















































คุณสามารถปรับแต่งอะไรได้บ้างในโหมดการตั้งค่า DELEM DA-66T?
สารบัญ
• บทนำเกี่ยวกับโหมดการตั้งค่าของระบบควบคุม
• ตัวเลือกพารามิเตอร์
• วัสดุการเขียนโปรแกรมพร้อมคุณสมบัติของแต่ละชนิด
• ฟังก์ชันสำรองข้อมูล/กู้คืนข้อมูล
สำรองข้อมูลผลิตภัณฑ์
กู้คืนผลิตภัณฑ์
สำรองข้อมูลเครื่องมือ
กู้คืนเครื่องมือ
การสำรองและกู้คืนตารางและการตั้งค่า
• การนำทางไดเรกทอรี
• การตั้งค่าโปรแกรม
• การตั้งค่าค่าเริ่มต้น
• การตั้งค่าการคำนวณ
• การตั้งค่าการผลิต
• การคำนวณเวลาการผลิต
• การตั้งค่าเวลา
• คำถามที่พบบ่อย (FAQ)
• สรุป
เมื่อใช้งานระบบควบคุม DELEM DA-66T การเข้าใจฟังก์ชันที่ปรับแต่งได้ต่างๆ ในโหมดการตั้งค่า (Settings Mode) อย่างลึกซึ้งนั้นเป็นสิ่งสำคัญยิ่งต่อการยกระดับประสิทธิภาพและการทำงานของเครื่องดัดโลหะ (press brake) ให้มีประสิทธิผลสูงสุด หากท่านสนใจเกี่ยวกับการกำหนดค่าแบบเฉพาะบุคคลที่มีให้ในโหมดการตั้งค่านี้ บทความนี้จะอธิบายอย่างละเอียดถึงรายการปรับแต่งหลัก เพื่อช่วยให้ท่านสามารถปรับพารามิเตอร์ของเครื่องดัดโลหะได้อย่างแม่นยำ และเพิ่มประสิทธิภาพการผลิตสูงสุด
บทนำสู่โหมดการตั้งค่าของระบบควบคุม
การแตะปุ่ม "การตั้งค่า" ในแถบนำทางจะเปลี่ยนระบบควบคุมเข้าสู่โหมดการตั้งค่า (Settings Mode) ฟังก์ชันทั้งหมดในโหมดนี้จัดกลุ่มตามตรรกะไว้ในแท็บต่างๆ โดยการตั้งค่าเฉพาะของแต่ละแท็บจะได้รับการอธิบายอย่างละเอียดทีละแท็บในส่วนต่อไป
โหมดการตั้งค่า DELEM DA-66T ทำหน้าที่เป็นศูนย์ควบคุมแบบบูรณาการ ซึ่งช่วยให้ผู้ปฏิบัติงานสามารถกำหนดค่าพารามิเตอร์ของเครื่องจักรต่างๆ ได้อย่างยืดหยุ่น เพื่อปรับให้สอดคล้องกับความต้องการในการปฏิบัติงานที่หลากหลาย ขณะเดียวกันก็รับประกันว่าความแม่นยำในการดัดจะคงอยู่ในระดับที่เหมาะสมเสมอ ทั้งนี้ โหมดนี้เป็นโมดูลฟังก์ชันหลักที่รับประกันเสถียรภาพของการผลิต
ตัวเลือกพารามิเตอร์
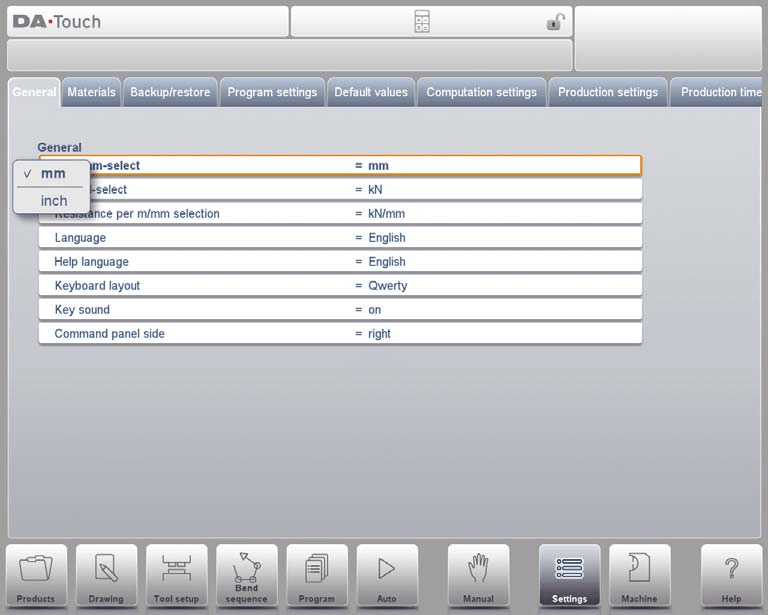
หลังจากเลือกแท็บที่ต้องการแล้ว ให้คลิกที่พารามิเตอร์ที่ต้องการปรับแต่งเพื่อดำเนินการเปลี่ยนแปลง หากพารามิเตอร์นั้นเป็นชนิดตัวเลขหรือตัวอักษรผสมตัวเลข ระบบจะแสดงคีย์บอร์ดขึ้นโดยอัตโนมัติ เพื่อให้ท่านป้อนค่าเป้าหมายที่ต้องการ ตัวเลือกที่สามารถปรับแต่งได้เฉพาะเจาะจงมีดังนี้:
• เลือกระบบหน่วยวัด (นิ้ว/มม.): เปลี่ยนระหว่างระบบหน่วยวัดได้อย่างสะดวก เพื่อให้สอดคล้องกับข้อกำหนดของโครงการ
• เลือกหน่วยวัดแรง (ตัน/กิโลนิวตัน): เลือกหน่วยวัดแรงที่สอดคล้องกับข้อกำหนดการปฏิบัติงานมากที่สุด เพื่อให้มั่นใจในความถูกต้องของข้อมูล
• เลือกความต้านทานต่อความยาว (โอห์มต่อเมตร/มม.): ปรับแต่งพารามิเตอร์ความต้านทานตามลักษณะของวัสดุที่ใช้ประมวลผลและข้อกำหนดของกระบวนการ
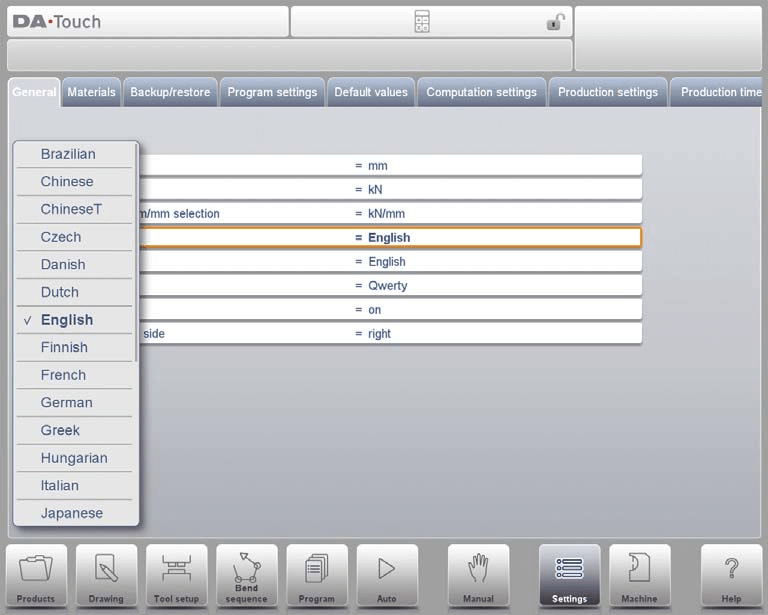
• ภาษา: เลือกภาษาที่ต้องการสำหรับอินเทอร์เฟซการดำเนินงาน เพื่อเพิ่มความสะดวกในการใช้งาน
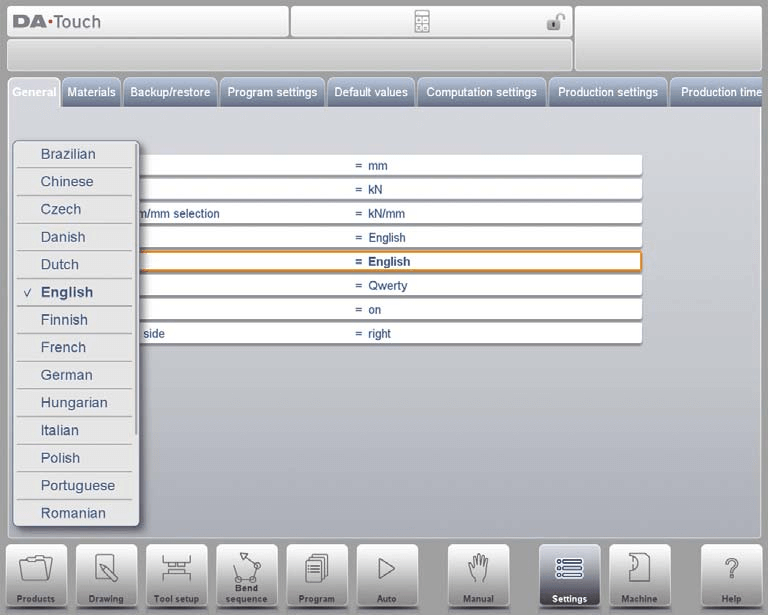
• ภาษาของเอกสารช่วยเหลือ: ตั้งค่าภาษาที่แสดงในเอกสารช่วยเหลือ เพื่อรองรับการทำงานร่วมกันของทีมงานระดับนานาชาติ
