















































Mga Pangunahing Hakbang sa Pag-config ng Tool ng DELEM DA-66S
Talaan ng Nilalaman
1. Panimula
2. Mga Pangunahing Hakbang sa Pag-configure
2.1 Pag-access sa Interface ng Pag-configure ng Kagamitan ng DELEM DA-66S
2.2 Pag-activate ng Function ng Pag-setup ng Kagamitan
2.3 Pagpili at Pagdaragdag ng Bagong mga Kagamitan
3. Pagtatakda ng Posisyon ng Kagamitan at mga Parameter ng Haba
3.1 Pag-program ng Haba ng Kagamitan at Posisyon ng Pagkakalagay
3.2 Pagpapakita ng Buong Potensyal ng Feature ng Auto Select
4. Advanced na Pag-configure at Pamamahala ng Segmentasyon ng Kagamitan
4.1 Pamamahala sa Segmentasyon ng Kagamitan
4.2 Pagpili at Pag-reposisyon ng mga Estasyon ng Kagamitan
5. Mga Karaniwang Katanungan (FAQ)
6. Pagwawakas
Ang eksaktong pag-configure ng mga kagamitan ng DELEM DA-66S control system ayon sa mga pamantayang hakbang ang susi sa pagpapataas ng kahusayan ng operasyon at katiyakan ng pagmamasin ng mga press brake machine. Kung ikaw ay nagpapabago ng umiiral na setup ng kagamitan o lumilikha ng isang bagong setup, kailangan nang mabuti ang bawat hakbang sa proseso ng configuration upang matiyak ang pinakamahusay na resulta sa produksyon.
Ang sentro ng configuration ng kagamitan ay ang tumpak na programming ng mga punch, die, at lahat ng kinakailangang adapter para sa makina. Sa pamamagitan ng pag-access sa product library at pagpili ng angkop na scheme ng tool setup, maaari mong makamit ang napakahusay na tiyak na configuration ng mga pangunahing komponenteng ito. Ang gabay na ito ay tutulungan ka sa lahat ng mahahalagang hakbang sa pag-configure ng mga kagamitan ng DELEM DA-66S, na magpapasimple sa iyong workflow sa setup at itataas ang kabuuang kahusayan ng operasyon ng press brake.
Panimula

Ang DELEM DA-66S ay isang high-tech na sistema ng numerikal na kontrol na malawakang ginagamit sa modernong pagmamanufaktura, lalo na sa industriya ng metal. Ang kanyang tiyak na pagkakatakda ng mga kagamitan ay ang pangunahing garantiya para sa press brake na makamit ang mataas na kahalagahan ng pagbend at matatag na pagganap. Ang maling pagkakatakda ay hindi lamang makaapekto sa kahalagahan ng pagmamasin ng mga gawaing bahagi kundi pati na rin ang pagbaba ng kahusayan sa produksyon at maging ang hindi kinakailangang pagsuot sa makina at mga kagamitan. Kaya naman, ang pagpapakilos ng siyentipikong hakbang sa pagkakatakda ay mahalaga para sa bawat operator.
1 Pag-access sa Interface ng Pagkakatakda ng Kagamitan ng DELEM DA-66S
Upang i-edit o baguhin ang pagkakatakda ng kagamitan para sa isang tiyak na produkto, hanapin at piliin muna ang katumbas na produkto mula sa aklatan ng mga produkto ng sistema, pagkatapos ay pumasok sa modyul ng Pagkakatakda ng Kagamitan upang simulan ang susunod na gawain sa pagkakatakda. Ito ang unang hakbang upang pumasok sa propesyonal na interface ng pagkakatakda ng kagamitan at ang pundasyon para sa lahat ng sumusunod na operasyon.
2 Pag-activate ng Function ng Pagkakatakda ng Kagamitan
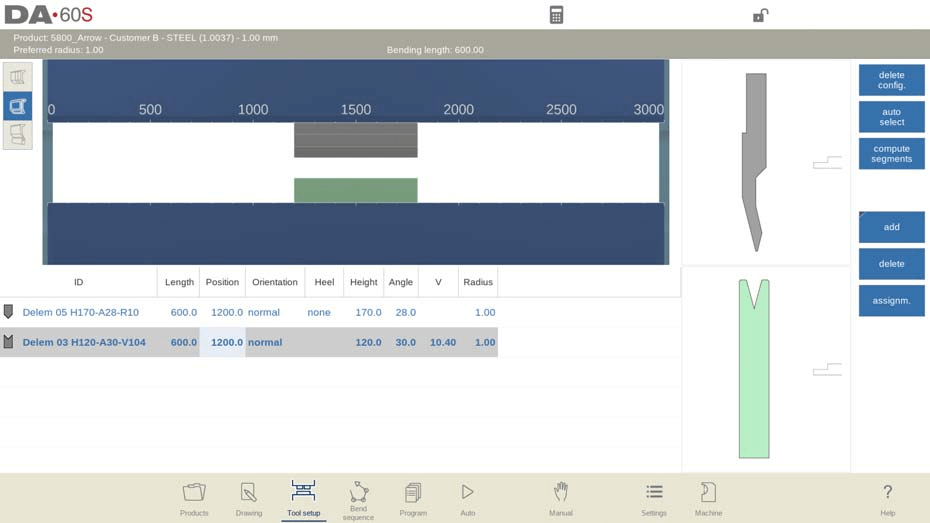
Ang pag-activate ng function ng Tool Setup ay isang kinakailangan bago maisagawa ang pag-configure ng tool sa DELEM DA-66S. Kapag na-activate na, ipapakita ng interface ng sistema ang detalyadong visual na layout ng kasalukuyang tool setup ng makina, na kailangan para sa pag-programa ng tamang posisyon ng mga punch, die, adapter at iba pang tool.
