















































คู่มือการประเมินความแม่นยำและการทำงานของเครื่องพับโลหะ
คู่มือการประเมินความแม่นยำและการทำงานของเครื่องพับโลหะ
ในงานผลิตโลหะ เครื่องพับโลหะเป็นอุปกรณ์สำคัญที่ใช้ในการทำให้แผ่นโลหะโค้งได้อย่างแม่นยำ ความถูกต้องและการทำงานอย่างมีประสิทธิภาพของเครื่องจักรเหล่านี้ส่งผลโดยตรงต่อคุณภาพของผลิตภัณฑ์และปริมาณการผลิต คู่มือนี้ครอบคลุมแนวทางเชิงระบบในการประเมินทั้งความแม่นยำและการทำงานของเครื่องพับโลหะ เพื่อให้มั่นใจว่าเครื่องทำงานได้อย่างเหมาะสมตลอดอายุการใช้งาน
การประเมินความแม่นยำของเครื่องพับโลหะ
การประเมินความแม่นยำมุ่งเน้นที่สามด้านพื้นฐานที่กำหนดความถูกต้องของการงอ:
1. การวัดมุมการงอ
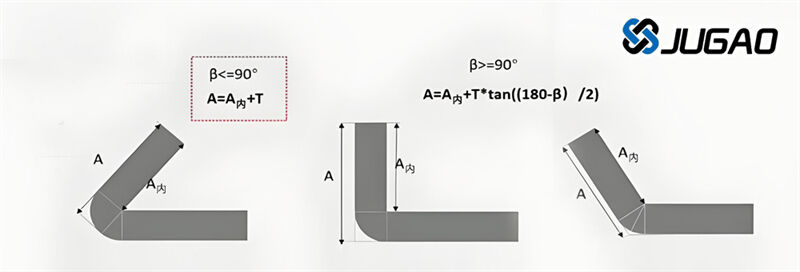

ใช้ไม้มุมดิจิทัลหรือไม้บรรทัดมุมที่แม่นยำเพื่อวัดมุมที่เกิดขึ้นกับค่าความอดทนที่กำหนด สำหรับผลลัพธ์ที่ดีที่สุด:
ทำการวัดทันทีหลังจากการงอในขณะที่ผลกระทบของความจำของวัสดุยังคงอยู่
เปรียบเทียบตัวอย่างหลายชิ้นจากตำแหน่งต่างๆ ตลอดความยาวการทำงาน
บันทึกความแปรปรวนที่เกิน ±0.5° เป็นปัญหาที่อาจต้องสอบเทียบ
2. การตรวจสอบความขนาน

การจัดเรียงเครื่องมือมีผลอย่างมากต่อความสม่ำเสมอของการงอ พิธีการตรวจสอบ:
ติดตั้งเข็มวัดแบบดิจิตอลบนกระบอกที่ระยะห่าง 200 มม.
ทำการเคลื่อนไหวเต็มช่วงขณะบันทึกความเบี่ยงเบน
ความอดทนที่ยอมรับได้: ≤0.02มม. ต่อ 100มม. ของความยาวการทำงาน
แก้ไขการไม่สอดคล้องกันผ่านการปรับแต่งเครื่องถือเครื่องมือหรือการาลิบรากเครื่องใหม่
3. การวิเคราะห์ความสม่ำเสมอของกระบวนการ
การทดสอบความสม่ำเสมอ
ดำเนินการทดสอบการงอแบบลำดับด้วยพารามิเตอร์เดียวกันเพื่อประเมิน:
ความสามารถในการสร้างมุมซ้ำในรอบต่อเนื่องมากกว่า 20 รอบ
ความสม่ำเสมอของการยืดตัวกลับของวัสดุ
ลักษณะการสึกหรอของเครื่องมือที่ส่งผลต่อเสถียรภาพของมิติ
วิธีการควบคุมกระบวนการทางสถิติช่วยระบุแนวโน้มที่กำลังพัฒนาซึ่งต้องการการแทรกแซง
การประเมินประสิทธิภาพการดำเนินงาน
นอกเหนือจากความแม่นยำแล้ว ตัวชี้วัดการดำเนินงานจะกำหนดประสิทธิภาพในการผลิต:
1. การเพิ่มประสิทธิภาพเวลาวงจร
เวลาสำหรับการโค้งครบ cylce จากการลดลงของแรมจนถึงการกลับมา
เปรียบเทียบเวลาจริงกับข้อมูลจำเพาะของผู้ผลิต
วิเคราะห์โปรไฟล์การเร่งและการชะลอเพื่อโอกาสในการปรับปรุง
เป้าหมาย ≥90% ของความเร็ววงจรที่กำหนดไว้ในเงื่อนไขการผลิต
3. ฟังก์ชันของระบบควบคุม

