















































Gabay sa Optimal na Paggamit ng DELEM DA53T/DA58T Z-axis Controller
Gabay sa Optimal na Paggamit ng DELEM DA53T/DA58T Z-axis Controller
Ang hindi tamang pag-configure ng DELEM DA53T/DA58T Z-axis Controller ay maaaring lubhang mapinsala ang kahusayan ng operasyon ng press brakes. Detalyadong inilalahad ng komprehensibong gabay na ito ang tamang pag-setup at pamamaraan ng operasyon ng Z-axis Controller, na may layuning tulungan ang mga operator na makamit ang maayos at mataas na presisyong operasyon ng press brake sa pamamagitan ng pagpapalawak ng kanilang kaalaman sa mga pangunahing tungkulin at proseso ng pag-configure nito.
Ang DELEM DA53T/DA58T Z-axis Controller ay isang nakatuon na bahagi ng kontrol na binuo para sa sistema ng DELEM DA53T/DA58T CNC. Ito ay naisama sa Schneider Easy Harmony touchscreen at sa Schneider TM200 PLC, isang integrasyon na nagpapataas ng kakayahan ng sistema ng DA53T/DA58T upang suportahan ang kontrol ng 6+1 axis, na nagpapahusay nang malaki sa operasyonal na flexibility at kumpiyansa ng sistema. Ang ginamit na touchscreen model ay ang HMIET6401, na may 7-inch na display na may resolusyon na 800×480 pixels at isang TFT LCD screen na may 16-milyong kulay para sa malinaw at madaling gamitin na operasyon.

1. Pangkalahatang Paglalarawan ng Pangunahing Operasyon ng Z-axis Controller
Para sa mga sistema ng DELEM DA5XT series (kabilang ang DA53T/DA58T), ang Z-axis ay maaaring kontrolin gamit ang parehong single-step at multi-step programming modes—tulad ng X at R axes, ang mode ng kontrol ng Z-axis ay maaaring i-customize nang malaya sa sistema ng DA5XT.
Ang mga pangunahing hakbang sa operasyon para sa Z-axis programming ay ang mga sumusunod:
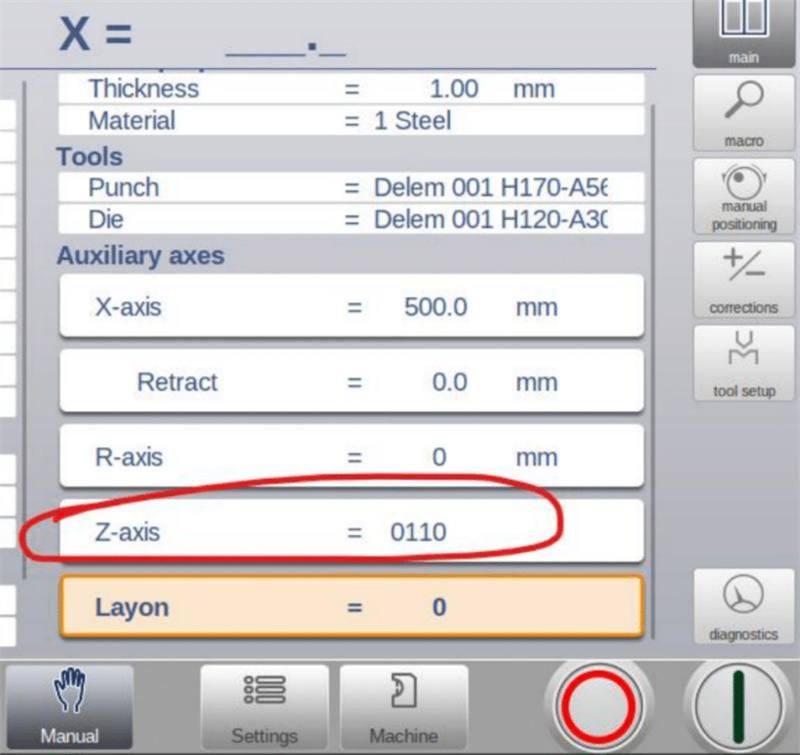
1. Batay sa aktwal na haba ng sheet metal at posisyon ng punch, ipasok ang eksaktong mga koordinado ng Z-axis para sa programming sa touch screen ng JUGAO;
2. Para sa bawat hakbang ng programming sa sistema ng DA5XT, i-assign ang isang natatanging ID ng Z-axis (ang halaga ng ID ay nasa format na binary, na may nakatakda ring saklaw na 0000 hanggang 1111).