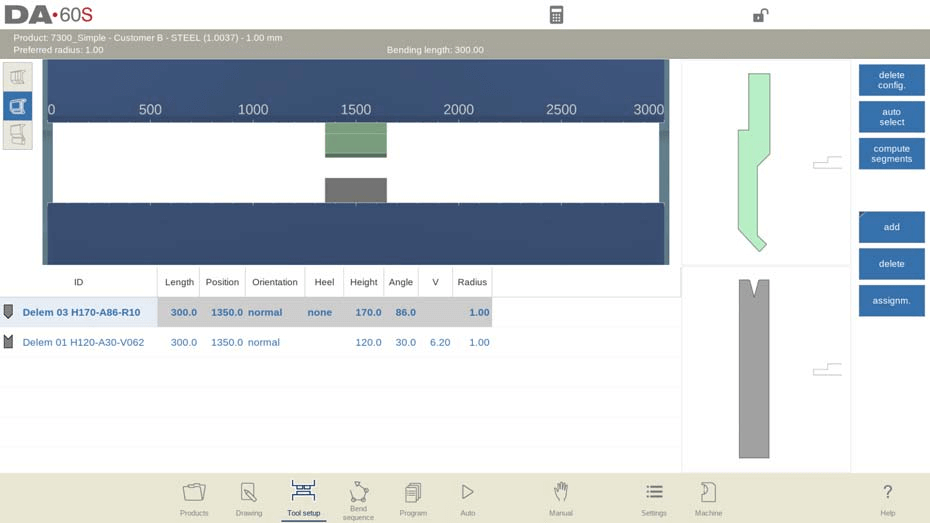
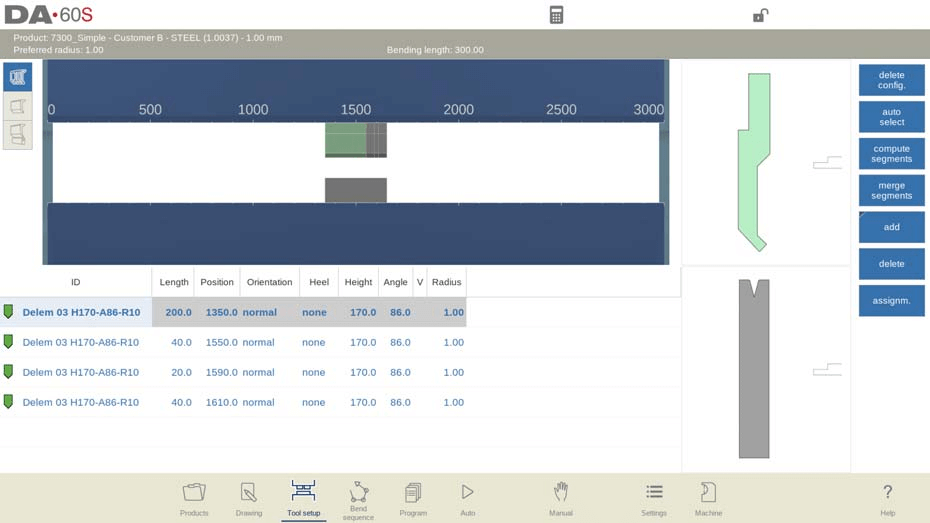
Matapos i-enable ang function ng Tool Setup, ang itaas na kalahati ng screen ay magpapakita ng harapang view ng kasalukuyang setup ng makina, samantalang ang mababang kalahati ay magpapakita ng detalyadong data ng lahat ng naka-configure na tool. Sa ganitong pinagsamang interface, maaaring i-programa ng mga operator ang posisyon ng iba’t ibang tool sa press brake.
Ang harapang tanaw ng makina ay nagpapakita ng mga pangunahing istruktural na elemento mula sa itaas hanggang sa ibaba sa sumusunod na pagkakasunud-sunod: press beam, punch adapter (kung pre-programmed), punch, die, die adapter (kung pre-programmed), at worktable. Ang mga bahaging ito ng makina ay pre-selektado sa Machine mode ng sistema at karaniwang hindi kailangang i-adjust sa araw-araw na pag-configure. Kung ang isang adapter ay maaaring i-program at idagdag sa setup ay nakasalalay sa mga setting ng adapter parameter sa parehong Machine mode.
3 Pagpili at Pagdaragdag ng Bagong Mga Kasangkapan
Kapag gumagawa ng bagong scheme ng tool configuration, ang tool installation area ng makina ay nasa estado ng walang laman bilang default. Kinakailangan ng mga operator na manu-manong idagdag ang mga kailangang kasangkapan, na maaaring mga punch, die, o adapter (kung ang function ng adapter ay naka-enable sa sistema). Kapag idinagdag na ang isang tool, ilalagay ito sa makina gamit ang pinakamahabang available na haba bilang default, at maaari ng i-modify ng operator ang Tool ID sa pamamagitan ng List view para sa tiyak na pagtutugma at pamamahala ng mga tool.