• รูปแบบคีย์บอร์ด: ปรับแต่งรูปแบบคีย์บอร์ดให้สอดคล้องกับนิสัยการใช้งาน เพื่อเพิ่มประสิทธิภาพในการป้อนข้อมูล
• เสียงปุ่มกด: เปิดหรือปิดเสียงปุ่มกด เพื่อให้ฟีดแบ็กทางการได้ยินระหว่างการดำเนินงาน
• ด้านของแผงคำสั่ง: ปรับการตั้งค่าการแสดงผลเพื่อเพิ่มความสะดวกในการเข้าถึงแผงควบคุม
วัสดุสำหรับการเขียนโปรแกรมพร้อมคุณสมบัติของวัสดุนั้น
ในแท็บนี้ สามารถเขียนโปรแกรมวัสดุและคุณสมบัติของวัสดุได้ ท่านสามารถแก้ไขวัสดุที่มีอยู่ สร้างวัสดุใหม่ หรือลบวัสดุที่ไม่จำเป็นออกได้ ระบบควบคุมสามารถตั้งค่าพารามิเตอร์ล่วงหน้าสำหรับวัสดุได้สูงสุด 99 ชนิด
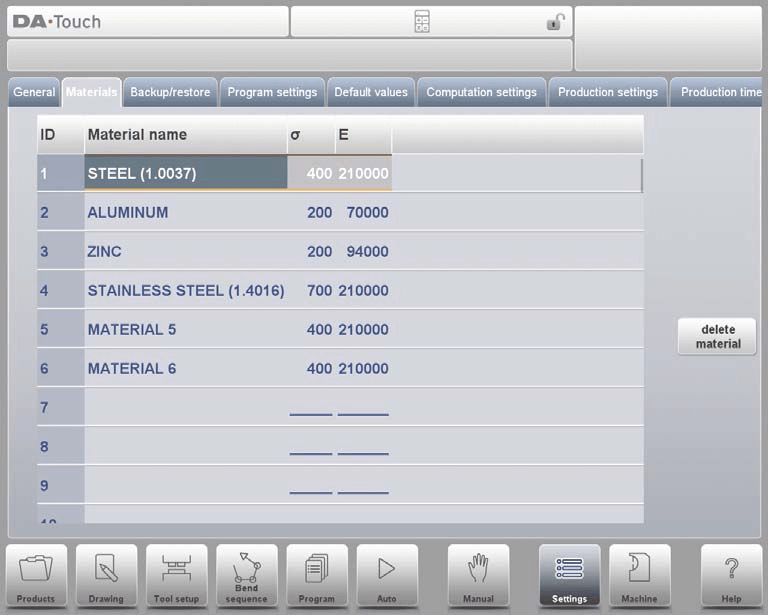
วัสดุแต่ละชนิดประกอบด้วยคุณสมบัติหลักสามประการ ซึ่งสามารถดูและแก้ไขได้:
• ชื่อวัสดุ: ระบุประเภทของวัสดุอย่างชัดเจน เพื่อให้ป้ายกำกับที่ชัดเจนสำหรับกระบวนการผลิต
• ความแข็งแรงดึง: ป้อนค่าความแข็งแรงดึงที่ถูกต้อง ซึ่งเป็นพารามิเตอร์สำคัญในการรับประกันความแม่นยำของการดัด
• มอดูลัสของความยืดหยุ่น (มอดูลัส E): ระบุมอดูลัสของความยืดหยุ่นของวัสดุ เพื่อให้มั่นใจว่าการจัดการวัสดุโดยเครื่องจักรสอดคล้องกับข้อกำหนดด้านคุณสมบัติทางกายภาพ
วัสดุจะแสดงเรียงลำดับตามเลขที่วัสดุ (ID) เป็นลำดับแรก การคลิกหัวคอลัมน์จะทำให้สามารถเรียงลำดับตามคุณสมบัติใด ๆ ได้ทั้งแบบเรียงจากน้อยไปมากหรือจากมากไปน้อย ในการปรับแต่งวัสดุที่มีอยู่แล้ว ให้เลือกวัสดุเป้าหมายแล้วแก้ไขพารามิเตอร์โดยตรง; ในการลบวัสดุ ให้เลือกแถวที่สอดคล้องกันแล้วใช้ฟังก์ชัน "ลบวัสดุ"; ในการเพิ่มวัสดุใหม่ ให้เลือกแถวว่างแล้วป้อนพารามิเตอร์คุณสมบัติที่เกี่ยวข้องเพื่อเสร็จสิ้นการเขียนโปรแกรม
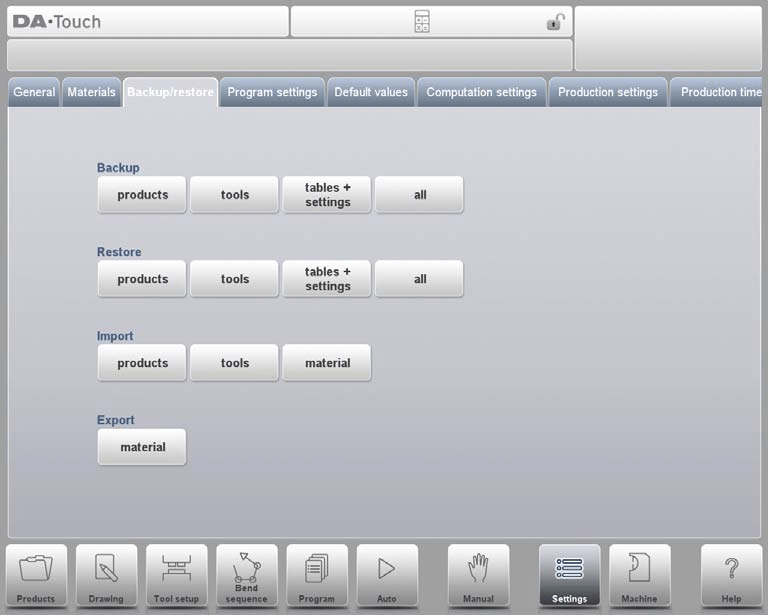
ฟังก์ชันสำรองข้อมูล/กู้คืนข้อมูล
โหมดการตั้งค่า DELEM DA-66T ให้ฟังก์ชันสำรองข้อมูลและเรียกคืนข้อมูลอย่างครอบคลุม ซึ่งรองรับการสำรองข้อมูลและการเรียกคืนข้อมูลของผลิตภัณฑ์ เครื่องมือ การตั้งค่า และข้อมูลตาราง นอกจากนี้ยังสามารถนำเข้าข้อมูลผลิตภัณฑ์และเครื่องมือจากโมเดลควบคุมรุ่นเก่าได้อีกด้วย
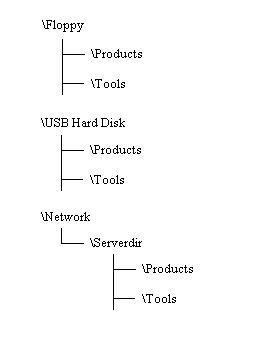
กระบวนการสำรองข้อมูลและเรียกคืนข้อมูลสำหรับเครื่องมือและผลิตภัณฑ์มีความสอดคล้องกันและใช้งานได้กับสื่อสำรองข้อมูลทุกชนิด (เช่น พื้นที่จัดเก็บผ่านเครือข่าย แฟลชไดรฟ์ USB เป็นต้น) ไดเรกทอรีสำรองข้อมูลประกอบด้วยอุปกรณ์จัดเก็บ (เช่น แฟลชไดรฟ์ USB หรือพื้นที่จัดเก็บผ่านเครือข่าย) และโฟลเดอร์เฉพาะเจาะจง ท่านสามารถเลือกอุปกรณ์ที่เชื่อมต่อได้อย่างยืดหยุ่น หากจำเป็น ท่านสามารถสร้างหรือระบุโฟลเดอร์ปลายทางได้เอง และสามารถตั้งค่าเส้นทางการจัดเก็บข้อมูลสำรองสำหรับผลิตภัณฑ์และเครื่องมือแยกกันได้
สำรองข้อมูลผลิตภัณฑ์
เลือก "ผลิตภัณฑ์" จากเมนูหลัก "สำรองข้อมูล" เพื่อเริ่มกระบวนการสำรองข้อมูลโปรแกรมผลิตภัณฑ์

หลังจากตั้งค่าไดเรกทอรีสำรองข้อมูลเริ่มต้นแล้ว ท่านจะเข้าสู่อินเทอร์เฟซสำรองข้อมูลผลิตภัณฑ์ ฟังก์ชันหลักมีดังนี้:
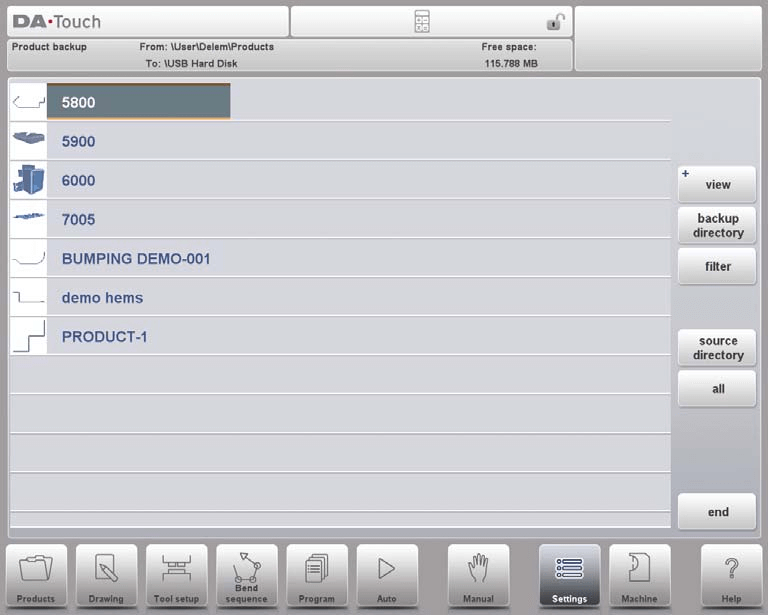
