















































Isang Praktikal na Gabay sa Pagpapatakbo ng E21 Press Brake
Isang Praktikal na Gabay sa Pagpapatakbo ng E21 Press Brake
Upang mapagana ang E21 Press Brake, magsimula sa pamamagitan ng pag-input ng kinakailangang mga parameter para sa pagbubuwal sa control system. Kapag naitama na at naseguro ang posisyon ng materyal, maaari nang simulan ang pagbubuwal, sumusunod sa lahat ng standard na protokol sa kaligtasan. Para sa pare-parehong resulta na may mataas na kalidad, mahalaga ang regular na pagpapanatili at pana-panahong inspeksyon sa mga kagamitan.
Para sa detalyadong, hakbang-hakbang na gabay sa buong proseso, magpatuloy sa kompletong operational manual sa ibaba.

E21 System: Isang Panimula
Ang E21 ay isang dalubhasang control system na idinisenyo partikular para sa mga press brake machine. Ito ay nagbibigay ng pinakamainam na balanse ng pagganap at kahusayan sa gastos, na malaki ang nagpapababa sa kabuuang gastos ng makina habang pinapanatili ang tumpak na sukat na kinakailangan sa industriyal na pamantayan.
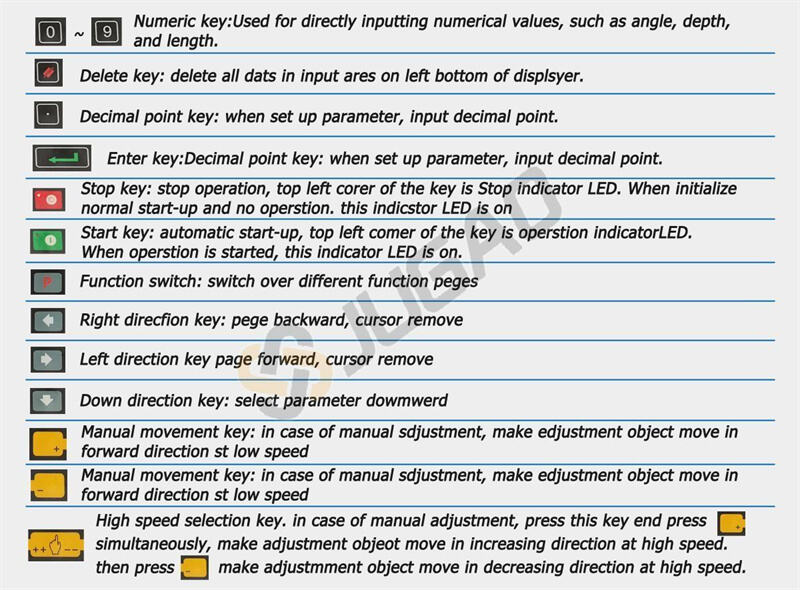
Mga pangunahing katangian ng sistema ng E21 ay kinabibilangan ng:
Ang high-definition na LCD screen ay sumusuporta sa dalawang wika—Chinese at English—at ipinapakita ang programming parameters sa isang pahina, na nagpapabilis at nagpapadali sa programming.
Ang intelligent positioning ng X at Y axes ay sumusuporta sa manu-manong adjustment, na nag-aalis ng pangangailangan para sa mekanikal na manu-manong positioning device.
Ang naka-built-in na pressure holding time at unloading delay setting functions ay nagpapadali sa operasyon at nagpapababa sa mga gastos.
one-click parameter backup at recovery function, na maaaring mag-restore ng mga parameter anumang oras kung kinakailangan, na nagpapababa sa mga gastos sa pagmamintra. Sumusuporta sa multi-step programming upang mapataas ang kahusayan ng produksyon at katumpakan ng proseso.
Ang lahat ng button sa panel ay mikro na switch at mahigpit na nasubok para sa EMC, mataas at mababang temperatura, pag-vibrate, at iba pa upang matiyak ang katatagan at haba ng buhay ng produkto.
Suportado ng sertipikasyon na CE ang mga merkado sa ibang bansa.
Ang mga function ng mga key sa panel ay inilarawan sa Talahanayan.
Single Interface
Gumagamit ang controller na E21 ng 160*160 dot matrix LCD display. Ipinapakita sa ibaba ang lugar ng display.

Bar ng pamagat: nagpapakita ng kaugnay na impormasyon sa kasalukuyang pahina, tulad ng pangalan nito, at iba pa.
