















































การใช้ประโยชน์จากระบบโปรแกรม DELEM DA-66T เพื่อเพิ่มประสิทธิภาพ
เมื่อต้องการเพิ่มประสิทธิภาพในการดำเนินงานกับเครื่องดัดแผ่นโลหะ การเข้าใจการโปรแกรมผลิตภัณฑ์ DELEM DA-66T ถือเป็นสิ่งสำคัญ ระบบดังกล่าวไม่เพียงแต่ช่วยปรับปรุงกระบวนการทำงานให้ราบรื่น แต่ยังรับประกันความแม่นยำในการดัด และลดระยะเวลาในการตั้งค่า โดยการรวมการกำหนดค่าเครื่องมือ DELEM DA-66T เข้าอย่างเต็มรูปแบบ คุณสามารถเพิ่มผลผลิตและยกระดับคุณภาพของงานผลิตได้
ในคู่มือนี้ ผมจะพาคุณไปทำความเข้าใจว่าการโปรแกรมผลิตภัณฑ์ DELEM DA-66T สามารถช่วยเพิ่มประสิทธิภาพในกระบวนการแปรรูปโลหะของคุณได้อย่างไร ตั้งแต่พื้นฐานเริ่มต้น ไปจนถึงการเจาะลึกพารามิเตอร์และฟังก์ชันเฉพาะสำหรับการดัด คุณจะได้เรียนรู้วิธีใช้ศักยภาพทั้งหมดของคอนโทรลเลอร์ขั้นสูงตัวนี้
เริ่มต้นใช้งานการโปรแกรมผลิตภัณฑ์
เพื่อเริ่มต้นการโปรแกรมผลิตภัณฑ์ DELEM DA-66T สิ่งสำคัญคือต้องทำความคุ้นเคยกับฟังก์ชันและพารามิเตอร์ของมัน อินเตอร์เฟซโปรแกรมถูกออกแบบมาให้ใช้งานง่าย เพื่อให้สามารถนำทางและตั้งค่าได้อย่างสะดวก

ในการสร้างหรือแก้ไขโปรแกรมเชิงตัวเลข ให้เริ่มโปรแกรมใหม่จากโหมดผลิตภัณฑ์ หรือใช้เมนูโปรแกรมเพื่อเข้าโดยตรง
ในการแก้ไขโปรแกรม CNC ที่มีอยู่แล้ว ให้เลือกผลิตภัณฑ์ในภาพรวมของผลิตภัณฑ์ แล้วเลือกปุ่มนำทางโปรแกรม เมื่อเริ่มโปรแกรมใหม่ ให้เลือกโปรแกรมใหม่ และหลังจากกรอกคุณสมบัติหลักของผลิตภัณฑ์แล้ว ระบบจะเปลี่ยนไปที่โปรแกรมโดยอัตโนมัติ
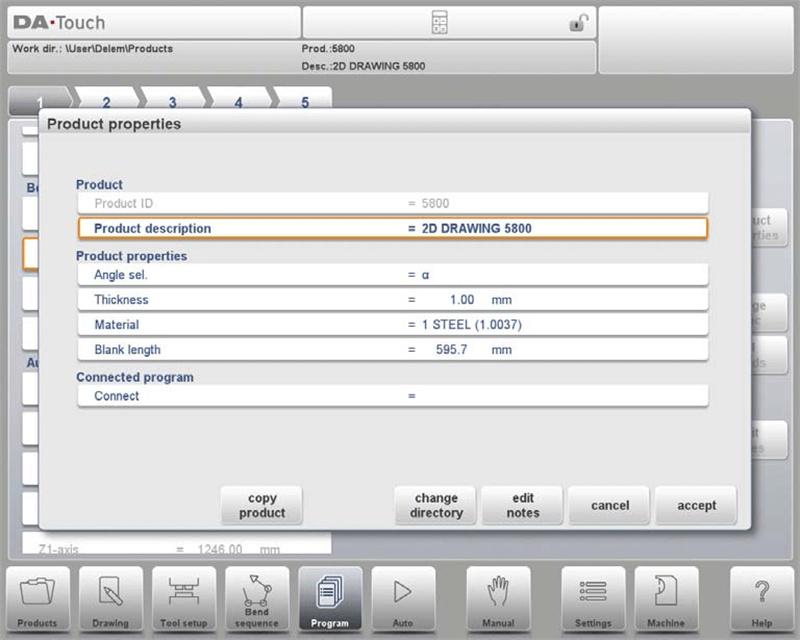
ในการเปลี่ยนแปลงคุณสมบัติหลักของผลิตภัณฑ์ ให้แตะที่คุณสมบัติผลิตภัณฑ์ พารามิเตอร์เหล่านี้ของโปรแกรมจะเหมือนกันทุกครั้งที่มีการดัดโค้งตามโปรแกรม (ข้อมูลหลักของโปรแกรม)
เริ่มต้นด้วยการสำรวจฟังก์ชันหลัก: การโหลดวัสดุ การเลือกแม่พิมพ์ และการป้อนข้อมูลจำเพาะที่จำเป็น แต่ละพารามิเตอร์ เช่น ความหนาของวัสดุ ความยาวของชิ้นงาน และพารามิเตอร์การตั้งค่าเครื่องมือ มีความสำคัญต่อการสร้างผลิตภัณฑ์อย่างแม่นยำ
คำอธิบายพารามิเตอร์:
รหัสผลิตภัณฑ์: กำหนดตัวระบุเฉพาะสำหรับแต่ละโปรแกรม สูงสุด 25 ตัวอักษร โดยใช้ตัวอักษรและตัวเลข