• แสดงตำแหน่งปัจจุบัน: เส้นทางไฟล์ต้นฉบับปัจจุบันและเส้นทางปลายทางสำหรับการสำรองข้อมูลจะแสดงอย่างชัดเจนที่ส่วนบนของอินเทอร์เฟซ
• การสำรองข้อมูลผลิตภัณฑ์แต่ละรายการ: คลิกเพื่อเลือกผลิตภัณฑ์เป้าหมาย ระบบจะแสดงเครื่องหมายการสำรองข้อมูลเพื่อยืนยันการดำเนินการ; หากมีไฟล์ที่มีชื่อเดียวกันอยู่แล้วในเส้นทางการสำรองข้อมูล ระบบจะแสดงกล่องข้อความแจ้งให้เลือกว่าจะแทนที่ไฟล์นั้นหรือไม่
• การสำรองข้อมูลแบบกลุ่มสำหรับผลิตภัณฑ์ทั้งหมด: ใช้ตัวเลือก "ทั้งหมด" เพื่อดำเนินการสำรองข้อมูลแบบกลุ่มสำหรับผลิตภัณฑ์ทั้งหมดด้วยการคลิกเพียงครั้งเดียว
• การปรับเปลี่ยนไดเรกทอรี: ปรับเปลี่ยนเส้นทางไฟล์ต้นฉบับที่ผลิตภัณฑ์ตั้งอยู่ผ่าน "ไดเรกทอรีต้นทาง" และเลือกสถานที่จัดเก็บไฟล์สำรองผ่าน "ไดเรกทอรีสำรองข้อมูล" เพื่ออำนวยความสะดวกในการนำทางไปยังโฟลเดอร์เป้าหมายอย่างรวดเร็ว
กู้คืนผลิตภัณฑ์
เลือก "ผลิตภัณฑ์" จากเมนูหลัก "คืนค่าข้อมูล"

หลังจากตั้งค่าไดเรกทอรีเริ่มต้นสำหรับการคืนค่าข้อมูลแล้ว คุณจะเข้าสู่อินเทอร์เฟซการคืนค่าผลิตภัณฑ์ ขั้นตอนการดำเนินการมีดังนี้:
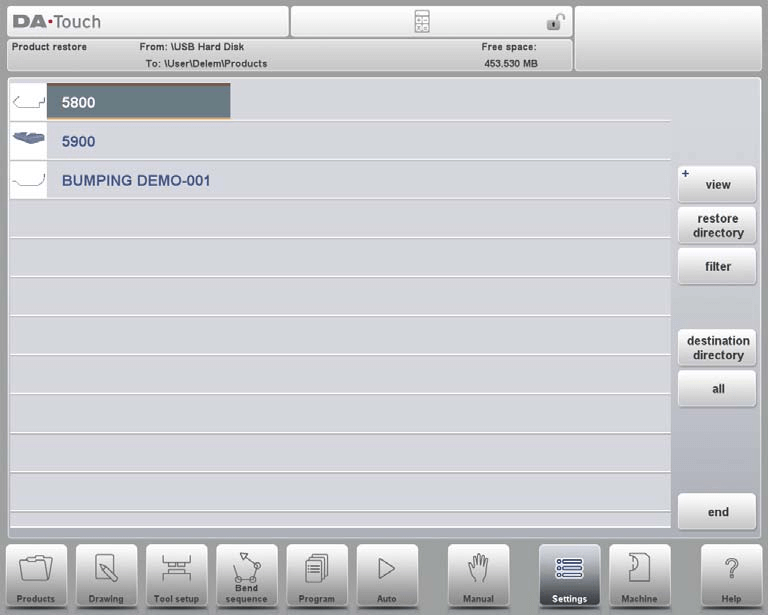
• การดูและเลือกผลิตภัณฑ์: สอดคล้องกับตรรกะการดำเนินงานของโหมดผลิตภัณฑ์ คุณสามารถเรียกดูผลิตภัณฑ์ในไดเรกทอรีที่เลือกได้อย่างสะดวก และเลือกไฟล์ที่ต้องการกู้คืน ขณะนี้เส้นทางแหล่งที่มา (source path) และเส้นทางปลายทาง (target path) ของการกู้คืนจะแสดงอยู่ด้านบนสุดของอินเทอร์เฟซ
• การยืนยันการกู้คืน: คลิกเพื่อเลือกผลิตภัณฑ์ที่ต้องการกู้คืน หากมีไฟล์ที่มีชื่อเดียวกันอยู่แล้วในเส้นทางปลายทาง ระบบจะแจ้งให้ยืนยันว่าต้องการแทนที่ไฟล์นั้นหรือไม่
• การปรับแต่งไดเรกทอรี: ปรับเปลี่ยนเส้นทางแหล่งที่มาของไฟล์ที่จะกู้คืนผ่าน "ไดเรกทอรีการกู้คืน (Restore Directory)" และระบุตำแหน่งที่จัดเก็บหลังจากกู้คืนไฟล์เสร็จสิ้นผ่าน "ไดเรกทอรีปลายทาง (Destination Directory)"
โดยสรุป โหมดการตั้งค่า DELEM DA-66T มอบเครื่องมือที่มีประสิทธิภาพและใช้งานสะดวกสำหรับการจัดการและกู้คืนข้อมูลผลิตภัณฑ์ ซึ่งช่วยรับประกันความปลอดภัยของข้อมูลการผลิต
สำรองข้อมูลเครื่องมือ
เลือก "เครื่องมือ (Tools)" จากเมนูหลัก "การสำรองข้อมูล (Backup)"
หลังจากตั้งค่าไดเรกทอรีสำรองข้อมูลเริ่มต้นแล้ว คุณจะเข้าสู่อินเทอร์เฟซการสำรองข้อมูลเครื่องมือ ฟังก์ชันนี้สามารถสำรองข้อมูลเครื่องมือในระบบควบคุม (รวมถึงหัวเจาะ แม่พิมพ์ หรือพารามิเตอร์รูปร่างของเครื่องจักร) และขั้นตอนการดำเนินการสอดคล้องกับการสำรองข้อมูลผลิตภัณฑ์

กู้คืนเครื่องมือ
ขั้นตอนการกู้คืนเครื่องมือเหมือนกับขั้นตอนการกู้คืนผลิตภัณฑ์อย่างแม่นยำ โดยปฏิบัติตามตรรกะเดียวกันในการตั้งค่าไดเรกทอรี การเลือกไฟล์ และการยืนยัน เพื่อให้มั่นใจว่าสามารถกู้คืนข้อมูลเครื่องมือได้อย่างรวดเร็ว
การสำรองและกู้คืนตารางและการตั้งค่า