Ang tiyak na proseso ng operasyon ay sumusunod:
1. Pagkatapos pumasok sa bagong mode ng pag-configure ng tool, kumpirmahin na ang pagbukas ng tool ng makina ay nasa walang laman na estado;
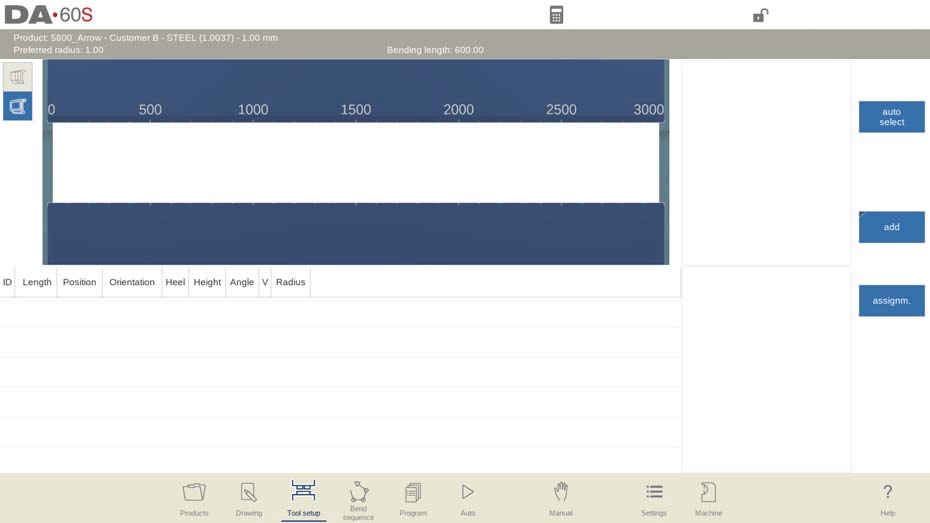
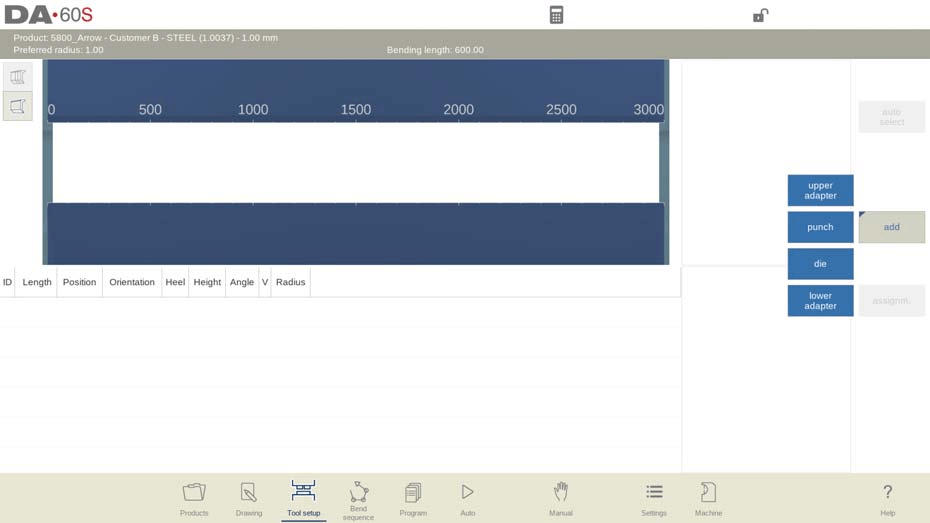
2. I-click ang button na "Magdagdag" upang piliin ang uri ng tool na idaragdag (punch, die, o enabled adapter);
3. Pagkatapos piliin ang isang tool (halimbawa, isang punch), awtomatikong ilalagay ng sistema ito sa itinalagang posisyon ng makina kasama ang pinakamahabang available na haba;
4. Piliin ang Punch ID sa interface at i-click ang List view upang baguhin ang natatanging ID ng tool para sa susunod na pagkakakilanlan at pamamahala.
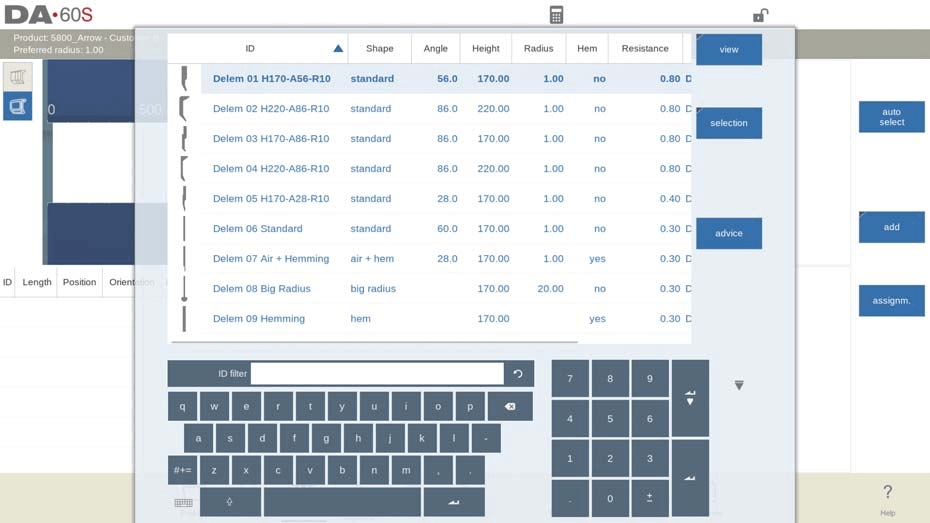
Ang sistema ay mayroong isang smart na tool ID filtering function: kapag ang bahagi lamang ng tool ID ang inilagay, awtomatikong tutugma at ipapakita ng control system ang listahan ng mga tool na naglalaman ng mga inilagay na titik, na lubos na pabilis sa proseso ng pagpili ng tool.
Ang pag-click sa button na "Payo" sa interface ay magpapagana sa sistema upang i-screen at ipakita ang isang limitadong bilang ng mga angkop na kagamitan mula sa buong library ng kagamitan batay sa mga tiyak na pamantayan, na tumutulong sa mga operator na mabilis na piliin ang pinakamahusay na mga opsyon. Ang mga pamantayan sa pag-screen ay ang mga sumusunod:
• Pagkakatugma ng radius ng produkto: ang napiling kagamitan ay dapat gawing malapit ang radius ng naprosesong produkto sa nakatakda nang una sa preferred radius, at ang aktwal na resulting radius ay dapat nasa loob ng saklaw na ±50% ng preferred radius;
• Pagsunod sa lakas ng pagbend: ang lakas ng pagbend na kinakailangan para sa proseso ay hindi dapat lumampas sa kakayahang magdala ng beban ng napiling kagamitan;
• Pag-aadapt ng anggulo ng kagamitan: ang anggulo ng napiling kagamitan ay dapat mas maliit kaysa o katumbas ng anggulo na kailangan para sa produkto na ipoproseso;
• Pagkakatugma ng paraan ng pagbend: halimbawa, ang mga kagamitan para sa hemming ay awtomatikong inirerekomenda kapag ang produkto ay nangangailangan ng mga proseso ng hemming bend.
Ang pag-click sa button na "Ipakita Lahat" ay kanselará ang pagsusuri at ipapakita ang kumpletong listahan ng lahat ng kagamitan sa aklatan para sa mga operator na piliin.
3.1 Paunang Pagpili ng Multi-V Die
Para sa Multi-V die (isang die na may higit sa isang V o U-shaped na bukana), maaaring pumili ang mga operator ng isang tiyak na V/U na bukana o ng buong Multi-V die (na may markang V = *). Kung pipiliin ang isang tiyak na bukana, gagamitin ng sistema ang bukang iyon sa buong kalkulasyon ng pagbend; kung pipiliin ang buong Multi-V die, awtomatikong pipiliin ng control system ang bukana na makakagawa ng radius ng produkto na pinakamalapit sa pre-programadong halaga.