คำอธิบายผลิตภัณฑ์: ระบุชื่อหรือหมายเลขที่บอกลักษณะของโปรแกรม จำกัดไม่เกิน 25 ตัวอักษร โดยสามารถใช้ตัวอักษรและตัวเลขได้
การเลือกมุม: เลือกระหว่างโหมดการเขียนโปรแกรมแกน Y สองแบบ:
0 = ตำแหน่งสัมบูรณ์สำหรับการดัด
1 = α โดยที่จะระบุมุมและระบบจะคำนวณตำแหน่งแกน Y
ความหนา: ความหนาของแผ่น
การเลือกวัสดุ: เลือกจากวัสดุที่ตั้งไว้ล่วงหน้า 6 ชนิด หรือวัสดุที่ตั้งค่าได้ 99 ชนิด เพื่อคำนวณความลึกของการดัด สามารถตั้งค่าวัสดุได้ในหน้า "วัสดุ" ภายใต้การตั้งค่า
ความยาวแผ่นเปล่า: กำหนดความยาวของแผ่นต้นฉบับที่ต้องการสำหรับผลิตภัณฑ์ ซึ่งจะถูกคำนวณหากอ้างอิงจากภาพวาด 2 มิติ
โปรแกรมเชื่อมต่อ: เชื่อมโยงโปรแกรมสำหรับการสร้างผลิตภัณฑ์ 3 มิติจากหลายขั้นตอน
หน้าจอหลักแสดงรอยพับที่มีอยู่ และจากหน้าจอหลักนี้ สามารถดูและแก้ไขพารามิเตอร์เฉพาะต่างๆ ได้จากแต่ละรอยพับที่มีอยู่
ตัวเลือกการพับที่อยู่ด้านบนของหน้าจอสามารถใช้เพื่อสลับไปมาระหว่างรอยพับต่างๆ ในโปรแกรมการผลิต DELEM DA-66T การแตะที่รอยพับที่ระบุไว้จะช่วยเลือกข้อมูลการพับที่ต้องการได้อย่างง่ายดาย
เปิดหน้าต่างใหม่ ซึ่งแสดงคุณสมบัติของผลิตภัณฑ์ที่มีผลกับทุกการพับ และสามารถแก้ไขได้
ฟังก์ชันเกจวัด: เปิดหน้าต่างที่สามารถตั้งโปรแกรมตำแหน่งของแกนสัมพันธ์กับตำแหน่งของนิ้วได้
ทุกการพับ: เปิดหน้าต่างใหม่ที่แสดงรายการการพับทั้งหมดในรูปแบบตาราง
แก้ไขหมายเหตุ: เปิดหน้าต่างที่สามารถดูและแก้ไขหมายเหตุเกี่ยวกับผลิตภัณฑ์ปัจจุบันได้
แนวทางที่เป็นระบบเช่นนี้ช่วยในการปรับปรุงกระบวนการทำงานให้มีประสิทธิภาพ เพิ่มความแม่นยำ และยกระดับผลิตภาพในสภาพแวดล้อมอุตสาหกรรม
การคุ้นเคยกับคุณสมบัติเหล่านี้จะช่วยให้คุณเริ่มต้นได้อย่างถูกต้อง และสามารถใช้ประโยชน์จากการโปรแกรมผลิตภัณฑ์อย่างมีประสิทธิภาพ
การเข้าใจพารามิเตอร์การดัด
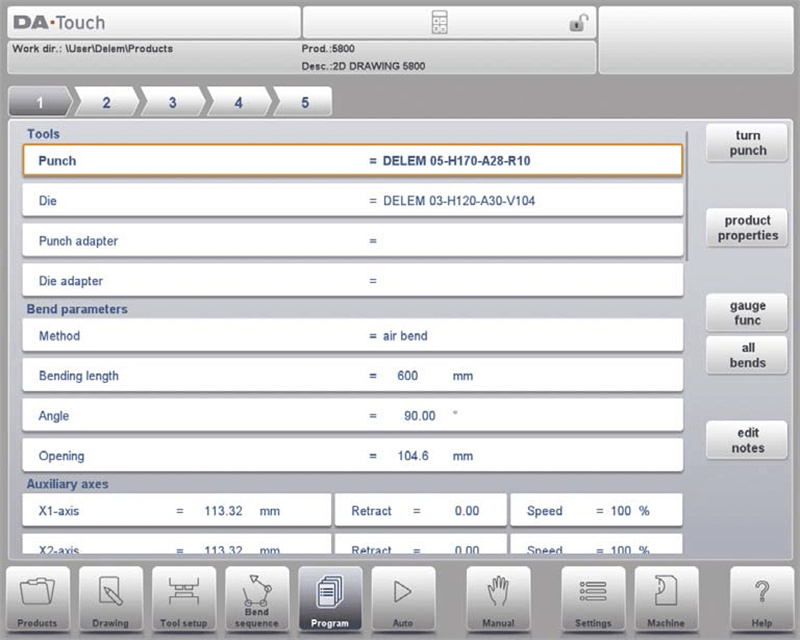
DELEM DA-66T มีรายการพารามิเตอร์การดัดที่ครอบคลุม ซึ่งจำเป็นต่อการทำงานที่แม่นยำ รหัสสินค้าและคำอธิบายสินค้าจะแสดงอยู่ที่แถบด้านบนของหน้าจอ
คุณจะเริ่มต้นโดยการเลือกเครื่องมือที่เหมาะสม โดยพิจารณาประเภทและความหนาของวัสดุ
การเลือกหัวดัด: ในการโปรแกรมผลิตภัณฑ์ DELEM DA-66T ชื่อ (รหัส) ของหัวดัดมีความสำคัญมาก แตะเพื่อแก้ไข หรือเลือกจาห้องสมุดเพื่อจัดการเครื่องมือได้อย่างราบรื่น