ผ่านแท็บ "สำรองข้อมูล/กู้คืน" คุณสามารถจัดการการตั้งค่าเฉพาะของผู้ใช้และข้อมูลตาราง ด้วยตรรกะการดำเนินการเดียวกันกับการสำรองข้อมูล/กู้คืนผลิตภัณฑ์และเครื่องมือ โดยฟังก์ชัน "ทั้งหมด" สามารถดำเนินการสำรองข้อมูลหรือกู้คืนแบบครบชุดสำหรับผลิตภัณฑ์ เครื่องมือ ตาราง และการตั้งค่าตามลำดับโดยอัตโนมัติ ซึ่งช่วยทำให้กระบวนการจัดการข้อมูลจำนวนมากเป็นไปอย่างง่ายดาย
การนำทางไดเรกทอรี
เมื่อใช้ฟังก์ชัน "ไดเรกทอรีสำรอง" ระบบจะแสดงรายการไดเรกทอรีสำรองที่มีอยู่ให้เลือก ในอินเทอร์เฟซการนำทางไดเรกทอรี สามารถดำเนินการต่อไปนี้ได้:
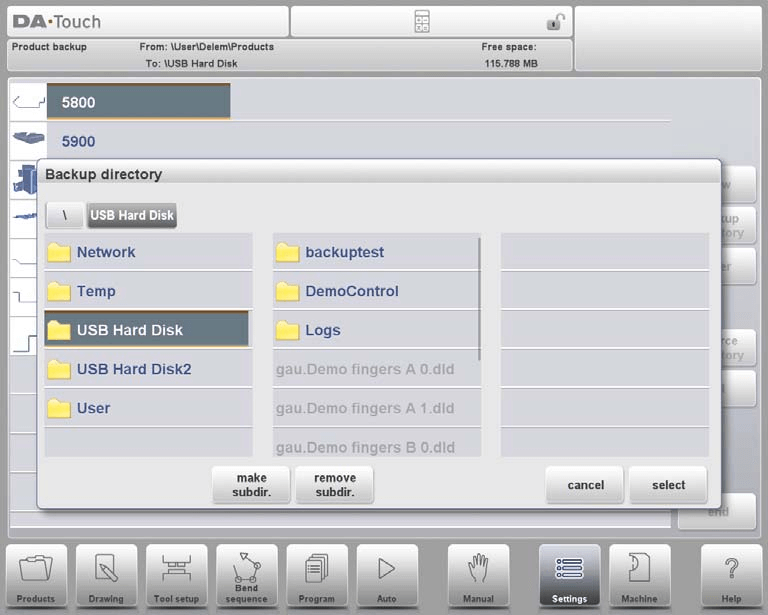
• การนำทางแบบลำดับชั้น: คลิกไอคอนจุดเพื่อขยายไดเรกทอรีย่อย และกลับไปยังไดเรกทอรีระดับบนผ่านตัวเลือก "PARENT"; คลิก "Select" เพื่อยืนยันไดเรกทอรีปัจจุบัน
• การสลับอุปกรณ์: คลิก "PARENT" ซ้ำๆ จนถึงไดเรกทอรีระดับสูงสุด เพื่อเลือกอุปกรณ์จัดเก็บข้อมูลอื่นๆ และไดเรกทอรีย่อยที่สอดคล้องกัน; สำหรับอุปกรณ์ที่เชื่อมต่อกับเครือข่าย คุณต้องเลือก "Network" ก่อน จากนั้นจึงเลือกปริภูมิเครือข่าย (network volume) เป้าหมาย โดยใช้ตรรกะการดำเนินการเดียวกันกับอุปกรณ์อื่นๆ
• การจัดการไดเรกทอรี: สร้างโฟลเดอร์ใหม่ผ่านตัวเลือก "Make Subdir.", และลบโฟลเดอร์ที่ไม่จำเป็นออกผ่านตัวเลือก "Remove Subdir."; คลิกชื่อไดเรกทอรีย่อยเพื่อเข้าสู่ไดเรกทอรีนั้น และในที่สุดยืนยันไดเรกทอรีเป้าหมายผ่านตัวเลือก "Select"
การตั้งค่าโปรแกรม
การตั้งค่าพารามิเตอร์ต่าง ๆ อย่างเหมาะสมในส่วน 'การตั้งค่าโปรแกรม' สามารถปรับปรุงความแม่นยำในการดัดได้อย่างมีนัยสำคัญ ตัวเลือกที่สามารถปรับแต่งได้โดยเฉพาะมีดังนี้:
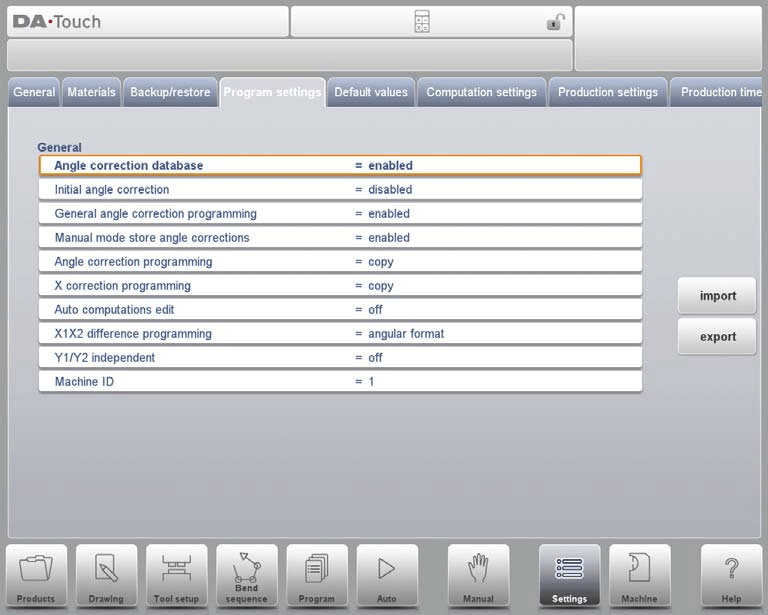
• ฐานข้อมูลการแก้ไขมุม: เมื่อเปิดใช้งาน ระบบจะสร้างฐานข้อมูลเฉพาะสำหรับการแก้ไขมุม เพื่อปรับปรุงความแม่นยำในการดัดอย่างต่อเนื่อง
• การแก้ไขมุมเริ่มต้น: ตั้งค่าพารามิเตอร์การแก้ไขมุมเริ่มต้นตามความต้องการของโครงการ
ปิดใช้งาน: ไม่สามารถเขียนโปรแกรมการแก้ไขมุมเริ่มต้นได้
เปิดใช้งาน: สามารถเขียนโปรแกรมการแก้ไขมุมเริ่มต้นได้ในภาพรวมการแก้ไขทั้งหมด
• การเขียนโปรแกรมการแก้ไขมุมทั่วไป: ปรับแต่งพารามิเตอร์การแก้ไขมุมทั่วไปเพื่อให้มั่นใจในความสอดคล้องของการปฏิบัติงาน
ปิดใช้งาน: ไม่มีฟังก์ชันการแก้ไขมุมทั่วไป
เปิดใช้งาน: ใช้เฉพาะ G-corr. α1 (การตั้งค่าเริ่มต้น)
α1 และ α2: รองรับการแก้ไขแบบสองพารามิเตอร์ด้วย G-corr. α1 และ G-corr. α2
• โหมดการจัดเก็บการแก้ไขมุมแบบแมนนวล: บันทึกข้อมูลการแก้ไขมุมระหว่างการดำเนินการแบบแมนนวล เพื่อใช้อ้างอิงในการดำเนินการครั้งถัดไป
• การเขียนโปรแกรมการปรับค่ามุม: เขียนโปรแกรมพารามิเตอร์การปรับค่ามุมอย่างละเอียดเพื่อตอบสนองความต้องการในการออกแบบที่ซับซ้อน
• การเขียนโปรแกรมการปรับค่าแกน X: ปรับแต่งพารามิเตอร์การปรับค่าแกน X อย่างแม่นยำเพื่อให้มั่นใจในความถูกต้องของการดัดโค้ง
คัดลอก: ซิงโครไนซ์โดยอัตโนมัติไปยัง CX2 เมื่อมีการปรับเปลี่ยน CX1 (การตั้งค่าเริ่มต้น)
เดลตา: รักษาค่าความต่างระหว่าง CX1 กับ CX2 ไว้ไม่เปลี่ยนแปลงเมื่อมีการปรับเปลี่ยน CX1
เป็นอิสระ: พารามิเตอร์ CX1 และ CX2 สามารถปรับเปลี่ยนได้อย่างอิสระต่อกัน