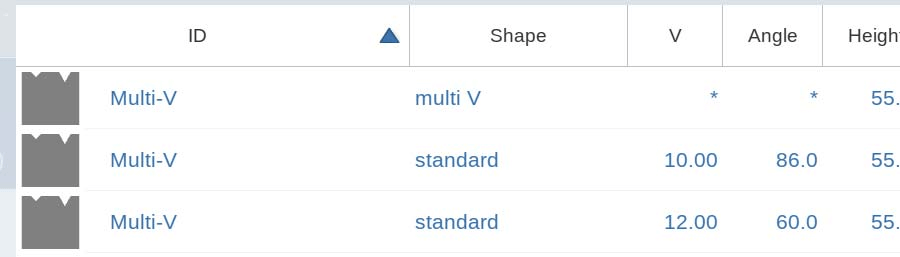
Kung pipiliin ng sistema ang ibang V/U na bukana habang nasa proseso ng kalkulasyon ng pagbend, ang bagong napiling bukana ay ilalapat sa lahat ng susunod na proseso ng pagbend na hindi pa kasali sa orihinal na sequence.
3.2 Pagpili at Pagtatakda ng mga Parameter ng Vario-V Die
Ang paunang proseso ng pagpili ng isang Vario-V na die (isang die na may nakakaregla na V/U-shaped na bukana) sa DELEM DA-66S ay pareho sa proseso ng pagpili ng karaniwang mga die. Pagkatapos piliin ang isang Vario-V na die, ang kanyang V-value ay hindi naka-set bilang default. Ang mga operator ay maaaring direktang magpatuloy sa paglikha ng sequence ng pagbend, at awtomatikong pipiliin ng sistema ang pinakangangkop na V-value batay sa mga available na posisyon ng pag-aadjust ng Vario-V na die.

Kung ang operator ay nag-pre-set ng tiyak na V-value, gagamitin ng sistema ang halagang ito para sa lahat ng susunod na kalkulasyon ng pagbend. Para sa mga Vario-V na die na may mga hiwalay na posisyon ng pag-aadjust, ang mga pre-set na fixed value lamang ang maaaring piliin; kung ipasok ang isang hindi pre-set na V-value, awtomatikong i-default ng sistema ang pinakamalapit na available na fixed value.
Sa mode ng Bend Sequence, ang mga operator ay maaaring baguhin ang V-opening ng Multi-V dies o ang V-value ng Vario-V dies gamit ang mga function na Modify o Shift Die sa interface. Ang function na Die positioning sa Program mode ay nagbibigay din ng parehong kakayahang i-adjust ang mga parameter.
Pagtatakda ng Mga Parameter ng Pagkakalagay at Haba ng Tool
1 Pagprograma ng Haba at Posisyon ng Pagkakalagay ng Tool
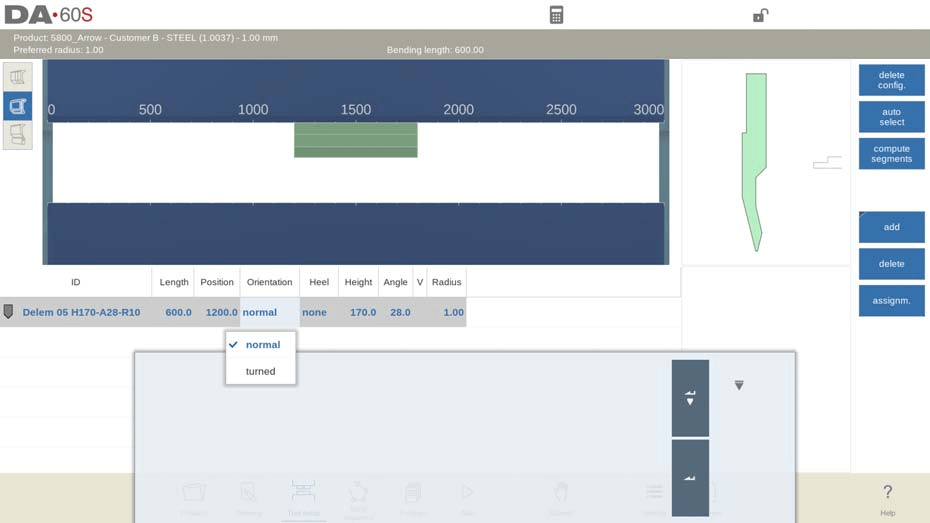
Ang pag-aadjust ng haba at posisyon ng pagkakalagay ng mga tool sa DELEM DA-66S ay simple at intuitive. Ang mga operator ay maaaring piliin ang target na tool at direktang i-input ang mga bagong numerikal na halaga para sa haba at posisyon, o i-drag ang tool sa visual interface upang muling ilagay ito. Ang drag function ng sistema ay optimizado kasama ang feature na pag-aadjust ng bilis: habang lumalalim ang distansya ng pag-drag pababa, bumabagal ang bilis ng paggalaw ng tool, na nagpapadali ng ultra-precise na paglalagay ng mga tool at malaki ang naitutulong nito sa pagpapataas ng katiyakan ng konfigurasyon.