Lugar ng pagpapakita ng parameter: nagpapakita ng pangalan ng parameter, halaga ng parameter, at impormasyon ng sistema.
Bar ng katayuan: lugar ng pagpapakita ng input na impormasyon at mensaheng paalala, at iba pa.
Ang mga paliwanag sa mga maikling salita sa pahinang ito ay nakasaad sa Talahanayan.
X: Ang kasalukuyang posisyon ng background
Y: Ang kasalukuyang posisyon ng slider
XP: Ang nais na posisyon ng backgauge
YP: Ang nais na posisyon ng slider
DX: Distansya ng pagre-retract ng backgauge
HT: Pagkaantala sa paghawak
DLY: Pagkaantala sa pagre-retract
PP: Nakapreset na workpiece
CP: Kasalukuyang workpiece
Single-step Programming
Ang E21 ay may dalawang paraan ng pagpo-program, ang single-step programming at multi-step programming. Maaaring itakda ng mga gumagamit ang programming batay sa aktwal na pangangailangan.
Ginagamit karaniwan ang single-step programming para sa pagpoproseso ng isang solong hakbang upang matapos ang pagpoproseso ng workpiece. Kapag binuksan ang kuryente sa controller, awtomatiko itong papasok sa isang single-step program na pahina.
Mga hakbang sa operasyon
Hakbang 1 Pagkatapos magsimula, ang device ay papasok sa pahina ng pag-setup ng single-step program nang kusa.
Hakbang 2 Pindutin upang piliin ang parameter na kailangang i-set up, pindutin ang numerical key upang i-input ang program na value, pindutin upang makumpleto ang input.
Hakbang 3 Pindutin, at isasagawa ng system ayon sa program na ito.
Multi-step Programming
Ang multi-step program ay ginagamit sa pagpoproseso ng solong workpiece na may iba't ibang hakbang sa pagproseso, upang maisakatuparan nang paunlad ang mga multiple steps, at mapataas ang kahusayan ng pagpoproseso.
Mga hakbang sa operasyon
Hakbang 1 I-on ang power, awtomatikong ipapakita ng device ang pahina ng single-step parameter.
Hakbang 2 Pindutin upang lumipat sa pahina ng pamamahala ng programa, lumipat sa pahina ng pamamahala ng programa.
Hakbang 3 Pindutin upang piliin ang serial number ng programa, o i-input nang direkta ang numero ng programa, halimbawa i-input ang “1”.
Hakbang 4 Pindutin upang pumasok sa pahina ng pag-setup ng multi-step program.
Hakbang 5 Pindutin upang piliin ang multi-step programming parameter na kailangang i-set up, i-input ang value ng setup, pindutin at magkakabisa ang setup.
Hakbang 6 Matapos ang setup, pindutin upang pumasok sa pahina ng pag-setup ng step parameter.
Hakbang 7 Pindutin ang piliin ang hakbang na parameter na kailangang i-set up, ipasok ang halaga ng programa, pindutin, at magkakabisa ang setup.
Hakbang 8 Pindutin upang lumipat sa pagitan ng mga hakbang. Kung ang kasalukuyang hakbang ay ang unang hakbang, pindutin upang pumasok sa huling pahina ng pagtatakda ng parameter ng hakbang; kung ang kasalukuyang hakbang ay ang huli, pindutin upang pumasok sa unang pahina ng pagtatakda ng parameter ng hakbang.
Hakbang 9 Pindutin, ang sistema ay gagana ayon sa programang ito.
Setting ng parameter
Maaaring i-setup ng mga gumagamit ang lahat ng parameter na kinakailangan para sa normal na operasyon ng sistema, kabilang ang parameter ng sistema, parameter ng X axis at parameter ng Y axis.
Hakbang 1 Sa pahina ng pamamahala ng programa, pindutin upang pumasok sa pahina ng programming constant, Sa pahinang ito, maaaring i-set ang programming constant.
Hakbang 2 Ang saklaw ng pag-setup ng programming constant ay ipinapakita sa Talahanayan
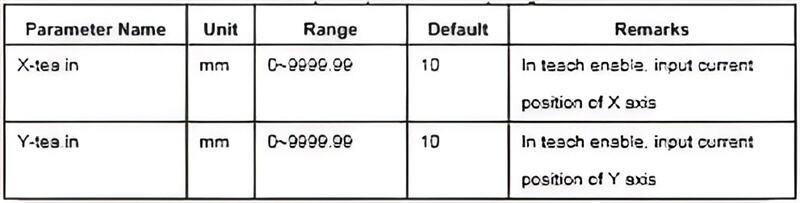
Hakbang 3 Ipasok ang password na “1212”, pindutin upang pumasok sa Teach Page.