• การแก้ไขการคำนวณอัตโนมัติ: ทำให้กระบวนการคำนวณเป็นไปโดยอัตโนมัติ เพื่อลดข้อผิดพลาดจากการดำเนินการด้วยตนเอง ซึ่งอาจส่งผลต่อค่าของพารามิเตอร์อื่นๆ ที่เกี่ยวข้องด้วย
• การเขียนโปรแกรมความต่างระหว่าง X1/X2: กำหนดค่าความต่างในการเขียนโปรแกรมระหว่าง X1 กับ X2 ตามที่ต้องการ หากเครื่องจักรติดตั้งแกน X สองแกนที่ทำงานอย่างอิสระ (X1 และ X2) และติดตั้งตัวเลือก OP-W-X@ แล้ว ค่าของ X1 และ X2 สามารถเขียนโปรแกรมได้ตามความสัมพันธ์เชิงมุม
• Y1/Y2 เป็นอิสระ: กำหนดพารามิเตอร์การดำเนินงานแบบอิสระของแกน Y เพื่อเพิ่มความยืดหยุ่นในการใช้งาน
ปิด: โหมดการเขียนโปรแกรมแกน Y เดี่ยว (การตั้งค่าเริ่มต้น)
เปิด: พารามิเตอร์ Y1 และ Y2 สามารถเขียนโปรแกรมได้อย่างอิสระ
• รหัสเครื่องจักร: ค่าเริ่มต้นคือ 1 ซึ่งสามารถปรับเปลี่ยนได้ตามการกำหนดค่าอุปกรณ์จริง
การตั้งค่าค่าเริ่มต้น
การตั้งค่าค่าเริ่มต้นช่วยให้เครื่องจักรสามารถเข้าสู่สถานะปฏิบัติการได้อย่างรวดเร็วหลังจากเริ่มต้นใช้งาน ลดการปรับแต่งด้วยตนเองซ้ำ ๆ ค่าพารามิเตอร์ที่สามารถกำหนดค่าได้เฉพาะเจาะจงมีดังนี้:
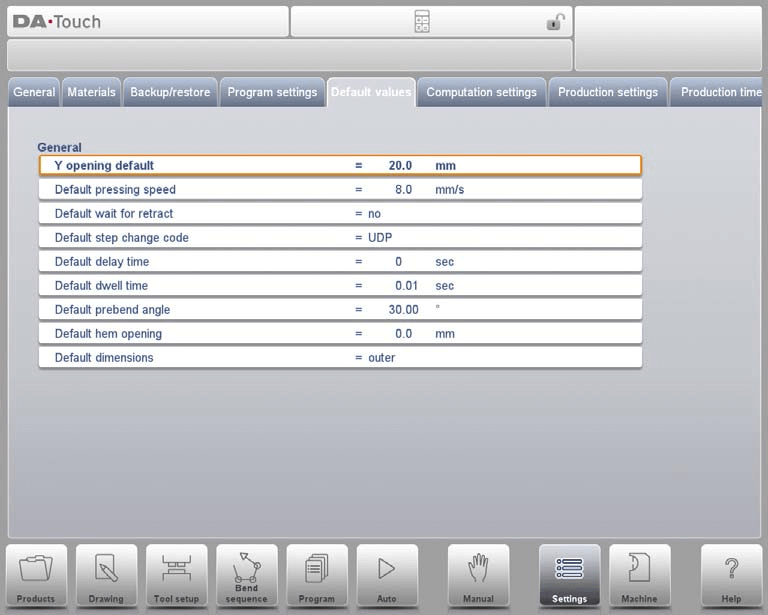
1. ค่าเริ่มต้นของช่องเปิดแกน Y: ตั้งขนาดการเปิดของแกน Y ขณะเริ่มต้นโปรแกรม
2. ความเร็วในการกดเริ่มต้น: ตั้งค่าความเร็วในการกดเริ่มต้นสำหรับโปรแกรมใหม่ล่วงหน้า
3. ค่าเริ่มต้นของการรอถอยกลับ: กำหนดสถานะเริ่มต้นของพารามิเตอร์ "รอถอยกลับ" ซึ่งมีผลต่อตรรกะการดำเนินการของโปรแกรมการดัด ค่าเริ่มต้นคือ "ใช่"
4. รหัสการเปลี่ยนขั้นตอนเริ่มต้น: ตั้งรหัสเริ่มต้นสำหรับการเปลี่ยนขั้นตอนในโปรแกรมการดัด โดยใช้ "UDP" เป็นค่าเริ่มต้น
5. เวลาหน่วงเริ่มต้น: ปรับเวลาที่แกน X รอระหว่างการเปลี่ยนขั้นตอน ค่าเริ่มต้นคือ 0 ซึ่งสามารถขยายได้ตามความต้องการในการประมวลผลวัสดุ
6. เวลาหยุดนิ่งเริ่มต้น: ตั้งค่าเวลาหยุดนิ่งเริ่มต้นล่วงหน้าในระหว่างกระบวนการดัด
7. มุมดัดล่วงหน้าเริ่มต้น: กำหนดมุมดัดล่วงหน้าเริ่มต้นสำหรับผลิตภัณฑ์ที่แสดงในรูปแบบกราฟิก
8. ระยะเปิดของขอบพับเริ่มต้น: ตั้งค่าระยะเปิดเริ่มต้นสำหรับการจัดตำแหน่งลำแสงในการดำเนินการพับขอบ (hemming) ค่าเริ่มต้นคือ 0.00 มม. (กล่าวคือ ไม่มีช่องว่างระหว่างขอบพับ)
9. มิติเริ่มต้น: ตั้งค่าอ้างอิงมิติ (มิติภายนอกหรือมิติภายใน) ของการวาดภาพผลิตภัณฑ์ในรูปแบบกราฟิก ซึ่งส่งผลโดยตรงต่อตรรกะการคำนวณของพารามิเตอร์ "มิติ (D1)"
ด้วยการปรับพารามิเตอร์เริ่มต้นข้างต้น สามารถปรับแต่งการตั้งค่าเริ่มต้นของเครื่องจักรให้สอดคล้องกับความต้องการการผลิตเฉพาะ เพื่อเพิ่มประสิทธิภาพในการปฏิบัติงาน
การตั้งค่าการคำนวณ
ในโหมดการตั้งค่า DELEM DA-66T สามารถปรับพารามิเตอร์ต่อไปนี้เพื่อปรับเปลี่ยนตรรกะการคำนวณที่เกี่ยวข้องกับค่าเบี่ยงเบนจากการดัด (bend allowance) เพื่อให้มั่นใจในความแม่นยำของการดัดอย่างยิ่งยวด:
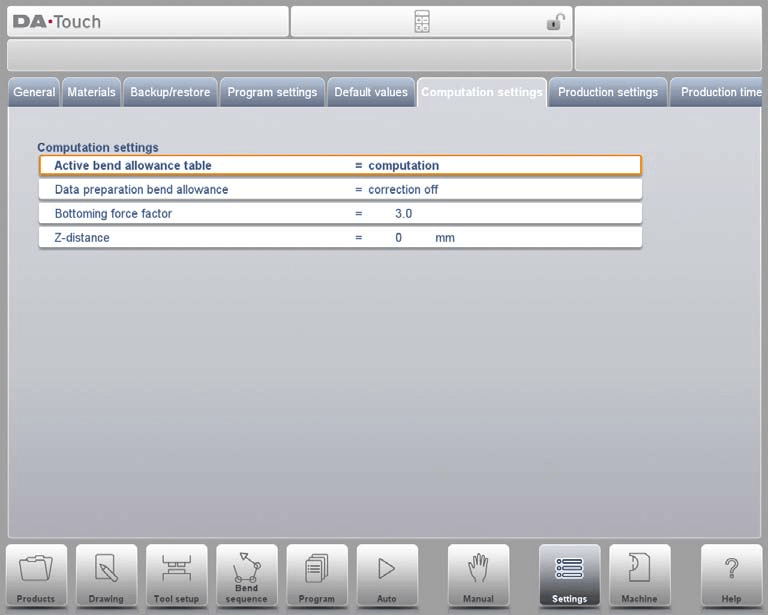
ตารางค่าเบี่ยงเบนจากการดัดที่ใช้งานอยู่
• โหมดการคำนวณ: ใช้สูตรมาตรฐานของระบบควบคุมในการคำนวณค่าเบี่ยงเบนจากการดัดโดยอัตโนมัติ
