















































E21 Pres Bükme Makinesi Kullanımıyla İlgili Pratik Kılavuz
E21 Pres Bükme Makinesi Kullanımıyla İlgili Pratik Kılavuz
E21 Pres Büküm Makinesi'ni çalıştırmak için, öncelikle kontrol sistemine gerekli büküm parametrelerini girin. Malzeme doğru şekilde yerleştirildikten ve sabitlendikten sonra, tüm standart güvenlik protokollerine uyarak büküm çevrimini başlatabilirsiniz. Tutarlı, yüksek kaliteli sonuçlar elde etmek için rutin bakımı ve düzenli araç muayenelerini yapmak esastır.
Sürecin tamamına dair ayrıntılı, adım adım bir kılavuz için aşağıda tam çalışma kılavuzuna ilerleyin.

E21 Sistemi: Giriş
E21, özel olarak pres bükme makineleri için tasarlanmış bir kontrol sistemidir. Gerekli endüstriyel standartlar dahilinde hassasiyeti korurken performans ve maliyet verimliliği arasında optimal bir denge sunar ve makine genel maliyetlerini önemli ölçüde düşürür.
E21 sisteminin temel özellikleri şunlardır:
Yüksek çözünürlüklü LCD ekran, Çince ve İngilizce olmak üzere iki dili destekler ve programlama parametrelerini tek sayfada gösterir; bu da programlamayı daha hızlı ve kolay hale getirir.
X ve Y eksenlerinin akıllı pozisyonlandırılması, manuel ayarlamayı destekler ve mekanik el ile yapılan pozisyonlandırma cihazlarına olan ihtiyacı ortadan kaldırır.
Dahili basınç tutma süresi ve boşaltma gecikmesi ayar fonksiyonları, operasyonu kolaylaştırır ve maliyetleri azaltır.
parametre yedekleme ve geri yükleme işlemi tek tıkla yapılır; bu da parametrelerin ihtiyaç duyulduğu anda her zaman geri yüklenmesini sağlayarak bakım maliyetlerini düşürür. Üretim verimliliğini ve işleme hassasiyetini artırmak için çoklu adım programlamayı destekler.
Paneldeki tüm düğmeler mikro anahtarlardır ve ürünün kararlılığını ve kullanım ömrünü sağlamak için EMC, yüksek ve düşük sıcaklık, titreşim vb. testlerinden katı bir şekilde geçmiştir.
CE sertifikasyonu, yurtdışı pazarlara destek olmaktadır.
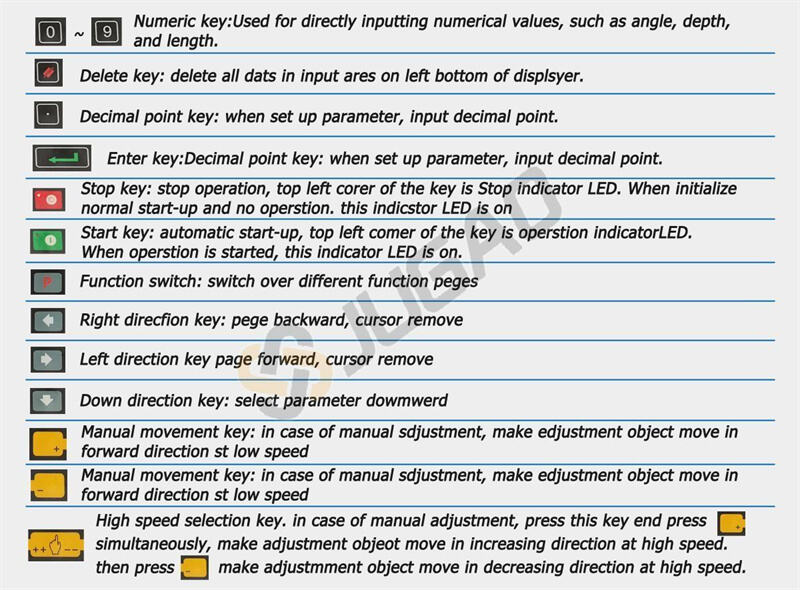
Panel tuşlarının fonksiyonları Tabloda açıklanmıştır.
Tek Arayüz
E21 kontrolörü 160*160 nokta matrisli LCD ekran kullanmaktadır. Ekran alanı aşağıda gösterilmiştir.