การเลือกแม่พิมพ์ดัด: แตะเพื่อเลือกหรือเปลี่ยนแม่พิมพ์ดัดจากห้องสมุดแม่พิมพ์ได้อย่างง่ายดาย
ตัวยึดหัวดัด: เลือกและโปรแกรมตัวยึดหัวดัดจากห้องสมุด DELEM DA-66T การโปรแกรมผลิตภัณฑ์จะอาศัยการตั้งค่าโหมดเครื่องจักรเพื่อการใช้งานตัวยึดอย่างมีประสิทธิภาพ
ตัวยึดแม่พิมพ์ดัด: ในทำนองเดียวกัน ให้เลือกตัวยึดแม่พิมพ์ดัดผ่านการโปรแกรมผลิตภัณฑ์ DELEM DA-66T ซึ่งขึ้นอยู่กับพารามิเตอร์โหมดเครื่องจักรเพื่อการดำเนินงานที่เหมาะสมที่สุด
การโปรแกรมเครื่องมือ: โปรแกรมรหัสเครื่องมืออย่างมีประสิทธิภาพ หรือเรียกดูห้องสมุดเพื่อเลือกตัวเลือกเครื่องมือ ใช้ ' Turn Punch ' หรือ ' Turn Die ' เพื่อปรับทิศทางของเครื่องมือ
พารามิเตอร์การดัด เช่น มุมการดัด รัศมี และความยาวชายร่อง สามารถปรับได้ตามผลลัพธ์ที่ต้องการ
พารามิเตอร์การดัด
วิธี
เลือกวิธีการดัดที่ต้องการ ระบบควบคุมรองรับ 5 วิธี ได้แก่
• การดัดแบบแอร์เบนด์ (air bend)
• การดัดแบบบอททอมมิ่ง (bottoming)
• การดัดแบบเฮมมิ่ง (hemming)
• การพับขอบและกดเต็มรูปแบบ
• การจัดการ
ต่อไปนี้คือรายละเอียดเฉพาะ:
การดัดงอด้วยอากาศ:
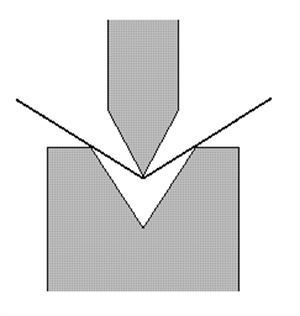
โปรแกรมผลิตภัณฑ์ DELEM DA-66T คำนวณตำแหน่งแกน Y ที่ต้องการอย่างมีประสิทธิภาพ เพื่อให้ได้มุมที่ตั้งโปรแกรมไว้ โดยนำหัวตอกลงไปในความลึกที่จำเป็น
การดัดแบบบ๊อกซิง (Bottoming):
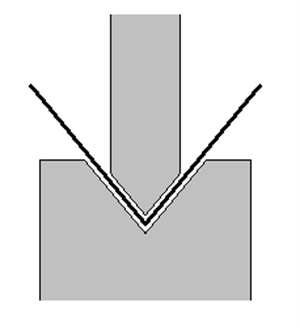
ในโปรแกรมผลิตภัณฑ์ DELEM DA-66T แผ่นวัสดุจะถูกดัดโค้งโดยการกดระหว่างหัวตอกและแม่พิมพ์ โดยถือเอาด้านก้นของแม่พิมพ์เป็นตำแหน่งแกน Y ที่ต้องการ เพื่อให้การดัดโค้งแม่นยำ
การเย็บขอบ:
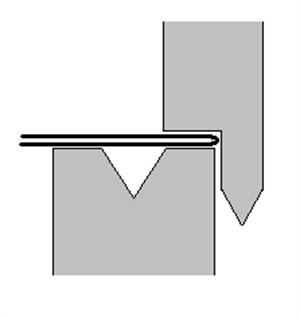
ด้วยโปรแกรมผลิตภัณฑ์ DELEM DA-66T แผ่นวัสดุจะถูกพับสองทบหลังจากการดัดมุมแหลมมาก่อนหน้า ระบบจะคำนวณตำแหน่งแกน Y อย่างแม่นยำเท่ากับพื้นผิวของแม่พิมพ์บวกกับความหนาของแผ่นวัสดุสองเท่า โดยใช้โปรแกรม 'ช่องเปิดสำหรับพับขอบ' ในการปรับแต่ง
การพับขอบและกดเต็มรูปแบบ:
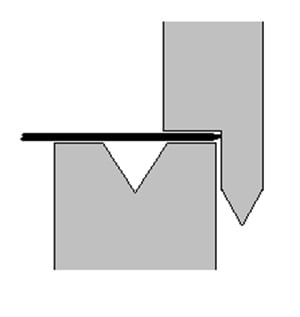
คล้ายกับการพับขอบ แต่โปรแกรมผลิตภัณฑ์ DELEM DA-66T ถือเอาด้านบนของแม่พิมพ์เป็นตำแหน่งแกน Y เพื่อให้มั่นใจในการพับและกดระหว่างหัวตอกและแม่พิมพ์อย่างแม่นยำ