อินเทอร์เฟซควบคุม
ระบบ CNC สมัยใหม่ควรมีการแสดงผล:
ความตอบสนองของอินเทอร์เฟซการเขียนโปรแกรมที่ใช้งานง่าย
การให้ข้อมูลตำแหน่งแกนที่แม่นยำ
ความสามารถในการป้องกันข้อผิดพลาดล่วงหน้า
<100ms ความหน่วงเวลาการดำเนินคำสั่ง
ทำการทดสอบโปรแกรมที่รวมลำดับการงอหลายแบบเพื่อยืนยันเสถียรภาพ
4. การประเมินระบบไฮดรอลิก

ตรวจสอบเซนเซอร์แรงดันระหว่างการปฏิบัติงานเพื่อระบุ:
การลดประสิทธิภาพของปั๊ม
เวลาตอบสนองของวาล์ว
การเปลี่ยนแปลงของแรงดันเกิน ±5% ของค่าที่กำหนด
ลายเซ็นความร้อนผิดปกติที่บ่งบอกถึงการสึกหรอของชิ้นส่วน
จัดทำบันทึกแรงดันอย่างละเอียดสำหรับการวางแผนการบำรุงรักษาเชิงคาดการณ์
คำถามที่พบบ่อย
คำถาม: วิธีใดเป็นวิธีที่แม่นยำที่สุดสำหรับการตรวจสอบมุมงอ?
คำตอบ: ระบบวัดด้วยเลเซอร์ให้ความแม่นยำ ±0.1° อย่างไรก็ตาม เครื่องวัดมุมดิจิทัล (±0.5°) ก็เพียงพอสำหรับการใช้งานส่วนใหญ่เมื่อได้รับการาลิเบรตอย่างถูกต้อง
คำถาม: วิธีแก้ไขมุมงอที่ไม่สม่ำเสมอตลอดความยาวการทำงานคืออะไร?
คำตอบ: ก่อนอื่นให้ตรวจสอบความขนานของเครื่องมือ จากนั้นตรวจสอบการเบี่ยงเบนของแรมโดยใช้เกจแรงดึง อาจจำเป็นต้องชดเชยความร้อนสำหรับเครื่องที่มีความยาวการทำงานมากกว่า 3 เมตร
คำถาม: ความถี่ในการประเมินที่แนะนำสำหรับอุปกรณ์การผลิตคือเท่าไร?
คำตอบ: ทำการตรวจสอบพื้นฐานทุกสัปดาห์ การประเมินอย่างละเอียดทุกไตรมาสหรือหลังจากทำงานครบ 50,000 รอบ เพิ่มความถี่เมื่อทำงานกับวัสดุที่มีความต้านทานสูง
สรุป
การประเมินอย่างเป็นระบบของอุปกรณ์เครื่องพับโลหะแผ่นรวมถึงการตรวจสอบความแม่นยำและการเปรียบเทียบประสิทธิภาพ การใช้โปรโตคอลการประเมินอย่างสม่ำเสมอช่วยลดความเบี่ยงเบนด้านคุณภาพในขณะที่เพิ่มการใช้งานอุปกรณ์ ส่วนสำหรับแอปพลิเคชันเฉพาะที่ต้องการความอดทนมากกว่า ควรพิจารณาการผสานระบบวัดอัตโนมัติพร้อมความสามารถในการปรับกระบวนการแบบเรียลไทม์
ผลิตภัณฑ์หลักของ JUGAO CNC MACHINE ประกอบด้วย เครื่องตัดเลเซอร์ เครื่องพับไฮดรอลิก CNC เครื่องเชื่อมเลเซอร์ เครื่องตัด และเครื่องงอท่อ เป็นต้น ซึ่งใช้ในงานประมวลผลแผ่นโลหะ ตัวถังและตู้ ส่องสว่าง โทรศัพท์มือถือ อุตสาหกรรม 3C อุปกรณ์ครัว ห้องน้ำ ชิ้นส่วนรถยนต์ และอุตสาหกรรมโลหะ หากต้องการทราบข้อมูลเพิ่มเติมเกี่ยวกับเครื่องจักร โปรดสอบถามออนไลน์