Başlık çubuğu: geçerli sayfa ile ilgili bilgileri, örneğin sayfa adı vb., görüntüler.
Parametre görüntüleme alanı: parametre adı, parametre değeri ve sistem bilgilerini görüntüler.
Durum çubuğu: giriş bilgilerinin ve uyarı mesajlarının görüntüleme alanı vb.
Bu sayfadaki kısaltmaların açıklamaları Tabloda gösterildiği gibidir.
X: Geçerli arka plan konumu
Y: Mevcut kaydırıcı konumu
XP: İstenen arka ölçüm konumu
YP: İstenen kaydırıcı konumu
DX: Arka ölçüm geri çekilme mesafesi
HT: Bekleme gecikmesi
DLY: Geri çekilme gecikmesi
PP: Önceden ayarlanmış iş parçası
CP: Mevcut iş parçası
Tek Adım Programlama
E21'in tek adımlı programlama ve çok adımlı programlama olmak üzere iki programlama yöntemi vardır. Kullanıcılar, gerçek ihtiyaçlarına göre programlamayı ayarlayabilir.
Tek adımlı programlama genellikle iş parçası işleme işleminin tek bir adımda tamamlanması için kullanılır. Kontrolcüye enerji verildiğinde otomatik olarak tek adımlı program sayfasına girer.
İşlem adımları
Adım 1 Başlatıldıktan sonra cihaz, tek adımlı programın ayar sayfasına otomatik olarak geçer.
Adım 2 Ayarlanması gereken parametreyi seçmek için basın, program değerini girmek için sayısal tuşa basın ve girişi tamamlamak için basın.
Adım 3 Tuşuna bastığınızda sistem bu programa göre çalıştırılacaktır.
Çok Adımlı Programlama
Çok adımlı program, farklı işlem adımlarına sahip tek bir iş parçasının işlenmesi için kullanılır, ardışık çok adımlı uygulamayı sağlar ve işleme verimliliğini artırır.
İşlem adımları
Adım 1 Güç açıldığında cihaz tek adımlı parametre sayfasını otomatik olarak görüntüler.
Adım 2 Program yönetimi sayfasına geçmek için tuşuna basarak program yönetimi sayfasına geçin.
Adım 3 Program seri numarasını seçmek için tuşuna basın veya doğrudan program numarasını girin, örneğin “1” girin.
Adım 4 Çok adımlı program ayar sayfasına girmek için tuşuna basın.
Adım 5 Ayarlanması gereken çok adımlı programlama parametresini seçmek için tuşuna basın, ayar değerini girin, tuşuna basın ve ayar geçerli hale gelir.
Adım 6 Ayarlamalar tamamlandıktan sonra adım parametresi ayar sayfasına girmek için tuşuna basın.
Adım 7 Ayarlanması gereken adım parametresini seçmek için seç tuşuna basın, program değerini girin, onaylayın ve ayar geçerli hale gelsin.
Adım 8 Adımlar arasında geçiş yapmak için tuşa basın. Eğer mevcut adım ilk adımsa, sonraki sayfaya geçmek için tuşa basın; eğer mevcut adım son adımsa, adım parametre ayarlarının ilk sayfasına gitmek için tuşa basın.
Adım 9 Tuşa basın, sistem bu programa göre çalışmaya başlasın.
Parametreler ayarlanıyor
Kullanıcılar sistemin normal çalışması için gerekli tüm parametreleri ayarlayabilir, bunlara sistem parametresi, X ekseni parametresi ve Y ekseni parametresi dahildir.
Adım 1 Program yönetimi sayfasında, sabit programlama sayfasına girmek için tuşa basın. Bu sayfada sabit programlama ayarlanabilir.
Adım 2 Sabit programlama aralığı Tablo'da gösterilmiştir.
Adım 3 Şifre '1212'yi girin ve Öğretme Sayfasına girmek için tuşa basın.
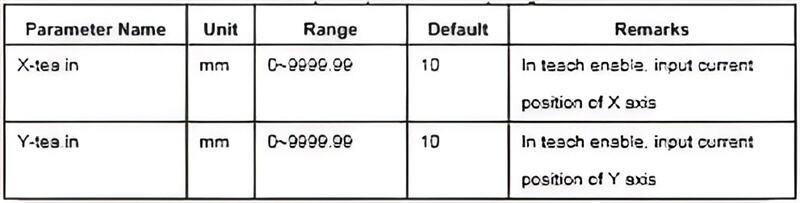
Adım 4 Parametreleri ayarlayın, parametre ayar aralığı Tablo'da gösterilmiştir.