การจัดการ: การโปรแกรมผลิตภัณฑ์ของ DELEM DA-66T ช่วยให้ขั้นตอนที่ไม่ต้องดัดเกิดขึ้นได้ โดยยังคงแกน Y อยู่กับที่ ทำให้แกนตำแหน่งกลับสามารถจัดตำแหน่งตามค่าที่ตั้งไว้ในโปรแกรม จำเป็นต้องใช้สัญญาณป้อนเข้าภายนอก (C-input) เพื่อเพิ่มประสิทธิภาพในการจัดการผลิตภัณฑ์
หมายเหตุ 1: การดัดแบบ hemming แสดงไว้ที่นี่โดยใช้แม่พิมพ์ดัดพิเศษ แต่ไม่จำเป็นต้องใช้
หมายเหตุ 2: เมื่อเลือกการทำงานแบบ bottoming ตำแหน่งสุดปลายของการดัดของคานแกน Y จะขึ้นอยู่กับแรงทำงาน อย่างไรก็ตาม หากแรงมีเพียงพอที่จะให้คานไปถึงตำแหน่งสุดปลายการดัดของแกน Y ที่คำนวณไว้ ระยะช strokes ของคานจะถูกจำกัดด้วยค่าตำแหน่ง
ความยาวการดัด: ความยาวของแผ่นระหว่างเครื่องมือ
มุม: มุมที่ต้องการสำหรับการดัดนี้ พารามิเตอร์นี้จะปรากฏขึ้นเฉพาะเมื่อเลือกการโปรแกรมมุมด้วยพารามิเตอร์ ‘Angle sel.’ และวิธีการดัดเป็นการดัดแบบ air bend
ช่องเปิดแบบ Hem: การโปรแกรมผลิตภัณฑ์ของ DELEM DA-66T คำนวณตำแหน่งของคานสำหรับการดัดแบบ hemming โดยอิงจากระยะห่างระหว่างขอบแผ่น (flanges)
ตำแหน่งการงอ: ตำแหน่งแกน Y ที่ต้องการสำหรับการงอจะปรากฏขึ้นเมื่อใช้การเขียนโปรแกรมแบบสัมบูรณ์ หรือเมื่อวิธีการเบากแผ่น/พับขอบกำลังทำงาน
ช่องเปิด: พารามิเตอร์นี้กำหนดช่องว่างระหว่างหัวดันและแม่พิมพ์หลังจากการงอ ในโปรแกรมผลิตภัณฑ์ DELEM DA-66T ค่าบวกหมายถึงช่องว่างเหนือ 'Mute' และค่าลบหมายถึงด้านล่าง
แกนเสริม: โปรแกรมผลิตภัณฑ์ DELEM DA-66T ตีความค่าแกน X ที่เป็นลบว่าเป็นค่าสัมพัทธ์ โดยจะนำค่านั้นไปหักจากตำแหน่งปัจจุบัน ซึ่งมีประโยชน์ต่อการทำงานที่ต้องเรียงต่อกัน
ระยะถอยกลับ: ระยะถอยกลับของแกนที่เลือกในการงอแต่ละครั้งภายในโปรแกรมผลิตภัณฑ์ DELEM DA-66T จะเริ่มต้นเมื่อคานหนีบแผ่นโลหะ ซึ่งช่วยเพิ่มประสิทธิภาพเวลาการจัดการ
ความเร็วของแกน: ความเร็วในโปรแกรมผลิตภัณฑ์ DELEM DA-66T สามารถตั้งค่าได้เป็นเปอร์เซ็นต์ของค่าสูงสุด ทำให้มั่นใจได้ถึงการควบคุมกระบวนการผลิตอย่างแม่นยำ การทำความเข้าใจและใช้คุณสมบัติเหล่านี้ของโปรแกรมผลิตภัณฑ์ DELEM DA-66T อย่างเหมาะสม ผู้ผลิตสามารถเพิ่มประสิทธิภาพและผลผลิตได้อย่างมาก
แก้ไขหมายเหตุ
