Pangunahing kaalaman tungkol sa pagbubuwag ng mold
1. Bending upper die
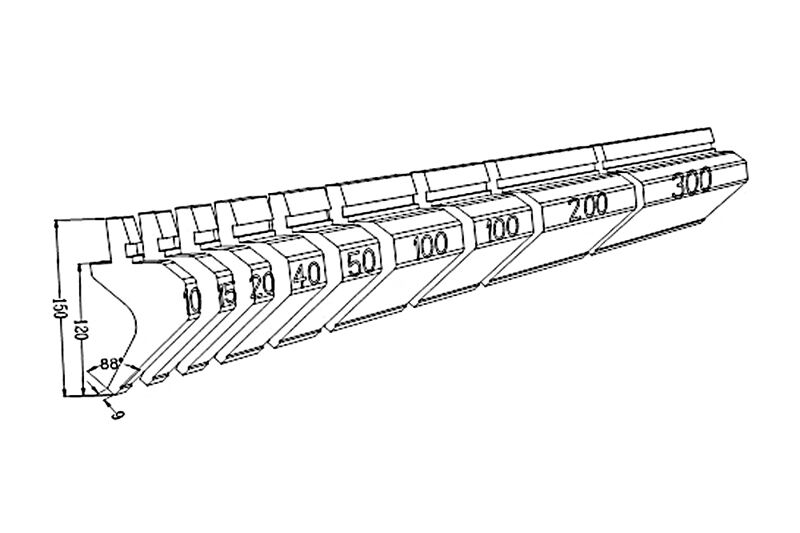
Ang itaas na matanda ay tinatawag ding isang pook ng pook. Ito ay nahahati sa dalawang uri: buo at hiwaan. Ang haba ng buong itaas na matanda ay 415mm at 835mm. Ang haba ng tipo ng hiwaan ay 10, 15, 20, 40, 50, 100 (kaliwang tainga), 100 (kanang tainga), 200, 300 (mm); ang hiwaan ng matanda ay maaaring maiugnay bilang iba't ibang haba ng pagpukpok.
Ang itaas na matanda ay nahahati sa apat na uri: tulad ng straight knife, curved knife, arc knife, at special knife.
(1) Mga uri at katangiang pang-proseso ng mga straight knives
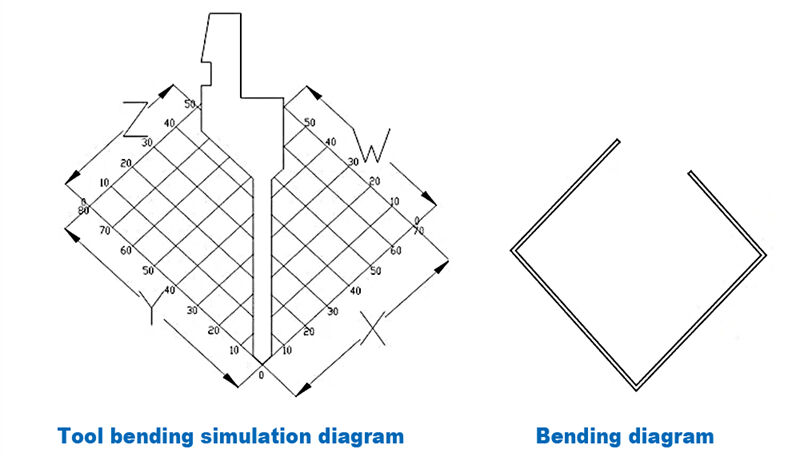
Sugod para sa pagbubuwag ng mga produkto na simetrikong, maaaring iwasan ang mga direksyon ng unahan at hulihan, ang kapaligiran ng gamit ay 6mm, kaya maaaring maliit ang buwag ng 6mm.