Hakbang 4 Itakda ang parameter, ang saklaw ng pag-setup ng parameter ay ipinapakita sa Talahanayan.
Hakbang 5 Pindutin, bumalik sa pahina ng programming constant,
Alarm
Ang device ay kayang awtomatikong makakita ng panloob o panlabas na anomaliya at magpadala ng alarma. Ang mensahe ng alarma ay makikita sa listahan ng alarma.
Hakbang 1 Sa pahina ng programming management, pindutin upang pumasok sa pahina ng programming constant.
Hakbang 2 Sa pahina ng programming constant, pindutin upang pumasok sa pahina ng “Alarm history” upang tingnan ang lahat ng kasaysayan ng alarma. Ang pinakabagong 6 na alarma, numero ng alarma, at mga sanhi ay makikita sa pahinang ito.
Karaniwang sira at paglutas nito
1. Hindi Sumisindi ang Controller / Walang Display
Mga sintomas ng pagkabigo:
Wala sa screen.
Walang ilaw ang indicator.
Mga posibleng sanhi at paglutas:
C1: Suliranin sa Main Power Supply.
Suriin: Tiyaking naka-ON ang pangunahing switch para sa makina.
Suriin: I-verify na konektado ang pangunahing kable ng kuryente at tama ang boltahe.
C2: Bintana ng Makina/Makabuluhang Takip ay Buksan.
Suriin: Tiakin na ang lahat ng mga pintuan ng electrical cabinet at mga makabuluhang takip ay maayos na isinara. Maraming makina ang may safety interlocks na nagbabawal ng pagbuo ng kuryente.
C3: Nasira ang Fuse.
Suriin: Suriin ang pangunahing mga fuse sa electrical cabinet ng makina.
C4: Masamang Power Supply Unit.
Suriin: Maaaring nabigo ang panloob na DC power supply (hal., 24V DC) para sa controller. Kailangan nito ang isang karapat-dapat na elektrisyano.
2. Ang mga Axes (Y1, Y2, X, R) Ay Hindi Gumagalaw o Nagpapakita ng "Following Error" / "Axis Fault"
Mga sintomas ng pagkabigo:
Ang axis ay hindi tumutugon sa mga manual na utos.
Ang controller ay nagpapakita ng mensahe ng error tungkol sa axis drive o following error.
Ang isang gilid (Y1 o Y2) ay mas mababa/mas mataas kaysa sa kabila (hindi naka-sync).
Mga posibleng sanhi at paglutas:
C1: Kamalian sa Servo Drive / Amplifier.
Suriin: Hanapin ang error code sa mismong servo drive unit (karaniwang nasa electrical cabinet). Tumukoy sa manual ng tagagawa ng drive.
Aksyon: I-reset ang kamalian sa pamamagitan ng pag-off at pag-on muli ng makina. Kung mananatili ito, itala ang error code para sa technical support.
C2: Suliranin sa Encoder / Feedback Cable.
Suriin: Suriin ang mga cable ng encoder na konektado sa likod ng servo motors para sa anumang pinsala o hindi secure na koneksyon.
C3: Hadlang sa Mekanikal.
Suriin: Manual na suriin kung ang ram (Y-axis) o backgauge (X-axis) ay malaya bang gumagalaw. Maaaring may pisikal na pagkakabara.
C4: Nakagapos ang Motor Brake.
Suriin: Ang servo motor brake (lalo na sa Y-axis) ay maaaring hindi lumalaya. Maaari mong marinig ang umiingay na tunog mula sa motor ngunit walang galaw.
3. "Hindi Naisagawa ang Axis Reference" o "Mangyaring Itakda ang Reference" na Error
Mga sintomas ng pagkabigo:
Hindi masimulan ng makina ang isang siklo.
Naghihiling ang controller ng pamamaraan sa pagrereference.
Mga posibleng sanhi at paglutas:
C1: Na-off ang Makina.
Aksyon: Ito ay isang karaniwang pamamaraan. Kailangan mong isagawa ang operasyon na "Reference" o "Pagbalik sa Zero" matapos i-on ang makina. Pumunta sa manual screen at isagawa ang reference cycle para sa lahat ng axes.
C2: Kamalian sa Reference Switch / Proximity Sensor.
Suriin: Maaaring marumi, hindi maayos ang posisyon, o may sira ang sensor na nakakakila sa home position. Karaniwang kailangan dito ng teknisyano.