คุณสมบัติการแก้ไขบันทึกช่วยให้สามารถใส่คำแนะนำโดยละเอียดเฉพาะแต่ละงาน ซึ่งมีประโยชน์ต่อการอ้างอิงในอนาคต
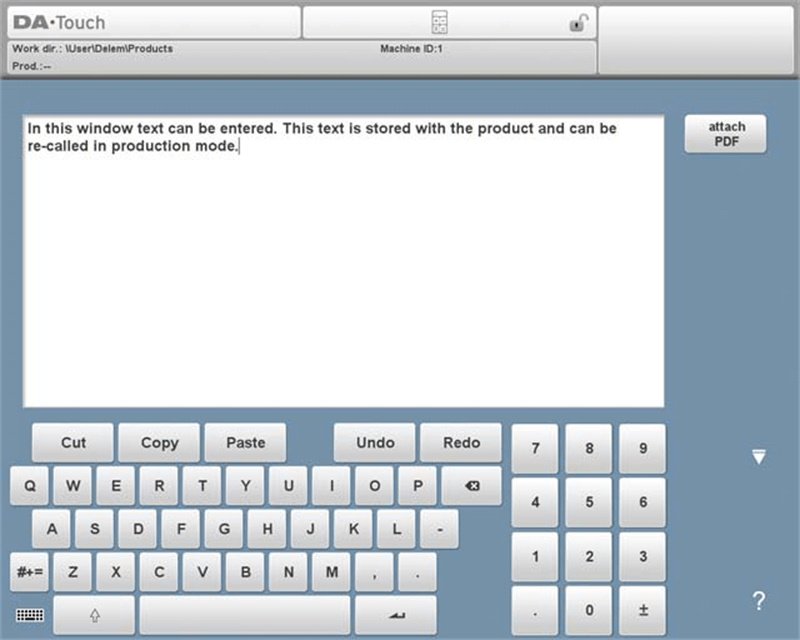
ในการแนบไฟล์ PDF กับบันทึก ให้แตะที่ 'แนบ PDF' จากนั้นผ่านทางตัวเลือกไดเรกทอรี สามารถเลือกไฟล์ PDF ได้ และจะถูกรวมเข้ากับแฟ้มผลิตภัณฑ์
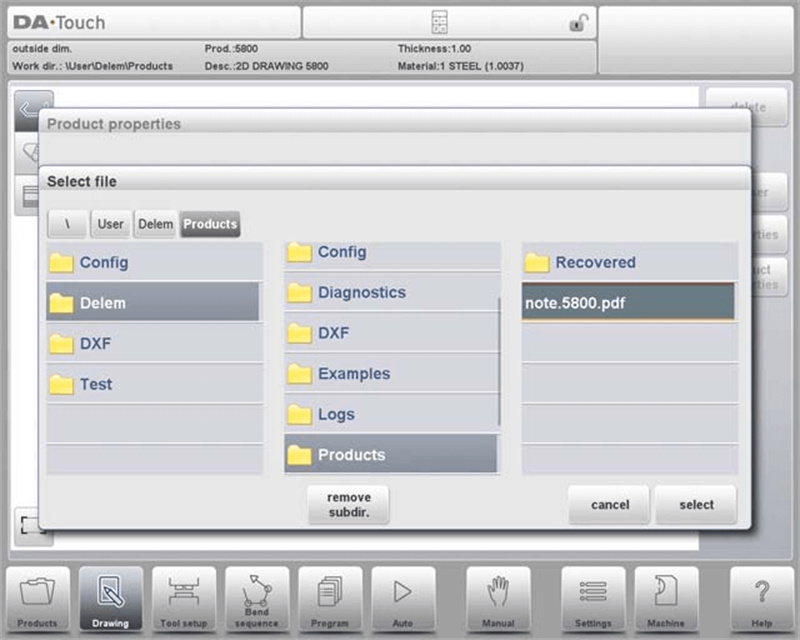
เมื่อมีการแนบเฉพาะไฟล์ PDF โดยไม่มีข้อความบันทึกประกอบ ไฟล์ PDF จะแสดงขึ้นทันทีเมื่อผู้ใช้กดที่ตัวบ่งชี้บันทึกในโหมดอัตโนมัติ
ฟังก์ชันเกจวัด
นอกจากนี้ ฟังก์ชันเกจวัดยังช่วยในการจัดตำแหน่งวัสดุอย่างถูกต้อง เพื่อให้มั่นใจถึงความแม่นยำที่สอดคล้องกันในการดำเนินการซ้ำๆ
ในโปรแกรมผลิตภัณฑ์ DELEM DA-66T ฟังก์ชัน 'Gauge Func' จะเปิดหน้าต่างเพื่อจัดการพารามิเตอร์ของบักเกจ (backgauge) ซึ่งมีความสำคัญต่อการตั้งโปรแกรมตำแหน่งนิ้วตามแต่ละการดัด
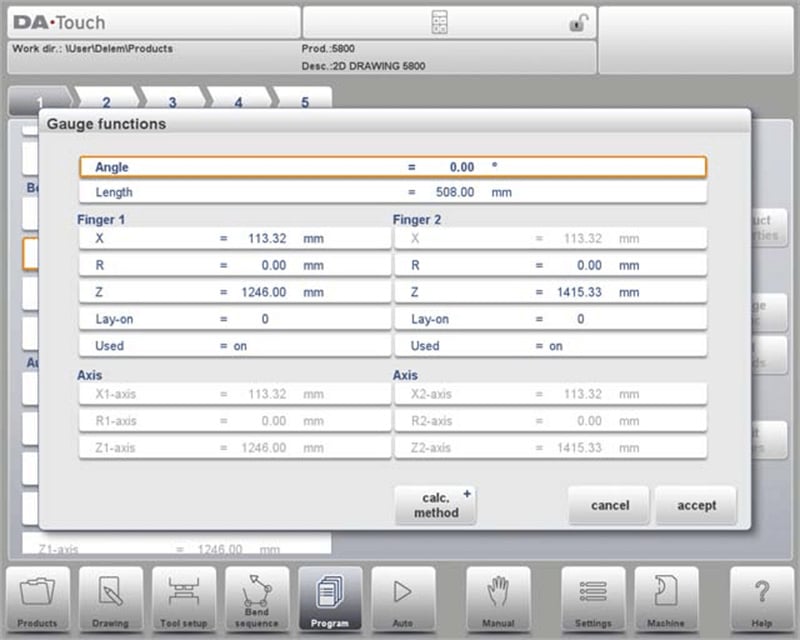
มุม: กำหนดมุมของนิ้วบักเกจเพื่อการจัดตำแหน่งเชิงมุมอย่างแม่นยำ
ความยาว: ตั้งค่าความยาวด้านของผลิตภัณฑ์สำหรับการจัดตำแหน่งบักเกจ โดยเฉพาะการจัดตำแหน่งในแนว Z
X: ตำแหน่งของนิ้วที่ปรับได้ด้วยตนเองในทิศทางแกน X เพื่อการวางแผ่น
R: ตำแหน่งที่ปรับได้ด้วยมือในทิศทาง R ทำให้ควบคุมตำแหน่งได้อย่างแม่นยำมากขึ้น
Z: การปรับในทิศทาง Z ช่วยให้จัดตำแหน่งนิ้วได้อย่างเหมาะสมที่สุด
Lay-on: อนุญาตให้โปรแกรมตำแหน่งนิ้วหลายตำแหน่งโดยใช้การโปรแกรมผลิตภัณฑ์ DELEM DA-66T ส่งผลต่อตำแหน่งแกน โดยยังคงรักษาระยะตำแหน่งเกจไว้
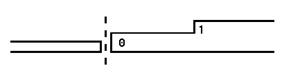
Lay-on = 0: ไม่มี lay on (ค่าเริ่มต้น)
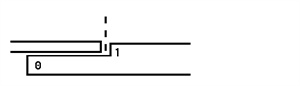
Lay-on = 1: lay on ระดับแรก
Lay-on = 2: lay on ระดับที่สอง
Lay-on = 3: lay on ระดับที่สาม
พารามิเตอร์การใช้งาน: ฟังก์ชันการจอดในโปรแกรมการผลิต DELEM DA-66T; จอดนิ้วตามตำแหน่ง Z เมื่อไม่ได้ใช้งาน ใช้ได้เมื่อมีนิ้วมากกว่าสองนิ้ว
ผลกระทบจากการเปลี่ยนแปลง: การปรับ 'Lay-on' จะมีผลต่อตำแหน่งแกน X และ R โดยยังคงตำแหน่งเกจคงที่ ช่วยให้กระบวนการโปรแกรมใน DELEM DA-66T Product Programming ง่ายขึ้น
Lay-on = 0
การวาง = 1
สำรวจฟังก์ชันการดัด