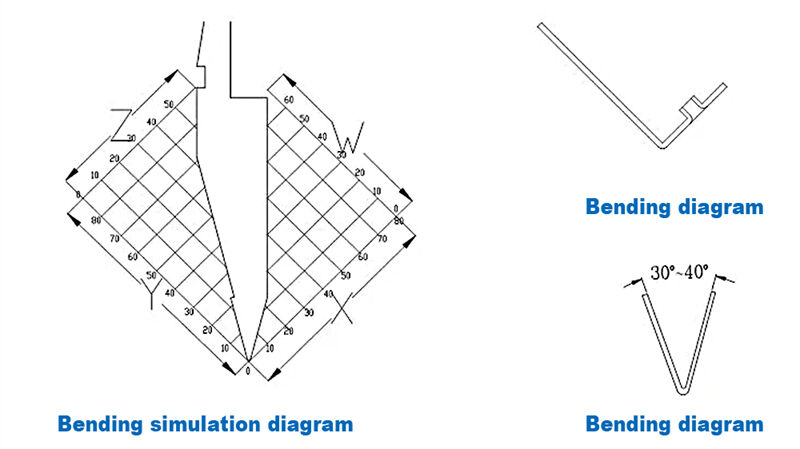
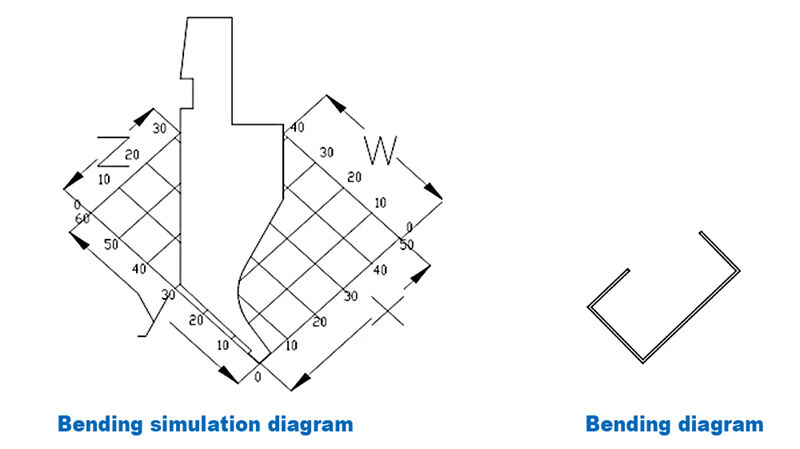
Mula sa larawan ng simulasyon ng pagbubuwag ng gamit, makikita na maaaring iwasan ang mga direksyon ng unahan at hulihan ng gamit, subalit mas maikli ang haba ng Z at W kaysa sa X at Y. Ang sulok ng tip ng gamit ay 88 digri, at ang sulok ng R sa tip ay 0.2. Sa dagdag pa, madalas gamitin ang mga gamit na may sulok ng tip na 30 digri at 45 digri.
Ang sulok ng tip ay 30 digri, at ang sulok ng R sa tip ay 0.67, kaya maaaring maging 30 hanggang 180 digri ang sulok ng pagbubuwag. Maaaring gamitin ang maliit na sulok ng tip ng gamit upang iwasan ang butas o bulaklak, o patlang, ito ay maaaring gamitin din bilang isang malalim na impluwensya ng mold, at maaaring iwasan ng gamit ang unahan at hulihan.