Adım 5 Tuşa basın, sabit programlama sayfasına geri dönün.
Alarm
Cihaz, iç veya dış anormallikleri otomatik olarak tespit edebilir ve alarm uyarısı gönderebilir. Alarm mesajı, alarm listesinde mevcuttur.
Adım 1 Programlama yönetimi sayfasında, programlama sabiti sayfasına girmek için basın.
Adım 2 Programlama sabiti sayfasında, 'Alarm geçmişi' sayfasını görüntülemek için basın. Bu sayfada son 6 alarmin, alarm numaralarının ve nedenlerinin hepsi görüntülenebilir.
Yaygın arızalar ve giderme yöntemleri
1. Kontrolör Açılmıyor / Ekran Yok
Arıza belirtileri:
Ekran boştur.
Gösterge ışıkları yanmıyordur.
Olası Nedenler ve Giderme Yöntemleri:
C1: Ana Güç Kaynağı Sorunu.
Kontrol edin: Makinenin ana ayırıcı şalterinin AÇIK konumda olduğundan emin olun.
Kontrol: Ana güç kablosunun bağlı olduğunu ve voltajın doğru olduğunu doğrulayın.
C2: Makine Kapısı/Güvenlik Kapağı Açık.
Kontrol: Elektrik panosu kapılarının ve güvenlik kapaklarının tamamen kapalı olduğundan emin olun. Birçok makine, çalışmayı engelleyen güvenlik kilitlerine sahiptir.
C3: Sigorta Atmış.
Kontrol: Makinenin elektrik panosundaki ana sigortaları inceleyin.
C4: Arızalı Güç Kaynağı Ünitesi.
Kontrol: Kontrolcü için iç DC güç kaynağı (örneğin, 24V DC) arızalı olabilir. Bu, nitelikli elektrikçi gerektirir.
2. Eksenler (Y1, Y2, X, R) Hareket Etmiyor veya "Takip Hatası" / "Eksen Arızası" Gösteriyor
Arıza belirtileri:
Eksen, manuel komutlara tepki vermiyor.
Kontrolcü, eksen sürücü veya takip hatası ile ilgili bir hata mesajı görüntüler.
Bir taraf (Y1 veya Y2) diğerinden daha düşük/yüksek durumda (senkron dışı).
Olası Nedenler ve Giderme Yöntemleri:
C1: Servo Sürücü / Amplifikatör Arızası.
Kontrol: Servo sürücü ünitesinin kendisinde (genellikle elektrik kabini içinde bulunur) bir hata kodu olup olmadığını kontrol edin. Sürücü üreticisinin kılavuzuna bakın.
Aksiyon: Makineyi kapatıp tekrar açarak arızayı sıfırlayın. Devam ederse, teknik destek için hatayı not alın.
C2: Encoder / Geri Bildirim Kablosu Sorunu.
Kontrol: Servo motorların arkasına bağlı olan encoder kablolarını hasar veya gevşek bağlantılar açısından inceleyin.
C3: Mekanik Engel.
Kontrol: Pres kafasının (Y ekseni) veya arka ölçünün (X ekseni) serbestçe hareket edip etmediğini elle kontrol edin. Fiziksel bir takılma olabilir.
C4: Motor Freni Devrede.
Kontrol: Servo motor freni (özellikle Y ekseni üzerinde) çözülmemiş olabilir. Motordan bir homurtu sesi duyabilirsiniz ancak hareket olmaz.
3. "Eksen Referanslanmadı" veya "Lütfen Referans Ayarlayın" Hatası
Arıza belirtileri:
Makine bir çevrimi başlatabilir.
Kontrol cihazı bir referans işlemi talep ediyor.
Olası Nedenler ve Giderme Yöntemleri:
C1: Makine Kapatıldı.
Aksiyon: Bu standart bir işlemdir. Makine açıldıktan sonra "Referans" veya "Sıfıra Dönüş" işlemini gerçekleştirmelisiniz. Manuel ekrana gidin ve tüm eksenler için referans çevrimini çalıştırın.
C2: Referans Anahtarı / Yakınlık Sensörü Arızası.
Kontrol: Sıfır konumunu algılayan sensör kirli, hizalanmamış veya arızalı olabilir. Bu genellikle bir teknisyere ihtiyaç duyar.