4. Alarma sa "Overload" o "Mataas na Pressure"
Mga sintomas ng pagkabigo:
Nangyayari ang alarma habang nasa bending cycle, madalas malapit sa ilalim.
Mga posibleng sanhi at paglutas:
C1: Maling Tonnage (Pressure) na Setting
Suriin: Ang nakaprogram na bending pressure ay masyadong mataas para sa materyal o kapasidad ng makina. Pakingan at bawasan ang pressure setting sa program.
C2: Maling Pagpili ng Die.
Suriin: Ang paggamit ng V-die na masyadong maliit para sa kapal ng materyal ay nangangailangan ng labis na puwersa. I-verify na tama ang V-die opening para sa materyal (karaniwan, V-opening = 8 x Kapal ng Materyal).
C3: Pagbubend sa Labas ng Kapasidad ng Makina.
Suriin: Maaaring sinusubukan mong i-bend ang isang materyal na masyadong makapal o mahaba para sa rated capacity ng makina.
5. Hindi Pare-parehong Anggulo ng Bending
Mga sintomas ng pagkabigo:
Ang anggulo ng bend ay nag-iiba depende sa parte, kahit pareho ang program.
Mga posibleng sanhi at paglutas:
C1: Pagkakaiba-iba ng Materyal.
Suriin: Ang hindi pare-parehong kapal, kabigatan, o direksyon ng grain ng materyal ay maaaring magdulot ng pagbabago sa anggulo. Suriin ang mga sertipiko ng materyal.
C2: Worn o Maling Gamit na Tooling.
Suriin: Suriin ang punch at die para sa pananatiling pagkasuot o pinsala. Tiakin na ang tamang mga tool ang ginagamit para sa tinukoy na anggulo.
C3: Kakulangan sa Crowning Compensation.
Aksyon: Kung lumiligid ng mahahabang sheet, maaaring magkaroon ng deflection ang kama ng makina. Gamitin ang "Crowning" function (manuel o awtomatiko) upang kompensahan ang deflection na ito. Muling i-kalibrado kung kinakailangan.
C4: Hindi matatag na Hydraulic System.
Suriin: Ang mababang antas ng hydraulic oil, maruming langis, o sirang balbula ay maaaring magdulot ng hindi matatag na presyon. Suriin ang antas ng langis at temperatura.
6. Ang Backgauge (X, R, Z) Ay Hindi Nakakarating sa Tamang Posisyon o Hindi Tumpak
Mga sintomas ng pagkabigo:
Ang backgauge ay tumitigil sa maling posisyon o kumikimkim kapag tumitigil.
Mga posibleng sanhi at paglutas:
C1: Pagkakabara sa Mekanikal o Hindi Tama ang Pagkaka-align.
Suriin: Hanapin ang mga chip, debris, o burrs sa mga riles at turnilyo ng backgauge. Linisin at patagalin ang mga gabay.
C2: Looseng Kupling o Drive Belt.
Suriin: Ang koneksyon sa pagitan ng servo motor at ball screw, o ang drive belt (kung mayroon), ay maaaring maluwag.
C3: Backlash.
Aksyon: Sa paglipas ng panahon, ang pagsusuot ng mekanikal ay maaaring magdulot ng backlash. Karaniwang mayroong "Backlash Compensation" na setting sa controller na maaaring i-adjust ng isang teknisyano.
Pangkalahatang Flowchart sa Pagtsusuri ng Problema
1. Tandaan ang Eksaktong Mensahe ng Error sa display ng E21.
2. Konsultahin ang Manual ng Tagagawa ng Makina. Ito ang pinakamalaking sanggunian para sa partikular na error code at pamamaraan.
3. Gawin ang Simpleng Reset: I-off ang makina nang buo, maghintay ng 10 segundo, at i-on muli.
4. Suriin ang mga Maliwanag na Isyu: Mga maluwag na kable, tripped circuit breakers, mababang antas ng hydraulic oil, di-karaniwang ingay.
5. Paghiwalayin ang Problema: Alamin kung ito ay isyu sa kontrol (controller, programming), elektrikal (motor, drive, sensor), o mekanikal (naka-jam na axis, nasirang tooling).
6. Kontakin ang Technical Support: Kung hindi nalutas ang problema sa pamamagitan ng pangunahing pagsusuri, ibigay sa kanila ang eksaktong mensahe ng error at mga hakbang na iyong ginawa.
Tandaan: Tanging mga kwalipikadong tauhan lamang ang dapat gumawa ng panloob na elektrikal na pagkukumpuni.