Ang parehong mode ng operasyon ng Z-axis—ang single-step at multi-step—ay sumusuporta sa arbitraryong pagtakda ng mga halaga ng Z-axis ID sa loob ng binary na saklaw na 0000–1111, at ang sistema ay nagbibigay ng mga visual na halimbawa ng operasyon para sa parehong mode upang mapadali ang pag-unawa at operasyon ng operator.
2. Detalyadong Operasyon sa Touch Screen ng JUGAO
Ang touch screen ng JUGAO ang pangunahing human-machine interface para sa manu-manong at awtomatikong operasyon ng Z-axis, na may malinaw at iba’t ibang lohika ng operasyon para sa iba’t ibang working mode, kasama na ang mga tiyak na pamamaraan para sa mga hindi karaniwang sitwasyon at pang-araw-araw na kalibrasyon.
2.1 Pamamaraan ng Manu-manong Operasyon
Ang manu-manong operasyon ng Z-axis ay magagamit lamang kapag ang nakatakda na ikon ng manu-manong operasyon ay nakikita sa touch screen; kung ang ikon ay hindi nakikita, ang manu-manong kontrol ay hindi pinapagana.
• Pindutin ang key ng paharap na kontrol upang paandarin ang Z1 o Z2 papunta sa direksyon ng pagtaas ng halaga ng posisyon (ang gilid ng Y1 ay tumutugon sa pinakamababang posisyon ng halaga ng Z-axis, at ang gilid ng Y2 ay tumutugon sa pinakamataas na posisyon ng halaga ng Z-axis);
• Pindutin ang key ng baligtad na kontrol upang paandarin ang Z1 o Z2 papunta sa direksyon ng pagbaba ng halaga ng posisyon, at agad na titigil ang paggalaw kapag inilabas ang key;
• Paglipat sa pagitan ng Z1 at Z2: Pindutin ang key ng pagpili ng axis, at ang Z2 ay lilitaw sa kulay asul, na nangangahulugan na ang Z2 ay nasa estado ng manu-manong operasyon; pindutin muli ang key, babalik ang Z2 sa itim, at ang karapatan sa manu-manong operasyon ay babalik sa Z1.
2.2 Paraan ng Awtomatikong Operasyon
Ang awtomatikong operasyon ng Z-axis ay sinisimulan ng dedikadong key ng awtomatikong pagsisimula sa JUGAO touch screen, kasama ang pagsubok ng kondisyon bago simulan ang operasyon:
• Kung ang oil pump ng press brake ay hindi pa naka-start, ipapaalala ng screen sa operator na i-start muna ang oil pump;
• Kung ang oil pump ay nasa normal na estado ng paggana, ang pagpindot sa key ng awtomatikong start ay hahantong sa paggalaw ng Z-axis patungo sa nakatakdang posisyon na tumutugma sa Id0000;
• Pindutin ang dedikadong key para sa paghinto sa screen anumang oras upang agad na itigil ang awtomatikong paggalaw ng Z-axis.