ฟังก์ชันการดัดมีความสำคัญต่อการเพิ่มประสิทธิภาพการเขียนโปรแกรมผลิตภัณฑ์ DELEM DA-66T ฟังก์ชันเสริมมีบทบาทสำคัญ โดยจะปรับตัวเองโดยอัตโนมัติเมื่อมีการเปลี่ยนแปลงในการตั้งค่า จึงช่วยลดการแทรกแซงด้วยตนเอง
1. การตั้งค่าจุดปิดเสียง:
วัตถุประสงค์: เปลี่ยนแกน Y จากโหมดปิดเร็วไปเป็นความเร็วการกด
รายละเอียด: ตั้งโปรแกรมระยะของจุดปิดเสียงเหนือแผ่นโลหะ ค่าเริ่มต้นของจุดปิดเสียงจะมาจากแม่พิมพ์ที่ตั้งค่าไว้
หมายเหตุ: ขึ้นอยู่กับการตั้งค่าเครื่องจักร
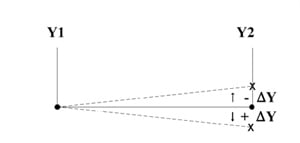
2. ความขนาน: ความแตกต่างของกระบอกสูบด้านซ้ายและด้านขวา (Y1 และ Y2) เมื่อค่าเป็นบวก ด้านขวายกต่ำลง เมื่อค่าเป็นลบ ด้านขวายกสูงขึ้น ค่าที่ตั้งโปรแกรมไว้มีผลต่ำกว่าจุดยึด
3. การทำซ้ำ:
0 = ข้ามการดัด
1 ถึง 99 = จำนวนครั้งที่จะทำซ้ำการดัดนี้
4. การตั้งค่าการรอถอยกลับ
วัตถุประสงค์: ควบคุมการรอแกน Y ในระหว่างการถอยกลับ
ตัวเลือก:
ไม่: การถอยกลับเริ่มขึ้นเมื่อแกน Y เลื่อนผ่านจุดยึดโดยไม่หยุด
ใช่: แกน Y หยุดที่จุดยึดจนกว่าการถอยกลับจะเสร็จสมบูรณ์
5. รหัสการเปลี่ยนขั้นตอน:
วัตถุประสงค์: กำหนดเวลาที่พารามิเตอร์การดัดขั้นตอนถัดไปจะทำงาน
การตั้งค่า:
0 – ER: เปลี่ยนที่จุดสิ้นสุดการลดแรงดัน
1 – MUTE: เปลี่ยนที่ตำแหน่งเงียบในระหว่างการเปิด
2 – UDP: การเปลี่ยนที่จุดตัดบน
3 – UDP STOP: การเปลี่ยนที่จุดตัดบนโดยไม่มีการเคลื่อนที่ของแกน
4 – EXTERNAL: การเปลี่ยนด้วยสัญญาณขาเข้า C ทำงานอยู่ โดยไม่มีการเคลื่อนที่ของบานพับหรือการถดถอย
5 – UDP EXTERNAL: การเปลี่ยนด้วยสัญญาณขาเข้า C ที่จุดตัดบน อนุญาตให้มีการเคลื่อนที่ของบานพับและการถดถอย
6. เวลาหน่วง: ตั้งเวลาหน่วงก่อนการเปลี่ยนขั้นตอน (0-30 วินาที)
7. แรง: แรงสูงสุดที่ปรับได้ระหว่างการกด (คำนวณอัตโนมัติ)
8. เวลาค้าง: ระยะเวลาที่ปากตายคงที่อยู่ที่จุดดัด
9. การลดแรงดัน: จังหวะการลดแรงดันหลังจากการดัดเพื่อปล่อยความดันในการทำงาน
10. ความเร็วในการกดและลดแรงดัน:
ความเร็วในการกด: ความเร็วในการทำงานเริ่มต้นจากรายการตั้งค่าเริ่มต้น
ความเร็วในการลดแรงดัน: ความเร็วที่ถูกโปรแกรมไว้ในช่วงการลดแรงดัน
11. ความเร็วการกลับของระบบพยุงชิ้นงาน:
จุดประสงค์: ตั้งค่าความเร็วสำหรับการกลับของระบบพยุงชิ้นงานหลังจากการดัด
หมายเหตุ: ใช้งานได้กับระบบที่มีระบบพยุงชิ้นงาน