• โหมดตาราง: หากได้นำเข้าตารางค่าเบี่ยงเบนจากการดัดแล้ว สามารถปรับค่าแก้ไขตามค่าที่กำหนดไว้ล่วงหน้าได้
การปรับค่าเบี่ยงเบนจากการดัด
• ปิดการปรับค่า: ไม่มีการเพิ่มค่าเบี่ยงเบนจากการดัดระหว่างการเขียนโปรแกรมเชิงตัวเลข
• เปิดการปรับค่า: ค่าเบี่ยงเบนจากการดัดจะถูกรวมไว้ในการคำนวณระหว่างการเขียนโปรแกรมผลิตภัณฑ์ (ในโหมดโปรแกรม) ระบบจะคำนวณและจัดเก็บพารามิเตอร์การปรับค่าแกนโดยอัตโนมัติ ซึ่งสามารถเรียกดูและปรับแต่งได้ในโหมดการผลิต (โหมดอัตโนมัติ)
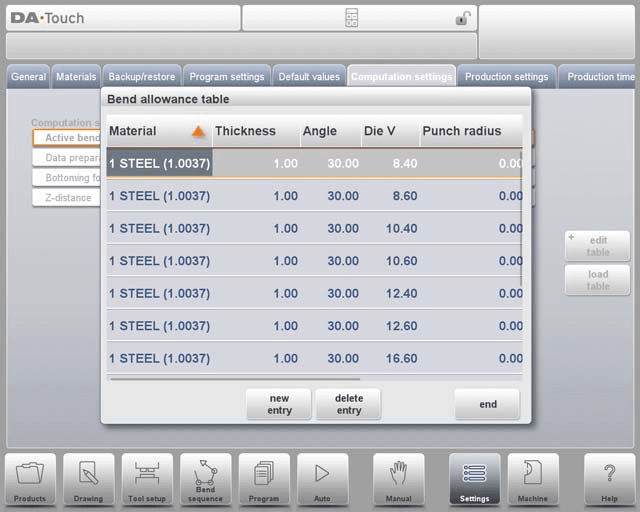
ในอินเทอร์เฟซการตั้งค่าการคำนวณ สามารถปรับพารามิเตอร์ต่าง ๆ ได้ในรูปแบบตาราง: เลือกช่องที่ต้องการปรับ ป้อนค่าใหม่ และกดปุ่ม Enter เพื่อให้การแก้ไขเสร็จสิ้น โปรดทราบว่าตารางนี้สามารถแก้ไขได้เฉพาะหลังจากที่ถูกโหลดเข้าสู่ระบบควบคุมแล้วเท่านั้น และขณะนี้ยังไม่สามารถสร้างตารางใหม่ผ่านเมนูนี้ได้
เพื่อโหลดตารางค่าความคล่องตัวในการดัด (bend allowance table) ที่มีอยู่แล้ว ท่านสามารถนำทางไปยังตำแหน่งไฟล์เป้าหมายผ่านฟังก์ชัน "โหลดตาราง" สำหรับคำอธิบายโดยละเอียดเกี่ยวกับตารางค่าความคล่องตัวในการดัด โปรดอ้างอิงคู่มืออย่างเป็นทางการของ DELEM
พารามิเตอร์ที่ปรับค่าได้หลัก
1. ปัจจัยแรงกดลง (Bottoming Force Factor): ปรับค่าตัวคูณของแรงที่จำเป็นสำหรับการดัดแบบอากาศ (air bending) เพื่อให้ได้แรงกดลง (bottoming force) เป้าหมาย
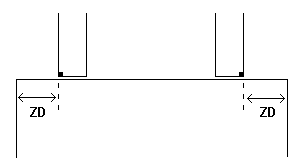
2. ระยะ Z (Z-distance): ตั้งค่าระยะห่างระหว่างขอบของนิ้วจับ (finger) กับมุมของแผ่นโลหะ หากติดตั้งแกน Z อัตโนมัติ ระบบจะคำนวณตำแหน่งของนิ้วจับโดยอัตโนมัติตามตำแหน่งปลายแผ่นโลหะ
การตั้งค่าการผลิต
ในโหมดการตั้งค่า DELEM DA-66T ผู้ปฏิบัติงานสามารถปรับพารามิเตอร์ต่อไปนี้ได้อย่างยืดหยุ่น เพื่อเพิ่มประสิทธิภาพกระบวนการดัด โดยรักษาสมดุลระหว่างประสิทธิภาพและความปลอดภัย:
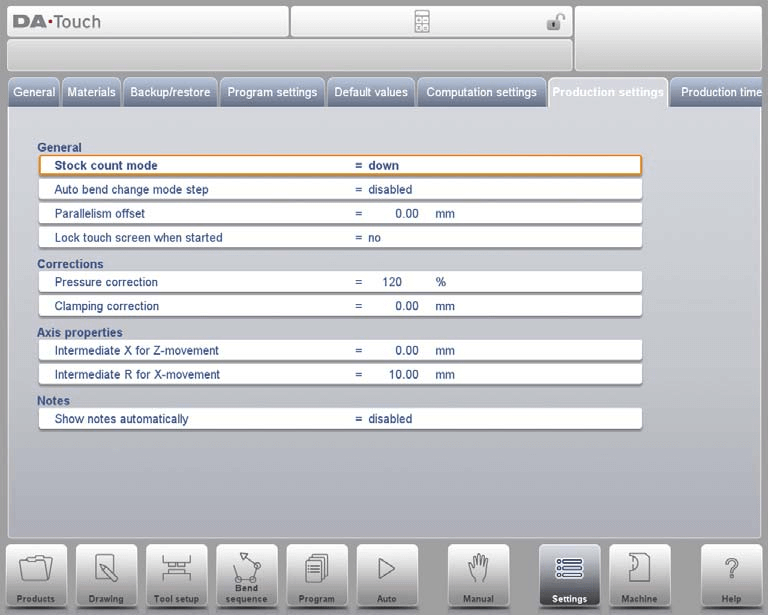
1. โหมดนับวัสดุ: กำหนดทิศทางการนับของเครื่องนับวัสดุ (แบบเพิ่มขึ้นหรือแบบลดลง) การนับแบบลดลงเหมาะสำหรับการผลิตให้ครบตามเป้าหมายที่กำหนดไว้ล่วงหน้า ในขณะที่การนับแบบเพิ่มขึ้นช่วยให้สามารถติดตามความก้าวหน้าในการผลิตแบบเรียลไทม์ได้
2. โหมดเปลี่ยนการดัดอัตโนมัติแบบขั้นตอน (Step Mode): หลังจากเปิดใช้งานโหมดขั้นตอนแล้ว ให้กดปุ่มเริ่มต้น และระบบจะโหลดชุดพารามิเตอร์การดัดชุดถัดไปโดยอัตโนมัติ เพื่อให้เกิดการดำเนินงานอย่างต่อเนื่อง
3. ค่าชดเชยความขนาน: ตั้งค่าค่าความขนานของระยะการเคลื่อนที่แกน Y ค่านี้มีผลเฉพาะบริเวณด้านล่างจุดยึดวัสดุ และจะถูกนำมาบวกเข้ากับพารามิเตอร์ Y2 เพื่อให้มั่นใจว่าชิ้นงานจะมีความขนานกันขณะดัด
4. ล็อกหน้าจอสัมผัสเมื่อเริ่มทำงาน: หลังจากเปิดใช้งานฟังก์ชันนี้ หน้าจอสัมผัสจะถูกล็อกโดยอัตโนมัติเมื่อคอนโทรลเลอร์กำลังทำงาน เพื่อป้องกันไม่ให้เกิดการเปลี่ยนแปลงพารามิเตอร์โดยไม่ตั้งใจ
5. การปรับค่าความดัน: ปรับเปอร์เซ็นต์ของความดันที่คำนวณได้ของวาล์วควบคุมความดัน เพื่อให้มั่นใจว่าการประยุกต์ใช้ความดันมีความแม่นยำ