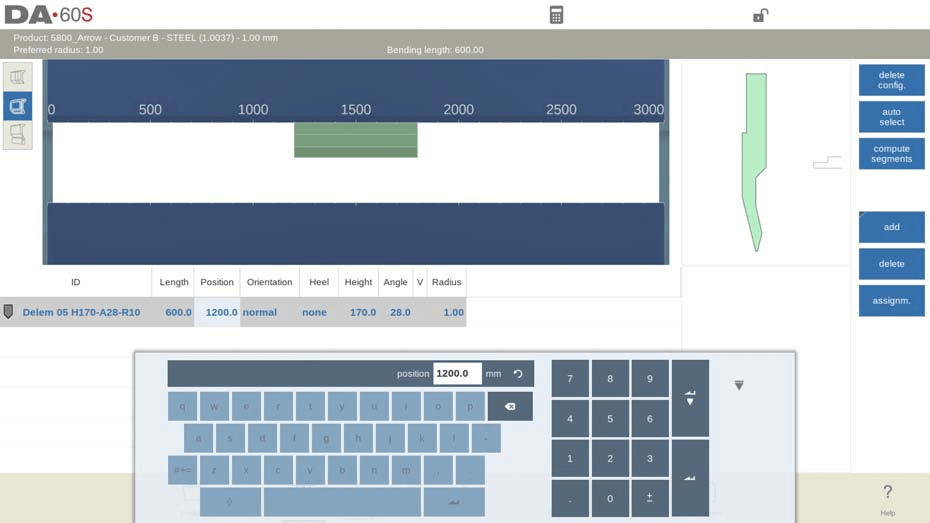
Ang function ng pagka-click ay isang prominenteng at mahalagang tampok para sa tiyak na pag-align ng mga tool sa konpigurasyon ng tool ng DELEM DA-66S. Kapag ina-drag ang mga tool o mga estasyon ng tool sa interface, awtomatikong i-a-align ng function ng pagka-click ang target sa sentro ng makina nang pahalang o patayo. Kapag inilipat ang tool sa loob ng zona ng pagka-click, lilitaw ang pula na gabay na linya sa screen, na nagpapahiwatig ng pinakamainam na posisyon para sa pag-release upang matiyak ang tiyak na pag-align—ang tampok na ito ang susi sa pagtitiyak ng katiyakan ng pagkakalagay ng mga tool at ng katatagan ng sumunod na proseso ng pagmamakinis.
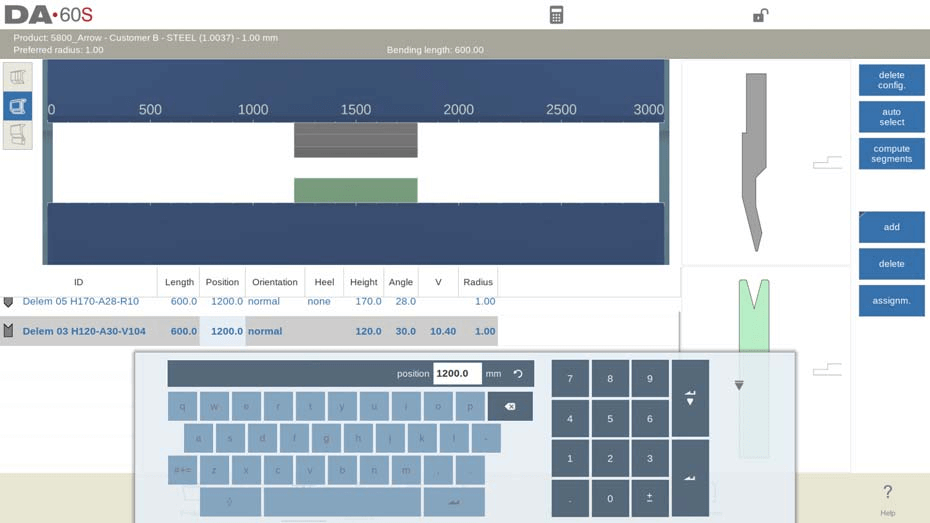
Bukod dito, ang sistema ng DELEM DA-66S ay may isang intelligent matching function: kapag inilagay na ang isang punch, awtomatikong ilalagay ng sistema ang isang die direktang nasa ilalim nito, at ang haba at posisyon ng pagkakalagay ng die ay ganap na tugma sa punch. Sa batayan nito, ang mga operator ay maaaring magpatupad ng personalisadong pag-aayos ayon sa mga pangangailangan sa produksyon, tulad ng pagdaragdag o pag-alis ng mga punch at die, paggalaw ng posisyon ng mga tool, pag-adjust sa haba ng mga tool, pagbabago ng anggulo ng orientasyon ng mga tool, o pagbabago ng uri ng heel. Ang mga flexible na function na ito para sa pag-aadjust ay nagpapahintulot sa konpigurasyon ng tool na umangkop sa iba’t ibang kumplikadong pangangailangan sa produksyon at proseso.
Mga pangunahing pindutan ng operasyon para sa hakbang na ito:
• Alisin ang konpigurasyon: I-clear ang buong umiiral na konpigurasyon ng tool at simulan ang bagong konpigurasyon mula sa simula;
• Dagdagan: Idagdag ang isang bagong tool sa kasalukuyang konpigurasyon, at i-click upang piliin ang uri ng tool (upper adapter [kung pinagana], punch, die, lower adapter [kung pinagana]);
• Alisin: Alisin ang kasalukuyang napiling solong kagamitan mula sa konpigurasyon.
2 Pagpapahusay ng Gamit ng Katangian ng Auto Select
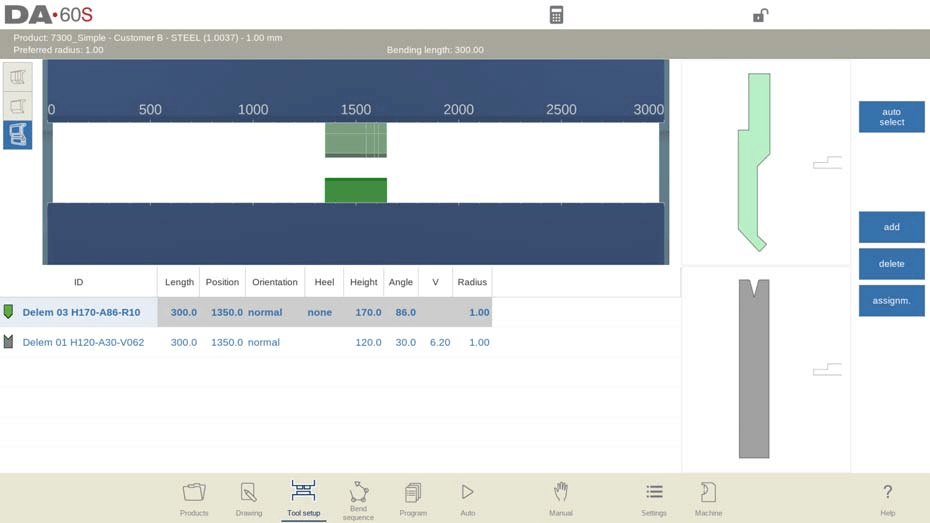
Ang tampok na "Auto select" ay magagamit sa pangunahing interface ng Tool Configuration, na idinisenyo upang tulungan ang mga operator na mabilis na pumili ng pinakangangkop na kombinasyon ng punch at die para sa pre-programadong proseso ng pagbubukod, batay sa pinakamalaking sukat ng bendline ng produkto.