4. "Aşırı Yük" veya "Yüksek Basınç" Alarmı
Arıza belirtileri:
Bükme çevrimi sırasında, özellikle sona yakın bölgede alarm oluşur.
Olası Nedenler ve Giderme Yöntemleri:
C1: Yanlış Tonaj (Basınç) Ayarı.
Kontrol: Programlanan bükme basıncı, malzeme veya makinenin kapasitesi için çok yüksektir. Programdaki basınç ayarını gözden geçirin ve azaltın.
C2: Yanlış Matris Seçimi.
Kontrol: Malzeme kalınlığı için çok küçük bir V-matris kullanmak aşırı kuvvet gerektirir. V-matris açıklığının malzeme için doğru olduğundan emin olun (genellikle V-açıklığı = 8 x Malzeme Kalınlığı).
C3: Makine Kapasitesi Dışında Bükme Yapılıyor.
Kontrol: Makinenin nominal kapasitesinden daha kalın veya daha uzun bir malzemeyi bükmeye çalışıyor olabilirsiniz.
5. Tutarlı Olmayan Bükme Açısı
Arıza belirtileri:
Aynı programda bile parça parçaya bükme açısı değişiklik gösterir.
Olası Nedenler ve Giderme Yöntemleri:
C1: Malzeme Değişkenlikleri.
Kontrol: Tutarlı olmayan malzeme kalınlığı, sertliği veya tane yönü açı değişimine neden olabilir. Malzeme sertifikalarını kontrol edin.
C2: Aşınmış veya Yanlış Kalıp Kullanımı.
Kontrol: Bükme kalıbı ve matrisi aşınma veya hasar açısından kontrol edin. Belirtilen açı için doğru araçların kullanıldığını doğrulayın.
C3: Terazi Telafisi Eksikliği.
Eylem: Uzun sac levhaları büküyorsanız, makinenin tezgahı sehim yapabilir. Bu sehimin telafisini yapmak için "Terazi" fonksiyonunu (manuel veya otomatik) kullanın. Gerekirse yeniden kalibre edin.
C4: Hidrolik Sistem Kararsız.
Kontrol: Düşük hidrolik yağı seviyesi, kirli yağ veya arızalı bir valf basınç kararsızlığına neden olabilir. Yağ seviyesini ve sıcaklığı kontrol edin.
6. Arka Ölçüm (X, R, Z) Hedef Pozisyona Ulaşmıyor veya Hatalı
Arıza belirtileri:
Arka ölçüm yanlış pozisyonda duruyor veya durduğunda titriyor.
Olası Nedenler ve Giderme Yöntemleri:
C1: Mekanik Engel veya Hizalama Sorunu.
Kontrol: Arka ölçüm rayları ve vidalar üzerinde talaş, pislik veya çapak olup olmadığını kontrol edin. Kılavuz yolları temizleyin ve yağlayın.
C2: Gevşek Kavrama veya Tahrik Kayışı.
Kontrol: Servo motor ile bilyalı vida arasındaki bağlantı veya tahrik kayışı (uygulanabilirse) gevşek olabilir.
C3: Oynaklık.
Eylem: Zamanla mekanik aşınma, oynaklığa neden olabilir. Denetleyici genellikle bir teknisyen tarafından ayarlanabilen "Oynaklık Telafisi" ayarına sahiptir.
Genel Sorun Giderme Akış Şeması
1. E21 ekranındaki tam hata mesajını not edin.
2. Makine Üreticisinin Kılavuzuna başvurun. En spesifik hata kodları ve prosedürler burada yer alır.
3. Basit bir Sıfırlama Yapın: Makineyi tamamen kapatın, 10 saniye bekleyin ve tekrar açın.
4. Açıkça Görülen Sorunları Kontrol Edin: Gevşek kablolar, devre kesicilerin devreye girmesi, hidrolik yağı eksikliği, alışılmadık sesler.
5. Sorunu Yerinde Belirleyin: Kontrol sorununun (denetleyici, programlama), elektrikle ilgili (motor, sürücü, sensör) veya mekanik (kilitlenmiş eksen, aşınmış takımlar) olup olmadığını belirleyin.
6. Teknik Destek ile İletişime Geçin: Temel kontrollerle sorun çözülmezse, size tam hata mesajını ve zaten attığınız adımları sağlayın.
Hatırlayın: İç elektrik onarımları yalnızca yetkili personel tarafından yapılmalıdır.