6. การปรับค่าตำแหน่งการหนีบ: สอบเทียบตำแหน่งการหนีบของคานเพื่อให้มั่นใจว่าแผ่นวัสดุถูกยึดแน่นอย่างมั่นคง ค่าบวกหมายถึงการเลื่อนตำแหน่งการหนีบให้ลึกขึ้น ในขณะที่ค่าลบหมายถึงการยกตำแหน่งการหนีบให้สูงขึ้น
7. ความเร็วในการกลับคืนของตัวรองรับชิ้นงานตามค่าเริ่มต้น: ตั้งค่าความเร็วในการกลับคืนของตัวรองรับชิ้นงานหลังการดัด (แสดงเป็นเปอร์เซ็นต์ของความเร็วสูงสุด) ซึ่งใช้งานได้เฉพาะเมื่อเครื่องจักรติดตั้งฟังก์ชันตัวรองรับชิ้นงาน
8. มุมเพิ่มเติมของตัวรองรับชิ้นงาน: เพิ่มมุมเพิ่มเติมให้กับหน่วยรองรับชิ้นงานในระหว่างขั้นตอนการปล่อยแรงดัน ใช้ได้กับระบบที่ติดตั้งฟังก์ชันตัวรองรับชิ้นงาน
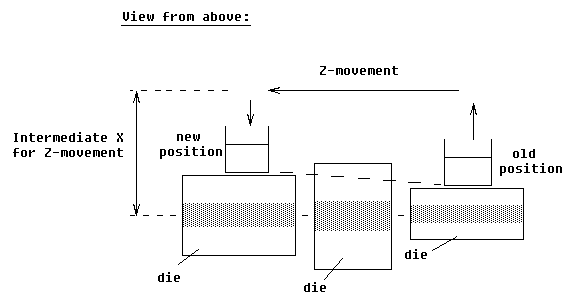
9. ตำแหน่ง X กลางสำหรับการเคลื่อนที่ตามแกน Z: กำหนดตำแหน่งปลอดภัยของแกน X ระหว่างการเคลื่อนที่ตามแกน Z เพื่อป้องกันการชนกับแม่พิมพ์ที่มีขนาดต่างกัน
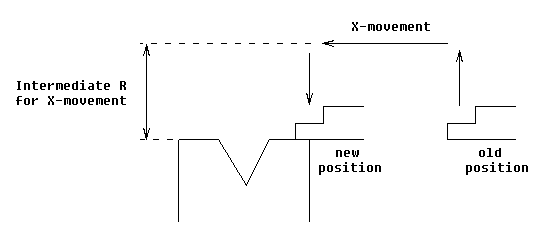
10. R ระดับกลางสำหรับการเคลื่อนที่ตามแกน X: ตั้งค่าตำแหน่งระดับกลางของแกน R ระหว่างการเคลื่อนที่ตามแกน X เพื่อให้มั่นใจว่าการเคลื่อนที่อยู่ภายในโซนปลอดภัยของแม่พิมพ์ และป้องกันการชนกัน
11. แสดงโน้ตโดยอัตโนมัติ: ในโหมดอัตโนมัติ เมื่อเลือกขั้นตอนการดัดใหม่ ระบบจะแสดงโน้ตสำหรับขั้นตอนนั้นโดยอัตโนมัติ เพื่อเพิ่มความเข้าใจของผู้ปฏิบัติงาน และรับประกันความสอดคล้องในการดำเนินการ
ผ่านการตั้งค่าข้างต้น เครื่อง DELEM DA-66T สามารถปรับให้เหมาะสมกับความต้องการการผลิตเฉพาะได้ดียิ่งขึ้น ทำให้เกิดการปรับปรุงประสิทธิภาพและความปลอดภัยพร้อมกันสองด้าน
การคำนวณเวลาการผลิต
ในโหมดการตั้งค่าของเครื่อง DELEM DA-66T สามารถกำหนดพารามิเตอร์ต่อไปนี้เพื่อเพิ่มประสิทธิภาพการคำนวณเวลาการผลิตของลำดับการดัด ซึ่งจะช่วยให้การประมาณเวลาสอดคล้องกับกระบวนการปฏิบัติงานจริงอย่างแม่นยำ
ตรรกะการคำนวณเวลาการผลิต
การคำนวณเวลาในการผลิตขึ้นอยู่กับความเร็วในการจัดตำแหน่งแกนเป็นหลัก และเวลาที่ใช้ในการจัดการผลิตภัณฑ์ ซึ่งความเร็วในการจัดตำแหน่งแกนนั้นกำหนดโดยการตั้งค่าเครื่องจักร ส่วนเวลาที่ใช้ในการจัดการผลิตภัณฑ์สัมพันธ์โดยตรงกับขนาดของผลิตภัณฑ์ (โดยเฉพาะความยาวและความกว้าง) — ผลิตภัณฑ์ขนาดเล็กมีประสิทธิภาพในการจัดการสูงกว่า ในขณะที่การกลับด้านผลิตภัณฑ์รูปทรงแถบขนาดใหญ่ต้องใช้เวลามากกว่า
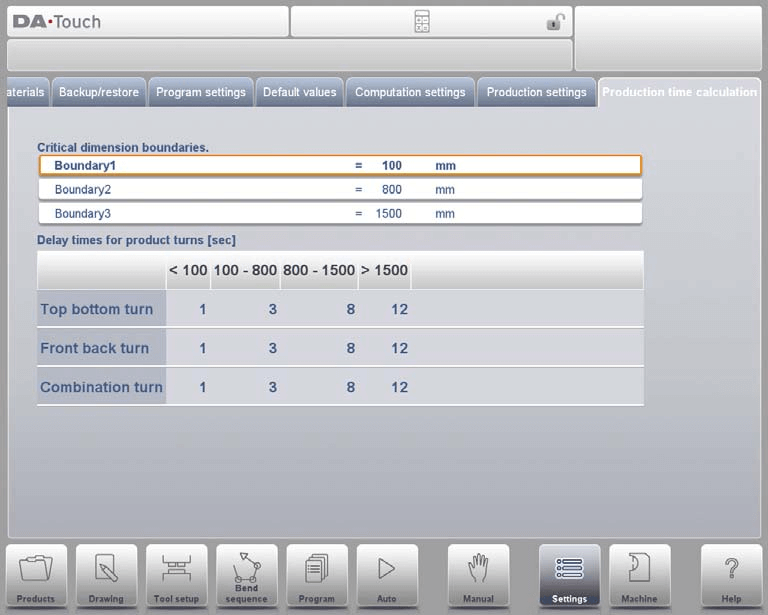
การกำหนดค่าเวลาการหมุน
สามารถตั้งค่าเวลาการกลับด้านของผลิตภัณฑ์ที่มีขนาดต่างกันได้ผ่านตาราง (หน่วย: วินาที) โดยตารางนี้แบ่งความยาวของผลิตภัณฑ์ออกเป็นสี่ช่วง และแต่ละช่วงจะสอดคล้องกับเวลาที่ตั้งไว้ล่วงหน้าสำหรับประเภทการกลับด้านที่แตกต่างกัน (การกลับด้านบน-ล่าง การกลับด้านหน้า-หลัง การกลับด้านแบบผสม) พร้อมกันนี้ ยังสามารถปรับแต่งค่าขอบความยาวสามค่า (ขอบที่ 1, ขอบที่ 2, ขอบที่ 3) ได้เพื่อให้เวลาการกลับด้านสามารถปรับให้เหมาะสมกับผลิตภัณฑ์ที่มีขนาดต่างกันได้อย่างแม่นยำ
โดยการปรับพารามิเตอร์เหล่านี้ การคำนวณเวลาการผลิตจะสอดคล้องกับสถานการณ์การปฏิบัติงานจริงมากยิ่งขึ้น ซึ่งจะเป็นพื้นฐานที่เชื่อถือได้สำหรับการจัดทำแผนการผลิต
