeki basınç dengesizliği nasıl ayarlanır
NC pres bükme makinenizde tutarsız büküm açılarıyla mı karşılaşıyorsunuz? Temel nedenleri anlamak ve hedefe yönelik çözümler uygulamak, hassas ve tekrarlanabilir sonuçlar elde etmenize yardımcı olabilir. Pres bükmenin basınç dengesizliğini ayarlama yöntemleri temel olarak dış faktörleri ve makine iç faktörlerini çözmeyi içerir. Öncelikle, basınç dengesizliğinin nedenini belirlemek gerekir; bu genellikle dış faktörler ve makine iç faktörleriyle ilgilidir. Dış faktörler, çalışma silindirinin her iki tarafındaki kaydırıcıların dengesiz kuvvete maruz kalmasına neden olabilecek yakındaki ağır nesnelerdir. Makine iç faktörleri ise, iki çalışma silindirinin kaydırıcının her iki ucundan basınç uygulamasından dolayı çalışma ağırlık merkezinin ortaya kaymasına neden olabilir. Bu durum da ürünün şekillendirilmesini ve sonraki işlemleri etkiler.
Çözüm
Harici faktörleri çözün: pres kırma makinesinin çalışmasını etkileyen ağır nesneleri kaldırın ve çalışma silindirinin her iki tarafındaki kaydırıcıların eşit şekilde yüklenmesini sağlayın.
Makinenin kendi faktörlerini çözün: sehim telafisi ve basınç telafisi yöntemlerini uygulayın ve iş tezgahına kuvvet yönüne zıt yönde bir deformasyon miktarı yerleştirerek kaydırıcı ile iş tezgahı için değişken telafiyi gerçekleştirin, böylece pres kırma makinesinin çalışma silindiri kaydırıcılarının daha dengeli basınç dağılımı elde edilir.
Belirli adımlar
Harici faktörlerin ayarlanması:
Pres kırma makinesinin çalışmasını etkileyen ağır nesneleri kaldırın.
Pres kırma makinesinin üzerinde yabancı cisimlerin bulunmadığını kontrol edin ve her zaman pres kırma makinesinin çalışma koşullarına dikkat ederek her iki tarafta da düzensiz basıncın oluşumunu azaltın.
Makine iç faktörlerinin ayarlanması:
Kırılma kompansasyonunu gerçekleştirmek için kuvvetin uygulandığı yöne zıt yönde, pres freninin kaydırıcı ve üst kalıbı arasındaki iş tezgahına deformasyon miktarı yerleştirin.
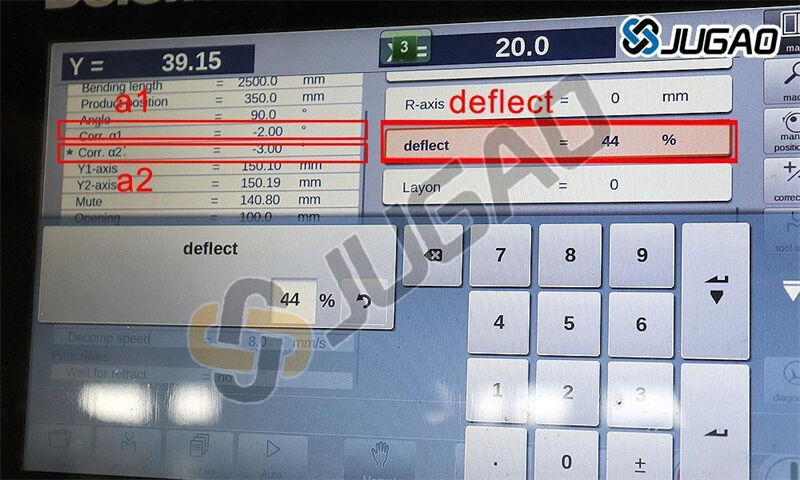
Basınç kompansasyonunu gerçekleştirmek için hidrolik kompansasyon ve mekanik kompansasyon kullanın.
Aşağıdaki şekil örnektir

Takımları Kontrol Edin ve Hizalayın
Yanlış hizalanmış veya aşınmış takımlar, açı farklılıklarının yaygın nedenlerindendir. Üst ve alt kalıpların doğru şekilde hizalandığını ve hasar görmemiş olduğunu kontrol edin. Doğruluğu korumak için aşınmış bileşenleri değiştirin.