พารามิเตอร์การดัด – การดัดทั้งหมด
ประเด็นสำคัญอย่างหนึ่งคือการตั้งค่าพารามิเตอร์การดัดสำหรับทุกการดัด ซึ่งช่วยให้การผลิตมีความสม่ำเสมอและข้อผิดพลาดต่ำสุด ฟีเจอร์นี้ไม่เพียงแต่ช่วยลดของเสียจากวัสดุ แต่ยังเร่งกระบวนการดัดโดยรวม
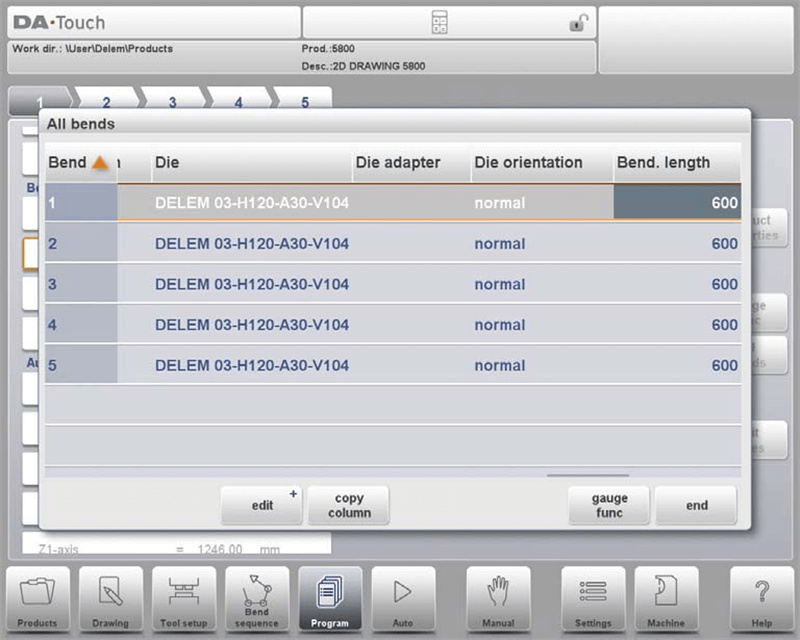
สามารถเลือกการดัดเฉพาะจุดได้บนหน้าจอ โดยวางแถบที่เน้นไว้ที่ตำแหน่งการดัดนั้น แล้วเลือก END จากภายในหน้าจอนี้ โปรแกรม CNC ทั้งหมดสามารถแก้ไขได้โดยใช้ DELEM DA-66T Product Programming พารามิเตอร์การดัดทั้งหมดสามารถแก้ไขได้ภายในตาราง และสามารถสลับ ย้าย เพิ่ม หรือลบการดัดได้ คอลัมน์ที่มีอยู่สามารถเลื่อนดูได้โดยการเคลื่อนนิ้ว/ปัด
ฟังก์ชัน:
แก้ไข: ปรับเปลี่ยนโปรแกรมโดยใช้คำสั่งต่างๆ เช่น แทรก ลบ และทำเครื่องหมายการดัด
คัดลอกคอลัมน์: ฟังก์ชันนี้ช่วยให้คุณสามารถคัดลอกค่าพารามิเตอร์ที่เลือกในปัจจุบันไปยังการดัดอื่นๆ ทั้งหมดได้
ฟังก์ชันเกจวัด: ตั้งโปรแกรมตำแหน่งเกจวัดตามที่อธิบายไว้ก่อนหน้านี้
เมื่อกดปุ่มฟังก์ชันแก้ไข แถบปุ่มชั่วคราวที่มีตัวเลือกเพิ่มเติมจะปรากฏขึ้น
แทรกการดัด: เพิ่มการดัดใหม่โดยการคัดลอกการดัดปัจจุบัน
ทำเครื่องหมายการดัด: เตรียมการดัดสำหรับการทำงานต่างๆ เช่น การย้ายหรือสลับ
ลบการดัด: ลบการดัดที่ถูกเลือกในขณะนี้ออก
ฟังก์ชันเพิ่มเติมเมื่อใช้การทำเครื่องหมายการดัด:
ย้ายการดัด: เปลี่ยนลำดับของการดัดโดยการเลือกและย้ายตำแหน่งของมันภายในลำดับ
สลับการดัด: สลับตำแหน่งของการดัดสองตำแหน่ง
ยกเลิกเครื่องหมาย: ลบเครื่องหมายที่กำหนดไว้สำหรับการดัด เพื่อยืนยันหรือยกเลิกการทำงาน
การเชื่อมต่อโปรแกรม CNC
ด้วยการเขียนโปรแกรมผลิตภัณฑ์ DELEM DA-66T ใช้พารามิเตอร์ Connect เพื่อสร้างผลิตภัณฑ์ 3 มิติ โดยการดำเนินการตามลำดับขั้นตอนการดัดต่อเนื่องกัน โปรแกรมมีสองทิศทาง:
1. สร้างและตั้งโปรแกรมลำดับขั้นตอนการดัดสำหรับแต่ละทิศทาง
2. เชื่อมต่อโปรแกรมโดยการเลือกลำดับจากห้องสมุดผลิตภัณฑ์ และใช้พารามิเตอร์ Connect
3. เมื่อมีการเชื่อมโยงโปรแกรมเพิ่มเติม แต่ละโปรแกรมจะจัดเรียงต่อเนื่องกัน และวนกลับไปยังโปรแกรมแรก
ในการผลิตด้วยโปรแกรมที่เชื่อมต่อกัน:
1. เลือกโปรแกรมแรก
2. เข้าสู่โหมดอัตโนมัติ
3. โปรแกรมกำหนดจำนวนสินค้าด้วย 'การนับสต็อก'