การตั้งค่าเวลา
การกำหนดค่าเวลาของระบบอย่างแม่นยำสามารถรับประกันการติดตามย้อนกลับได้อย่างสมบูรณ์ของบันทึกการปฏิบัติงานทั้งหมดของเครื่องจักร และรักษาความสอดคล้องกันกับไทม์ไลน์ของโครงการ ตัวเลือกที่สามารถกำหนดค่าได้เฉพาะเจาะจงมีดังนี้:
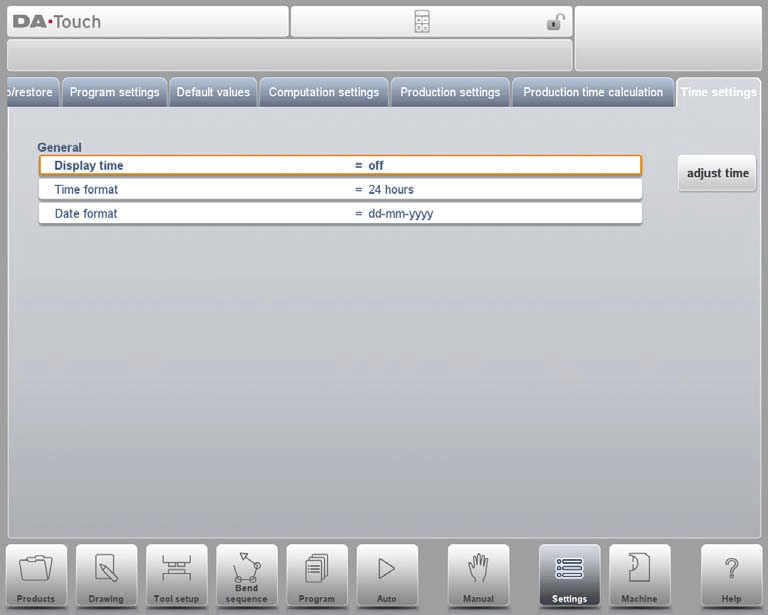
• รูปแบบการแสดงเวลา: เลือกรูปแบบการแสดงเวลาในแถบหัวเรื่อง (แสดงทั้งวันที่และเวลา, แสดงเฉพาะเวลา, ไม่แสดงเวลา)
• รูปแบบเวลา: เลือกรูปแบบการแสดงเวลา (รูปแบบ 24 ชั่วโมง หรือรูปแบบ 12 ชั่วโมง)
• รูปแบบวันที่: เลือกรูปแบบการแสดงวันที่ (dd-mm-yyyy, mm-dd-yyyy หรือ yyyy-mm-dd)
• ปรับเวลา: แก้ไขวันที่และเวลาของระบบด้วยตนเอง การดำเนินการนี้จะปรับปรุงวันที่และเวลาของระบบปฏิบัติการ Windows ให้สอดคล้องกันแบบพร้อมกัน
คำถามที่พบบ่อย (FAQ)
การปรับพารามิเตอร์ในโหมดการตั้งค่า DELEM DA-66T อาจส่งผลต่อความปลอดภัยของเครื่องจักรหรือไม่?
ใช่ ทุกการปรับแต่งพารามิเตอร์ต้องสอดคล้องอย่างเคร่งครัดกับมาตรฐานความปลอดภัยและแนวทางของผู้ผลิต เพื่อป้องกันอุบัติเหตุที่เกิดจากค่าพารามิเตอร์ที่ตั้งไว้ไม่เหมาะสม และเพื่อให้มั่นใจว่าเครื่องจักรจะอยู่ในสถานะการปฏิบัติงานที่ปลอดภัยเสมอ
วิธีที่ดีที่สุดในการสอบเทียบเครื่องดัดโลหะ (press brake) อย่างแม่นยำคืออะไร
เพื่อให้การสอบเทียบเครื่องดัดโลหะ (press brake) มีความแม่นยำ ขั้นตอนแรกคือต้องตรวจสอบให้แน่ใจว่าเครื่องจักรตั้งอยู่ในแนวระดับ จากนั้นใช้มาตรวัดแบบดิจิทัลวัดมุมของแม่พิมพ์ดัด และปรับแต่งตามมาตรฐานการสอบเทียบที่ผู้ผลิตกำหนดไว้
ควรดำเนินการบำรุงรักษาเครื่องดัดโลหะ (press brake) บ่อยแค่ไหน
แนะนำให้ดำเนินการบำรุงรักษาเป็นประจำทุกๆ 500 ชั่วโมงของการทำงานของเครื่องจักร ซึ่งรวมถึงการตรวจสอบสภาพของชิ้นส่วนหลัก การทำความสะอาดพื้นผิวของเครื่องจักร และการหล่อลื่นชิ้นส่วนที่เคลื่อนไหว
บทสรุป
โดยสรุป การเชี่ยวชาญในการดำเนินการและปรับแต่งพารามิเตอร์ในโหมดการตั้งค่า (Settings Mode) ของ DELEM DA-66T ถือเป็นหัวใจสำคัญในการเพิ่มประสิทธิภาพการปฏิบัติงานของเครื่องดัดโลหะ (press brake) ด้วยการกำหนดค่าพารามิเตอร์หลักต่าง ๆ อย่างเหมาะสม เช่น พารามิเตอร์แกน (axis parameters), พารามิเตอร์เครื่องมือ (tool parameters) และโปรโตคอลความปลอดภัย (safety protocols) จะไม่เพียงแต่รับประกันความแม่นยำในการดัดและความสามารถในการผลิตเท่านั้น แต่ยังช่วยยืดอายุการใช้งานของอุปกรณ์ได้อย่างมีประสิทธิภาพอีกด้วย
เพื่อให้สามารถใช้ศักยภาพสมรรถนะของ DELEM DA-66T ได้อย่างเต็มที่ ขอแนะนำให้ท่านทบทวนและปรับปรุงการตั้งค่าที่เกี่ยวข้องเป็นประจำตามความต้องการในการผลิตเฉพาะเจาะจง หากท่านพบข้อสงสัยใด ๆ หรือต้องการความช่วยเหลือเพิ่มเติมระหว่างการใช้งาน กรุณาติดต่อทีมเทคนิคของเราได้ทุกเมื่อ นอกจากนี้ ท่านยังสามารถศึกษาเอกสารทางเทคนิคอื่น ๆ ของเราเพื่อเรียนรู้ทักษะปฏิบัติเพิ่มเติมสำหรับการปรับแต่งอุปกรณ์ให้เหมาะสมที่สุด