Ang sistema ay awtomatikong kukunin at i-mamatch ang pinakamainam na set ng kagamitan mula sa aklatan ng mga kagamitan para sa isang solong proseso ng pagkukurba, na may layuning makamit ang pinakamainam na radius ng produkto. Dapat tandaan na ang tampok na ito ay nagmamatch lamang ng mga kagamitan para sa isang solong hakbang sa pagkukurba at hindi nagge-generate ng kumpletong plano para sa buong proseso ng produksyon—dahil ang pagkakasunod-sunod ng pagkukurba ay isang pangunahing limitasyon para sa kabuuang pag-setup at kailangang gawin nang manu-manong ng mga operator. Pagkatapos i-activate ang Auto select function, ang sistema ay awtomatikong papalitan ang umiiral na setup ng kagamitan ng bagong napiling pinakamainam na kombinasyon.
Advanced na Konpigurasyon at Pamamahala ng Segmentasyon ng Kagamitan
1 Pamamahala ng Segmentasyon ng Kagamitan
Para sa mga kasangkapan na hinati, ang sistema ng DELEM DA-66S ay maaaring awtomatikong kalkulahin ang pinakamainam na paraan ng paghahati batay sa mga nakatakda nang mga parameter ng haba ng bawat bahagi, na nagpapagarantiya na ang mga kasangkapang hinati ay ganap na maisasama sa mga pang-istrakturang limitasyon ng press brake at epektibong mapapataas ang kahusayan ng proseso ng pagbubukod.
Ang suporta ng sistema sa pag-configure ng mga kasangkapang hinati ay nagdudulot ng malaking kakayahang umangkop at kumpiyansa sa produksyon: ang mga operator ay maaaring pagsamahin ang mga kasangkapan ng kinakailangang sukat sa pamamagitan ng makatuwirang paghahati, na lalo pang praktikal kapag harapin ang iba’t ibang mga pangangailangan sa kasangkapan para sa magkakaibang mga gawa, at ginagawa ang pag-configure ng kasangkapan na mas tiyak at epektibo.
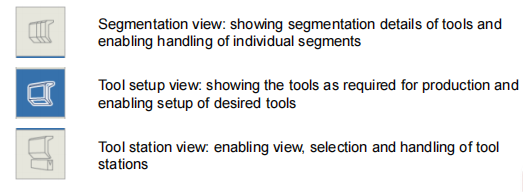
Ang interface ng Tool Setup ng DELEM DA-66S ay may tatlong magkakaibang mode ng pagtingin, kung saan ang bawat isa ay nagbibigay ng natatanging pananaw sa operasyon upang tulungan ang mga operator sa pag-setup ng mga tool at pamamahala ng segmentation. Maaaring palitan ang mga view na ito sa pamamagitan ng pag-click sa mga pindutan ng pagpili sa kaliwang gilid ng harapang tingin ng makina, na ginagawang simple at intuwitibo ang operasyon ng mga segmented na tool.
1.1 Mga Pangunahing Operasyon para sa Indibidwal na Segmentation ng Tool
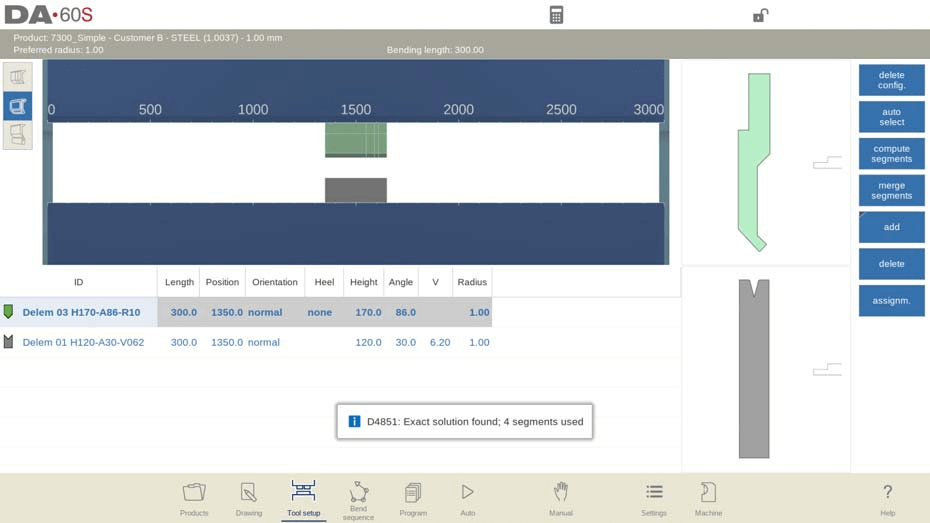
• Pagkalkula ng Sequence ng Pagbend: Matapos maisagawa ang pangunahing setup ng tool, lumipat sa mode ng Bend Sequence, at awtomatikong kalkulahin ng sistema ang pinakaepektibong sequence ng pagbend para sa mga nakakonfigurang tool, na lubos na pinapasimple ang buong proseso ng produksyon;
• Manu-manong Segmentation ng Tool: Kung ang default na haba ng tool ay hindi sumasapat sa mga pangangailangan sa pagproseso, maaaring manu-manong i-segment ng mga operator ang mga tool upang i-adjust sa eksaktong kinakailangang haba, na karagdagang pinalalakas ang flexibility ng konpigurasyon;
• Awtomatikong Pagkalkula ng Segmentasyon: Ang built-in na function ng sistema para sa segmentasyon ay maaaring awtomatikong tukuyin ang pinakamainam na paraan ng segmentasyon batay sa mga aktwal na parameter ng produksyon. Ginagamit nito ang mga pangunahing parameter tulad ng "pinakamalaking distansya sa pagitan ng mga tool" at ang opsyonal na "toleransya sa haba ng tool" bilang basehan ng kalkulasyon, kaya’t mas siyentipiko ang segmentasyon at mas user-friendly ang operasyon.