(2) Mga uri at katangiang pang-proseso ng mga curved knives
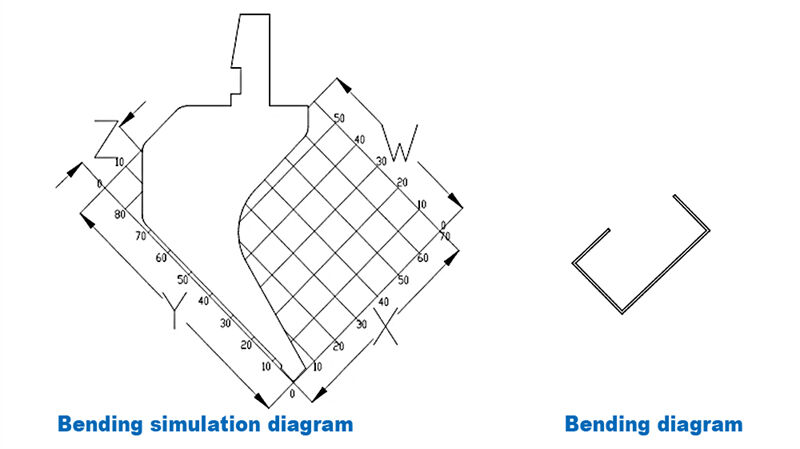
Sa pamamagitan ng proseso ng pagbubuwis, ang alat ay pangunahing gumagamit ng pag-uwas sa direksyon ng W. Kapag X>15MM, ang epekto ng pag-uwas ay lumulutang habang nagdudulot ng mas malabo. Kapag Y>30, kinakamit ang kondisyon ng pagbubuwis, kung hindi man ay tatakbo papunta sa likod ng tabak. Ang uri ng ganitong alat ay kilala sa pangkalahatan bilang maliit na kurba na tabak.
Sa pamamagitan ng proseso ng pagbubuwis, ang alat ay pangunahing gumagamit ng pag-uwas sa direksyon ng W. Kapag X>25MM, ang epekto ng pag-uwas ay lumulutang habang nagdudulot ng mas malabo. Kapag Y>75, kinakamit ang kondisyon ng pagbubuwis, kung hindi man ay tatakbo papunta sa likod ng tabak. Ang uri ng ganitong alat ay kilala sa pangkalahatan bilang malaking kurba na tabak.
(3) Mga klase at prosero ng mga katangian ng arkong cutter
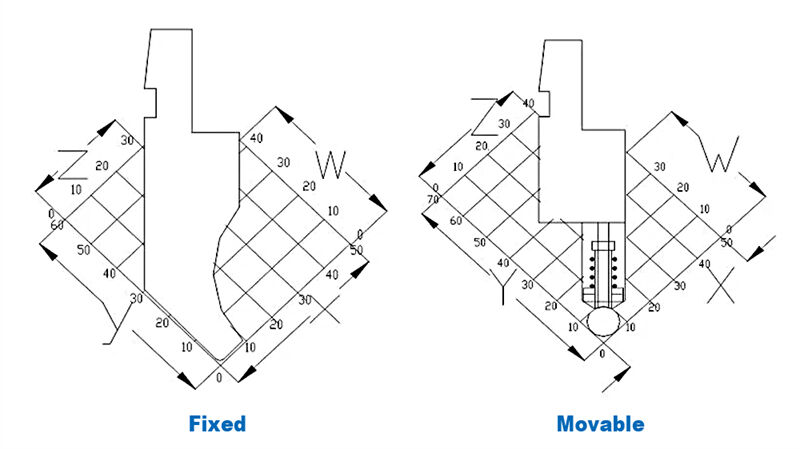
Ang mga arkong katutubong pinaghihinala ay nahahati sa mga tetipikong at maaaring kilusin na uri. Ang mga arkong katutubong pinaghihinala ay nagpapakita ng iba't ibang kondisyon ng pagproseso ng pagsasabog ng arko sa pamamagitan ng pagbabago ng bilog na bar. Kapag ang X na sukat ng isang tetipikong arkong katutubong pinaghihinala ay >10MM, ang kanyang epekto ng pagiwas ay pareho sa maliit na kurba ng katutubong pinaghihinala. Ang pangkalahatang patakaran para sa pagsisisi ng mas mababang V-groove ay ang dami ng arko plus dalawang kapal.