CNC Kontrol Birimini Yeniden Kalibre Edin
Zamanla makine kontrol birimi orijinal ayarlardan sapabilir. CNC sistemini yeniden kalibre ederek bükme komutlarını doğru şekilde yorumladığını ve uygulandığını sağlayın.
Malzeme Tutarlılığını Doğrulayın
Malzeme kalınlığındaki, sertliği veya tane yönündeki değişiklikler bükme sonuçlarını etkileyebilir. Malzeme özelliklerini kontrol edin ve bükme işlemine devam etmeden önce birimliği sağlayın.
Düzenli Bakım Yapın
Kullanımdan önce makine gövdesinde yabancı nesnelerin olmadığından emin olun ve pres bükme makinesinin çalışma durumuna daima dikkat edin.
Makine Ayarlarını İyileştirin
Bükme hızı, basınç ve arka dayama pozisyonu gibi parametreleri, belirli malzemeler ve tasarım gereksinimleri için performansı optimize edecek şekilde ayarlayın.
Sık Karşılaşılan Senaryoların Çözümlenmesi
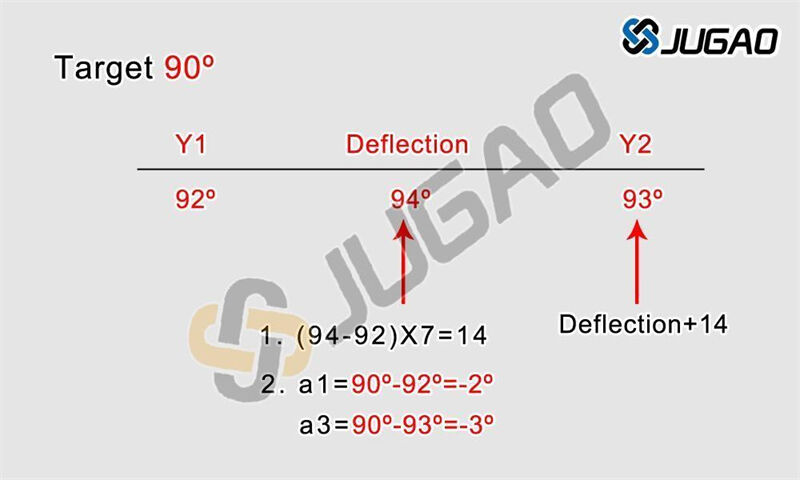
Hidrolik NC pres bükme makinelerinde sık rastlanan sorunlardan biri, aynı bükme hattında açıların tutarlı olmamasıdır. Örneğin, hedef açı 90° iken bir tarafta 89°, diğer tarafta ise 91° görülebilir. Bu sorun genellikle eşit olmayan basınç dağılımından veya eksenlerin hizalanmamasından kaynaklanır.

Takım hizalamasını, kontrol cihazının kalibrasyonunu ve malzeme kontrollerini sistematik olarak gerçekleştirerek bükme işlemlerinizdeki hassasiyeti tekrar sağlayabilirsiniz.
Önlemler
* Pres bükme makinesini kullanmadan önce makine üzerinde yabancı cisim bulunmadığından emin olun ve pres bükmenin çalışma koşullarına her zaman dikkat edin.
* Arızaların sıklığını azaltmak için pres kırma makinesinin düzenli olarak temizliğini yapın ve bakımını gerçekleştirin.
* Güvenli ve etkili ayarlar yapılması için üretici tarafından sağlanan el kitabındaki özel işletim talimatlarını uygulayın.
Sonuç
Sabit büküm açılarının korunması, uygun makine kurulumunun, düzenli bakımların ve malzeme detaylarına dikkat edilmesinin bir araya gelmesiyle sağlanır. Hataları en aza indirgeyerek NC pres kırma makinenizin verimliliğini artırmak için bu en iyi uygulamalara başvurun.