Para sa mga operator na nangangailangan ng malalim na customisasyon ng segmentasyon ng tool, suportado ng DELEM DA-66S ang direktang programming ng mga parameter ng segment sa Machine mode. Sa mode na ito, maaaring baguhin ng mga operator ang mga parameter ng segment para sa mga punch at die sa tool library, upang ang pag-setup ng tool ay lubos na tumugon sa tiyak na mga kinakailangan ng espesyal na proseso ng produksyon. Ang pagkamaster sa paraan ng segment programming sa loob ng tool library ang susi sa pagbuo ng buong potensyal ng function ng tool configuration ng DELEM DA-66S.
1.2 Tool View: Pagtatakda ng Parameter sa Pagtatalaga
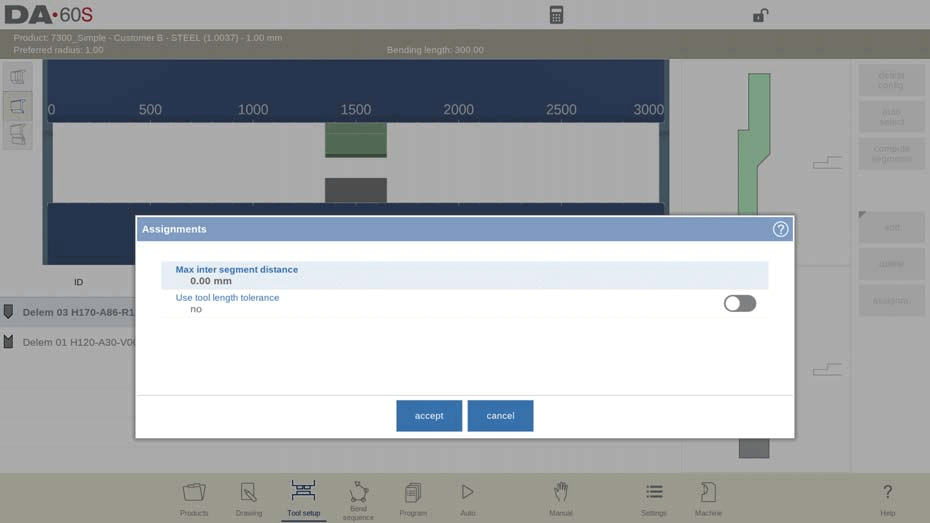
I-click ang button na "Mga Takdang Gawain" sa interface upang tingnan at itakda ang mga pangunahing parameter na ginagamit sa kalkulasyon ng segmentation. Ang mga parameter na maaaring i-configure para sa takdang gawain ay kinabibilangan ng:
• Pinakamalaking distansya sa pagitan ng mga segment: Itakda ang pinakamalaking payagan na distansya sa pagitan ng magkakasunod na mga segment ng kasangkapan;
• Gamitin ang toleransya sa haba ng kasangkapan: I-enable o i-disable ang parameter ng toleransya upang kontrolin ang payagan na saklaw ng pagkakaiba sa panahon ng segmentation ng kasangkapan.
1.3 Tanawin ng Segmentation: Pag-aayos at Pamamahala ng Segment
Kapag lumipat sa Tanawin ng Segmentation, ipapakita ng interface ang mga detalye ng segment ng mga kasangkapan sa parehong anyo ng grapiko at listahan, at ipapakita lamang ang impormasyon ng segment ng kasalukuyang napiling kasangkapan. Maaaring i-drag at baguhin ng mga operator ang posisyon at laki ng bawat segment sa grapikong interface, at ang listahan ay malinaw na magpapakita ng komposisyon at mga detalye ng parameter ng lahat ng segment ng kasalukuyang kasangkapan.
Dapat tandaan na kapag binabago ang mga segment sa view ng Segmentation, hindi tatanggapin ng sistema ang aktwal na stock ng mga segment sa garahe; ang pagkakasunod-sunod sa pagitan ng binagong paraan at ng aktwal na stock ay maaaring suriin sa pamamagitan ng muling pagpapatakbo ng kalkulasyon ng segmentation. Bukod dito, ang pagbabago sa haba ng tool o uri ng tool ay magdudulot ng pag-alis sa umiiral na scheme ng segmentation, at kailangan ng operator na muling lumikha ng mga parameter ng segmentation.
1.4 Pagtatakda ng Parameter ng Segment sa Tool Library
Upang payagan ang sistema na gamitin ang segmented tool function at kalkulahin ang scheme ng segmentation batay sa mga aktwal na available na segment, una munang kailangan punuan ng mga operator ang impormasyon ng segment library. Maaaring isagawa ang operasyong ito sa module ng tool programming, na matatagpuan sa Machine mode sa ilalim ng mga setting ng property ng punch at die tool.
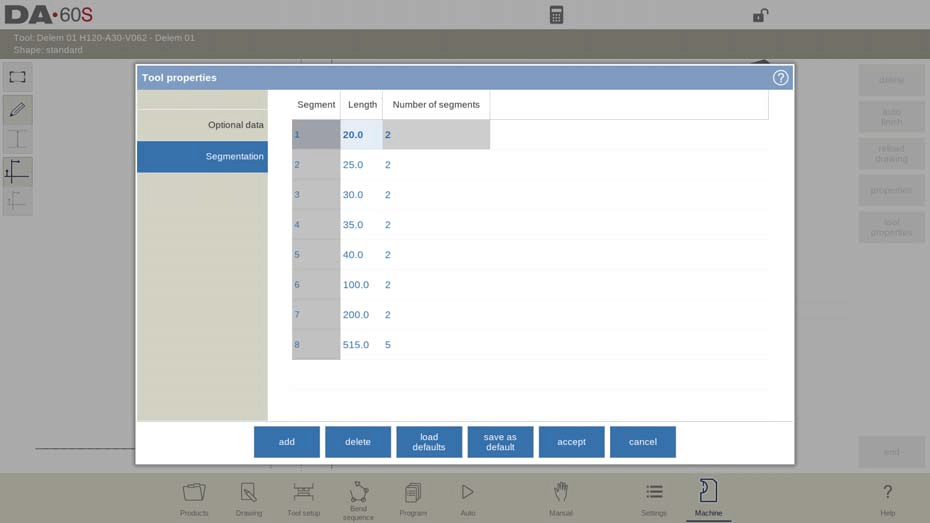
Sa mga setting ng ari-arian ng bawat kagamitan, lumipat sa tab na Segmentation, kung saan maaaring i-program at itakda ng mga operator ang haba ng segment, opsyonal na hugis ng heel, at ang magagamit na bilang ng mga segment para sa kagamitan, na nagtatatag ng pundasyon para sa awtomatikong kalkulasyon ng segmentation ng sistema.