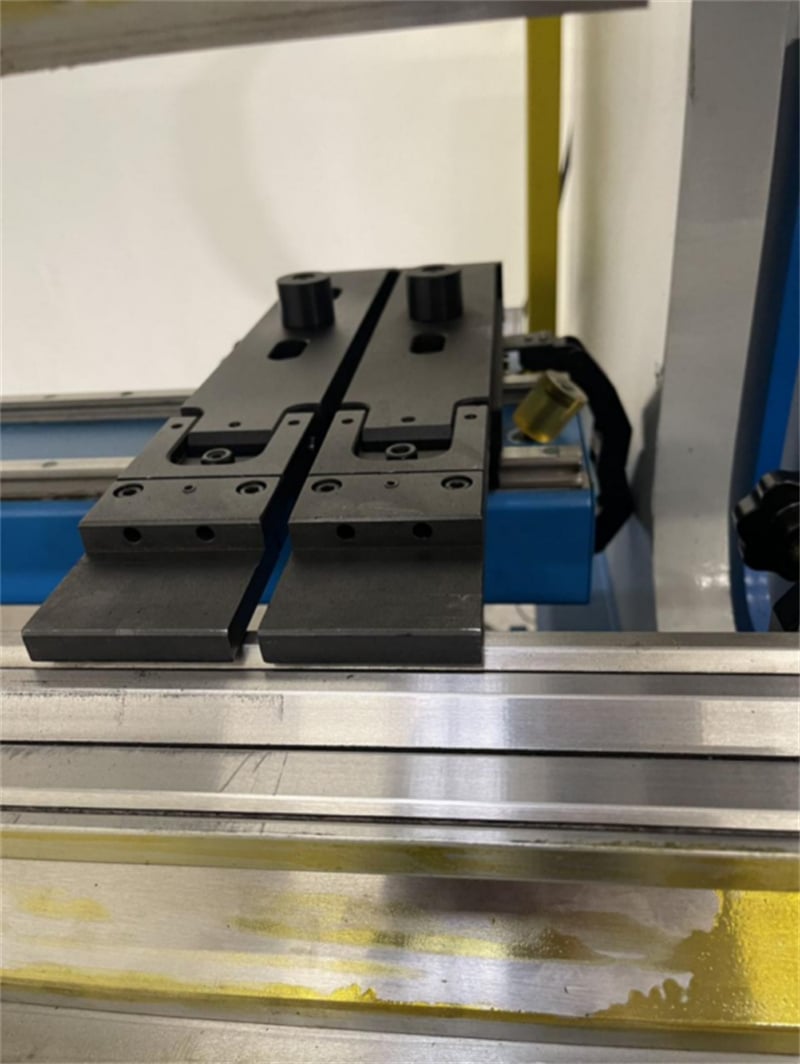
2.3 Pamamahala sa Hindi Karaniwang Sitwasyon Dahil sa mga Aksidenteng Pagkakabangga
Sa kaso ng pagkakabangga sa pagitan ng mga stop finger ng Z1 at Z2 habang gumagana, pamahalaan ang hindi karaniwang sitwasyon gamit ang sumusunod na pagkakasunod-sunod:
1. Unang suriin kung may alarm signal ang Z-axis drive module; kung may alarm, i-off ang kuryente sa drive module at i-restart ito upang i-reset ang alarm;
2. Isagawa ang operasyon ng "teaching" calibration para sa parehong Z1 at Z2 axes;
3. I-input sa touch screen ang aktwal na kasalukuyang eksaktong mga halaga ng posisyon ng Z1 at Z2, at matapos ang pagkumpirma, maaaring muling magpatuloy ang sistema sa normal na susunod na operasyon.
2.4 Mga Pangunahing Kinakailangan para sa Operasyon ng Pagtuturo (Kalinawan) sa Z-axis
Ang tamang pagtuturo (kalinawan) sa Z-axis ay ang pangunahing kinakailangan upang gumana nang normal at tumpak ang buong Z-axis Controller, at kailangang isagawa ang operasyong ito sa mga sumusunod na sitwasyon:
1. Ang unang pagsusubok at pagsasaayos ng isang bagong press brake na mayroong DA53T/DA58T Z-axis Controller;
2. Anumang aksidental na pagkabangga ng mga daliri ng Z-axis stop o iba pang hindi normal na mekanikal na impact sa Z-axis.
Mahalaga ring tandaan na ang Z-axis Controller ay may function na memorya kapag nababawasan ang kuryente: ang mga parameter ng posisyon ng Z-axis na nakalinaw ay awtomatikong isinasa-imbak ng sistema. Matapos patayin at muling i-on ang kagamitan, hindi na kailangan ng operator na muling isagawa ang operasyon ng pagtuturo (kalinawan), at ang sistema ay maaaring direktang gamitin ang mga na-imbak na parameter para sa operasyon.

