















































Açı Hesaplaması – Büyük Yaylı Bükümler İçin Bükme Açısının Nasıl Hesaplanacağı
Açı Hesaplaması – Büyük Yaylı Bükümler İçin Bükme Açısının Nasıl Hesaplanacağı
Açı Hesaplama – Büyük Bir Yay İçin Kaç Adet Eğme Gerektiği ve Eğme Açısının Nasıl Hesaplanacağı
Yöntem 1
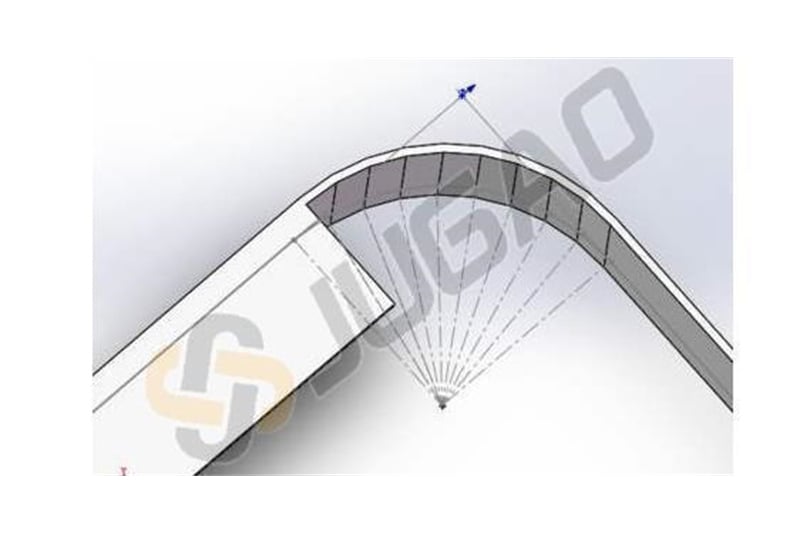
Bir yay nasıl bükülür? (Özel bir kalıp kullanmadan)
Yukarıda gösterildiği gibi:
Sac kalınlığı T = 2 mm, merkez açısı = 90°
1. Yay uzunluğunu hesaplayın:
Yay Uzunluğu L = 90° × π ÷ 180° × Nötr Eksen Yarıçapı R59 = 92,63 mm
2. Eğme takımı seçin:
Üst kalıp için düz bıçak, alt kalıp için 8V kullanın (Yay kıvrımı yaparken minimum izin verilen V-genişliğini seçin; genellikle 4T ile 6T arasındadır).
3. Her kıvrım için ilerleme miktarını hesaplayın:
Her Kıvrım İçin İlerleme Miktarı = Seçilen alt kalıbın V-genişliğinin yarısı.
4. Gerekli kıvrım sayısını hesaplayın:
Kıvrım Sayısı = Yay Uzunluğu L (92,63 mm) ÷ (V-genişliği ÷ 2 = 4 mm) ≈ 23 kıvrım.
5. Her kıvrım için konumlandırma boyutunu hesaplayın:
İlk kıvrım için konumlandırma boyutunu hesapladıktan sonra, her bir sonraki kıvrım için bu boyutu 4 mm azaltın (Kıvrma sırası içten dışa doğru planlanmalıdır).
6. Son olarak, her kıvrım için kıvrma açısını hesaplayın:
Bu, standart trigonometrik formüllere dayanır.
7. Test kıvrımı:
Hesaplamalar doğrulandıktan sonra, gerçek parçaya geçmeden önce açıyı onaylamak için hurda malzeme üzerinde test bükümleri gerçekleştirin.
Yöntem 2
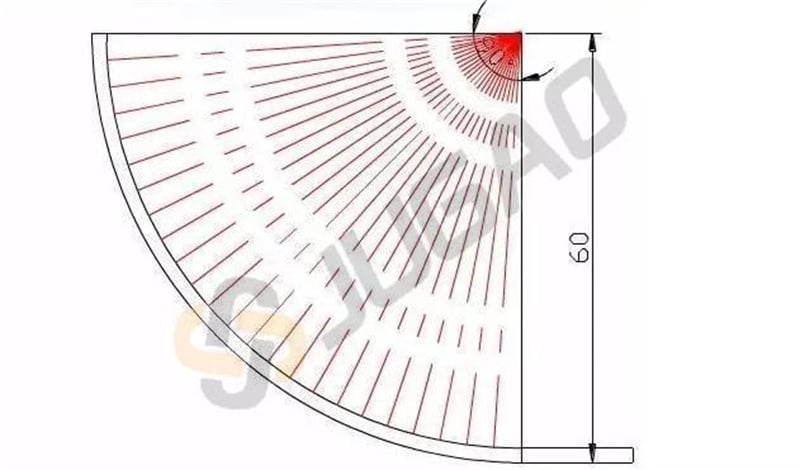
Aşağıdaki şemayı dikkate alın:
Sac kalınlığı: 2 mm
Bükme açısı: 120°
Dış bükme yarıçapı: 30 mm
Nötr eksen yarıçapı: 29 mm
Yay bükme için geliştirilmiş uzunluk, nötr eksenin yay uzunluğuna dayanır. Bu nedenle, büküm sayısı ve her bir büküm için açı da nötr eksenin yay uzunluğuna göre hesaplanmalıdır.
Nötr eksen, iç yüzeyden sac kalınlığının yarısı kadar bir mesafede yer alır.

Yukarıda gösterilen yay bükme için kaç adet büküme ihtiyaç vardır ve her bir bükümün açısı ne olmalıdır?
Eğer her kıvrımdaki ilerleme 2 mm ise:
Kıvrım Sayısı = Yay Uzunluğu / 2 mm = 30,37 / 2 ≈ 15 kıvrım
Her Kıvrımdaki Eğme Açısı
= 180 - { (2 / Yay Uzunluğu) × (180 - Toplam Eğme Açısı) }
= 180 - { (2 / 30,37) × 60 }
= 176°
Eğer yay uzunluğu işlem sırasında doğrudan ölçülemiyorsa, eğme açısı aşağıdaki formül kullanılarak da hesaplanabilir:
Her Kıvrımdaki Eğme Açısı = 180 - { (2 / (π × Nötr Eksen Yarıçapı)) × 180 }
= 180 - { (2 / (3,14 × 29)) × 180 }
= 176°
Farklı bir kıvrım başına ilerleme değeri kullanmak isterseniz (örneğin 3 mm), yukarıdaki formüllerdeki '2' değerini istediğiniz ilerleme değeriyle değiştirin.
Bu formüller teorik değerler sağlar. Uygulamada, hesaplanan değerler başlangıç noktası olarak alınmak üzere test sonuçlarına göre ayarlamalar yapılmalıdır.