2 Pagpili at Muling Pagposisyon ng mga Estasyon ng Kagamitan
Ang pagpapakilos nang maayos ng Station view ay isang pangunahing bahagi ng advanced na pag-configure ng kagamitan sa DELEM DA-66S, na ginagamit pangunahin para sa pangkalahatang pamamahala ng mga estasyon ng kagamitan, at ang mga pangunahing tungkulin at puntos ng operasyon nito ay ang mga sumusunod:
1. Pag-highlight at Muling Pagposisyon: Sa Station view, ang buong estasyon ng kagamitan ay ipinapakita bilang isang yunit na maaaring i-highlight para sa mabilis na pagpili ng mga operator. Ang muling pagposisyon ng estasyon ng kagamitan ay maisasagawa sa dalawang paraan: direktang pag-program ng bagong posisyon ng coordinate o pag-drag ng estasyon patungo sa target na posisyon sa visual na interface, na lubos na nagpapataas ng flexibility ng kabuuang pag-setup ng kagamitan;
2. Awtomatikong Pagtukoy ng mga Estasyon ng Kagamitan: Ang sistema ay awtomatikong mag-iidentipika at magdedepinisyon ng isang estasyon ng kagamitan kapag may nakatakdang lugar sa pagitan ng punch at ng die. Ang nasabing pagkakatakdang lugar ay maaaring isang eksaktong posisyon ng pag-align o isang bahagyang na-shift na posisyon, at parehong ito ay kinikilala bilang isang wastong estasyon ng kagamitan. Kahit ang isang espesyal na konpigurasyon kung saan dalawang punch ang tumutugma sa iisang die ay maaari ring itakda bilang isang estasyon ng kagamitan—na napakahalaga lalo na sa pagproseso ng mga proseso ng pagbend kasama ang mga limitasyon sa espasyo;
3. Pamamahala ng mga Estasyon ng Kagamitan: Sa view ng Station, ang mga operator ay maaaring kopyahin ang umiiral na estasyon ng kagamitan gamit ang pindutan na "add" o tanggalin ang isang hindi kailangang estasyon gamit ang pindutan na "delete." Ang pinakamahalagang katangian ng view na ito ay ang pagpapamahala nito sa buong estasyon ng kagamitan lamang, at hindi ito magbabago sa detalyadong mga parameter ng bawat indibidwal na kagamitan sa loob ng estasyon—na ginagawa ang kabuuang pag-aadjust ng setup na mas epektibo nang hindi naaapektuhan ang tumpak na konpigurasyon ng isang kagamitan.
Madalas Itatanong na Mga Tanong (FAQ)
Tanong 1: Paano maisasagawa ang epektibong pag-setup ng tool sa DELEM DA-66S tool configuration?
Sagot 1: Upang makamit ang pinakamataas na kahusayan sa pag-setup ng tool, unahin ang paglipat sa Bend Sequence mode upang payagan ang sistema na kalkulahin ang pinakaepektibong pagkakasunod-sunod ng pagbend para sa aktwal na gawain sa produksyon; pagkatapos ay gamitin ang function ng tool segmentation ng sistema upang i-adjust ang mga bahagi ng tool at likhain ang eksaktong haba ng tool na kinakailangan para sa proseso. Ang pagsasama-sama ng dalawang function na ito ay makakabawas nang malaki sa oras ng setup at mapapabuti ang kahusayan ng configuration.
Tanong 2: Paano itakda ang mga tool station sa DELEM DA-66S tool configuration?
Sagot 2: Sa DELEM DA-66S, awtomatikong tinatakda ng sistema ang isang tool station kapag may overlapping area sa pagitan ng punch at ng die. Kasali sa pagtatakda na ito ang parehong mga eksaktong posisyon ng overlapping at mga posisyon ng overlapping na may shift, na maaaring epektibong sumapat sa mga pangangailangan sa proseso ng kumplikadong pagbend at sa iba’t ibang konpigurasyon ng tool.
Q3: Maaari bang baguhin ang mga detalyadong parameter ng isang tool sa Station view habang nasa proseso ng configuration?
A3: Hindi. Ang Station view ay ginagamit lamang para sa pangkalahatang pamamahala ng mga tool station, na sumusuporta sa mga operasyon tulad ng pag-kopya, pag-delete, at muling pag-position ng mga station, ngunit hindi ito maaaring gamitin upang baguhin ang mga detalyadong parameter ng mga indibidwal na tool. Ang disenyo na ito ay nagpapagarantiya na ang pangkalahatang pag-aadjust ng tool station ay hindi makakaapekto sa tiyak na konpigurasyon ng isang tool.
Kongklusyon
Ang eksaktong pag-configure ng CNC tool ng DELEM DA-66S ang pangunahing garantiya para makamit ang mataas na kahusayan at katalinuhan sa operasyon ng press brake. Ang pagsunod nang mahigpit sa mga pangunahing hakbang sa itaas para sa pag-configure ay nagpapagarantiya na ang pag-setup ng tool ay lubos na naaangkop sa mga tiyak na kinakailangan sa pagproseso ng produkto, na epektibong nagpapataas ng kahusayan sa pagmamasina at kahusayan sa produksyon ng makina. Sa pang-araw-araw na produksyon, kailangan ng mga operator na regular na suriin at i-adjust ang mga parameter ng pag-configure ng tool batay sa aktwal na sitwasyon sa pagproseso at sa mga kinakailangan ng workpiece upang panatilihin ang optimal na estado ng operasyon ng press brake.
Para sa mas malalim na propesyonal na pananaw at suportang teknikal tungkol sa pag-configure ng tool ng DELEM DA-66S, mangyaring huwag mag-atubiling makipag-ugnayan sa propesyonal na technical team ng JUGAO. Nakatuon kami sa pagbibigay ng komprehensibong suporta para sa setup ng inyong makina at pang-araw-araw na operasyon, upang matiyak ang maayos na daloy ng buong proseso ng inyong produksyon.