(4) Mga klase at proserong characteristics ng mga espesyal na kasangkapan
Ang mga espesyal na kasangkapan ng folding machine ay bumubuo ng step-down dies, flattening dies at ilang mga bentuhin na itaas na espesyal na hugis na dies.
a: Ang umiiral na step-down dies ay nahahati sa dalawang klase: 415mm at 835mm. Ang mga sukat at detalye ng segment na anyo ay konsistente sa mga detalye ng tool segmentation. Ang anyo ng pagbentuhin ng forming diagram specifications ay nabubuo. Gayunpaman, kapag ang kapal ng plato ay mas makapal, tulad ng T=2.0, sa pag-uugnay ng malubhang pagdikit at ang mga limitasyon mismo ng mold, mahirap itong bumuo.

b: Ang itaas na mold ng flattening mold ay isang flat mold, at ang ibaba na mold ay maaaring palitan ng ordinaryong bending lower mold, ngunit iwasan ang V groove. Ito ay pangunahing ginagamit para sa mga paraan ng pagproseso tulad ng dead edge flattening at riveting nuts.
2. Bending lower mold
Ang lower die ng folding machine ay binubuo ng bending lower die, insertion lower die, flattening lower die, atbp.
(1) Bending lower die
Ang pagsasanay ng bending lower die ng folding machine ay pangunahing batay sa lapag ng prodyuser na ipinroseso. Sa kasalukuyan, ang standard ng pagsasanay ng lower die ng Yixin Company ay 6T, na ginagamit bilang standard para sa operasyon sa harap ng lugar maliban kung may espesyal na sitwasyon. Kung kinakailangan ang malaking V o maliit na V groove processing dahil sa mga restriksyon sa pagproseso, kinakailangang ayusin ang bending coefficient.
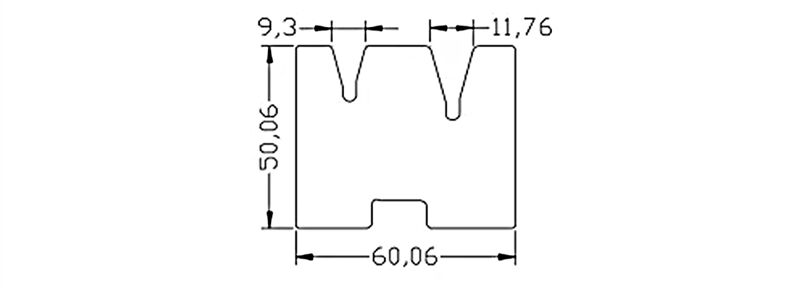
Analisis ng mold: Ang larawan ay nagpapakita ng isang uri ng mas mababang matirik. Ang mga klase ng V groove ay kabilang ang 4V, 6V, 7V, 8V, 10V, 12, 16V, 25V at ilang espesyal na malalaking V groove bending tools. Ang uri ng bending lower die na ito ay pangunahing nahahati sa 46 taas at 26 taas batay sa taas.
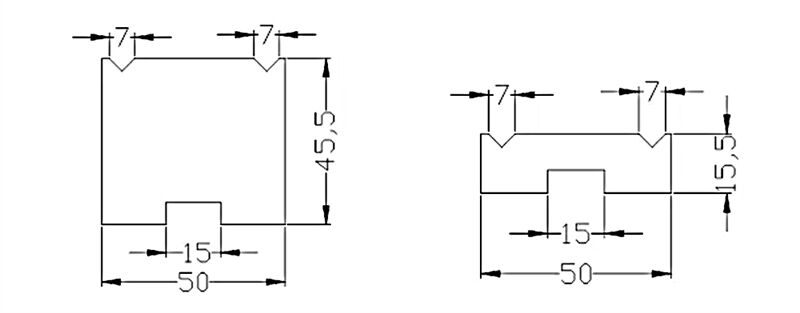
(2) Mas mababang matirik na may depth ng pagpasok
Analisis ng mold: Ang larawan ay nagpapakita ng isa sa mga mas mababang matirik na may depth ng pagpasok. Ang mga klase ng V groove ay kabilang ang 4V, 6V, 8V, 12 at ilang espesyal na mas mababang matirik na may depth ng pagpasok. Ito ay kumakatawan para sa anumang sulok na pagbubuwis ng pagitan ng 30-180 degrees.