4. กดเริ่มเพื่อเริ่มลำดับการทำงาน
เมื่อโปรแกรมแรกเสร็จสมบูรณ์ โปรแกรมถัดไปจะเริ่มทำงานโดยอัตโนมัติ โดยแสดงจำนวนที่เหลืออยู่
หมายเหตุแก้ไขพิเศษ
ในโปรแกรมผลิตภัณฑ์ DELEM DA-66T หมายเหตุแก้ไขพิเศษมีความสำคัญต่อการปรับแต่งและการตอบสนองความต้องการเฉพาะงาน ฟีเจอร์นี้ช่วยให้ผู้ปฏิบัติงานสามารถป้อนคำแนะนำหรือการแก้ไขเพิ่มเติม เพื่อปรับกระบวนการดัดให้เหมาะสมกับความต้องการเฉพาะ ทำให้มั่นใจว่ารายละเอียดหรือข้อกังวลเฉพาะใด ๆ จะได้รับการบันทึกและดำเนินการอย่างเหมาะสม ช่วยเพิ่มความเป็นส่วนตัวให้กับกระบวนการผลิต และส่งเสริมความเข้าใจเชิงลึกเกี่ยวกับศักยภาพของเครื่องจักร
ในโปรแกรมผลิตภัณฑ์ DELEM DA-66T หลังจากการแก้ไขข้อมูลโปรแกรม ระบบจะไม่ทำการคำนวณอัตโนมัติในสิ่งต่อไปนี้:
1. แรง
2. การลดแรงดัน
3. การตั้งค่าอุปกรณ์คราวน์นิ่ง
4. ตำแหน่งออฟเซ็ตแกน Z
5. การแก้ไขตำแหน่งแกน X
นี่คือวิธีการทำงานของการคำนวณใหม่ในโปรแกรมผลิตภัณฑ์ DELEM DA-66T:
พารามิเตอร์ 1 ถึง 4 จะถูกคำนวณใหม่อัตโนมัติเฉพาะเมื่อเปิดใช้งาน 'การแก้ไขการคำนวณอัตโนมัติ' ในตั้งค่า
พารามิเตอร์ 5 จะถูกคำนวณใหม่เมื่อเปิดใช้งาน 'ตารางค่าชดเชยการดัดที่ใช้งานอยู่' ในตั้งค่า การแก้ไขสำหรับแกน X สามารถทำได้โดยใช้ 'Corr.X' สำหรับการดัดแต่ละจุด และ 'G-corr.X' สำหรับการดัดทั้งหมดในโปรแกรมที่ใช้งานอยู่
ข้อยกเว้น เมื่อมีการเปลี่ยนพารามิเตอร์ 'วิธีการดัด' แรงดันและการปล่อยแรงจะปรับตัวเองโดยอัตโนมัติ ซึ่งแสดงให้เห็นว่าโปรแกรมผลิตภัณฑ์ DELEM DA-66T ช่วยทำให้กระบวนการดำเนินงานมีประสิทธิภาพมากขึ้นผ่านการจัดการการคำนวณพารามิเตอร์ใหม่อย่างมีประสิทธิภาพ
บทสรุป
สรุปได้ว่า โปรแกรมผลิตภัณฑ์ DELEM DA-66T เพิ่มประสิทธิภาพในการผลิตโดยตรง ประโยชน์หลักๆ ได้แก่ อินเทอร์เฟซที่ใช้งานง่าย ฟีเจอร์การเขียนโปรแกรมขั้นสูง การตรวจสอบข้อผิดพลาดแบบเรียลไทม์ และการผสานรวมอย่างไร้รอยต่อกับระบบอัตโนมัติ
เพื่อค้นพบว่า DELEM DA-66T สามารถช่วยเพิ่มประสิทธิภาพการดำเนินงานของคุณได้อย่างไร กรุณาติดต่อทีม JUGAO ของเรา เรามีความพร้อมในการให้การสนับสนุนอย่างละเอียดและตอบข้อสงสัยเฉพาะด้านของคุณ นอกจากนี้เรายังขอเชิญชวนคุณศึกษาข้อมูลทางเทคนิคเพิ่มเติมของเรา

