















































ขั้นตอนสำคัญสำหรับการกำหนดค่าเครื่องมือของระบบควบคุม DELEM DA-66S
สารบัญ
1. บทนำ
2. ขั้นตอนการตั้งค่าพื้นฐาน
2.1 การเข้าถึงอินเทอร์เฟซการตั้งค่าเครื่องมือ DELEM DA-66S
2.2 การเปิดใช้งานฟังก์ชันการตั้งค่าเครื่องมือ
2.3 การเลือกและเพิ่มเครื่องมือใหม่
3. การตั้งค่าพารามิเตอร์ตำแหน่งและการยาวของเครื่องมือ
3.1 การเขียนโปรแกรมความยาวและตำแหน่งการติดตั้งเครื่องมือ
3.2 การใช้ฟีเจอร์การเลือกอัตโนมัติให้เกิดประโยชน์สูงสุด
4. การตั้งค่าขั้นสูงและการจัดการการแบ่งส่วนเครื่องมือ
4.1 การจัดการการแบ่งส่วนของเครื่องมือ
4.2 การเลือกและปรับตำแหน่งสถานีเครื่องมือใหม่
5. คำถามที่พบบ่อย (FAQ)
6. สรุป
การกำหนดค่าเครื่องมือของระบบควบคุม DELEM DA-66S อย่างแม่นยำตามขั้นตอนมาตรฐาน คือหัวใจสำคัญในการยกระดับประสิทธิภาพการปฏิบัติงานและความแม่นยำในการขึ้นรูปของเครื่องกดดัด (press brake) ไม่ว่าคุณจะกำลังปรับปรุงชุดเครื่องมือที่มีอยู่แล้ว หรือสร้างชุดเครื่องมือใหม่ทั้งหมด ทุกขั้นตอนในกระบวนการกำหนดค่าจำเป็นต้องดำเนินการอย่างรอบคอบเพื่อให้มั่นใจว่าจะได้ผลลัพธ์การผลิตที่ดีที่สุด
แก่นแท้ของการกำหนดค่าเครื่องมืออยู่ที่การเขียนโปรแกรมหัวดัด (punches) แม่พิมพ์ (dies) และอะแดปเตอร์ทั้งหมดที่จำเป็นสำหรับเครื่องจักรอย่างถูกต้อง โดยการเข้าถึงคลังสินค้า (product library) และเลือกแผนผังการตั้งค่าเครื่องมือที่เหมาะสม คุณจะสามารถกำหนดค่าส่วนประกอบหลักเหล่านี้ได้อย่างแม่นยำสูง คู่มือนี้จะแนะนำขั้นตอนที่จำเป็นทั้งหมดสำหรับการกำหนดค่าเครื่องมือของ DELEM DA-66S เพื่อทำให้กระบวนการทำงานในการตั้งค่ามีความคล่องตัวมากยิ่งขึ้น และยกระดับประสิทธิภาพการปฏิบัติงานโดยรวมของเครื่องกดดัด
บทนำ

ระบบควบคุมตัวเลข DELEM DA-66S เป็นระบบที่ทันสมัยอย่างยิ่ง ซึ่งถูกนำไปใช้อย่างแพร่หลายในอุตสาหกรรมการผลิตสมัยใหม่ โดยเฉพาะในอุตสาหกรรมแปรรูปโลหะ การกำหนดค่าเครื่องมืออย่างแม่นยำเป็นหลักประกันพื้นฐานที่ทำให้เครื่องดัดโลหะ (Press Brake) สามารถทำงานดัดได้อย่างมีความแม่นยำสูงและมีประสิทธิภาพที่เสถียร การกำหนดค่าที่ไม่ถูกต้องจะส่งผลกระทบไม่เพียงแต่ต่อความแม่นยำในการขึ้นรูปชิ้นงานเท่านั้น แต่ยังลดประสิทธิภาพการผลิตลง และอาจก่อให้เกิดการสึกหรอที่ไม่จำเป็นต่อเครื่องจักรและเครื่องมืออีกด้วย ดังนั้น การเรียนรู้ขั้นตอนการกำหนดค่าอย่างเป็นวิทยาศาสตร์จึงเป็นสิ่งจำเป็นสำหรับผู้ปฏิบัติงานทุกคน
1 การเข้าสู่อินเทอร์เฟซการกำหนดค่าเครื่องมือของ DELEM DA-66S
เพื่อแก้ไขหรือปรับเปลี่ยนการตั้งค่าเครื่องมือสำหรับผลิตภัณฑ์เฉพาะรายการ ให้ค้นหาและเลือกผลิตภัณฑ์ที่เกี่ยวข้องจากคลังผลิตภัณฑ์ของระบบก่อน จากนั้นจึงเข้าสู่โมดูลการตั้งค่าเครื่องมือ (Tool setup) เพื่อเริ่มต้นกระบวนการกำหนดค่าในขั้นตอนถัดไป นี่คือขั้นตอนแรกในการเข้าสู่อินเทอร์เฟซการกำหนดค่าเครื่องมือระดับมืออาชีพ และเป็นพื้นฐานสำหรับการดำเนินการทั้งหมดที่ตามมา
2 การเปิดใช้งานฟังก์ชันการตั้งค่าเครื่องมือ
การเปิดใช้งานฟังก์ชันการตั้งค่าเครื่องมือ (Tool Setup) เป็นข้อกำหนดเบื้องต้นสำหรับการกำหนดค่าเครื่องมือบน DELEM DA-66S เมื่อเปิดใช้งานแล้ว อินเทอร์เฟซของระบบจะแสดงเลย์เอาต์ภาพแบบละเอียดของชุดเครื่องมือปัจจุบันของเครื่องจักร ซึ่งถือเป็นสิ่งจำเป็นอย่างยิ่งสำหรับการเขียนโปรแกรมตำแหน่งที่แม่นยำของหัวเจาะ (punches), แม่พิมพ์ (dies), อะแดปเตอร์ (adapters) และเครื่องมืออื่นๆ
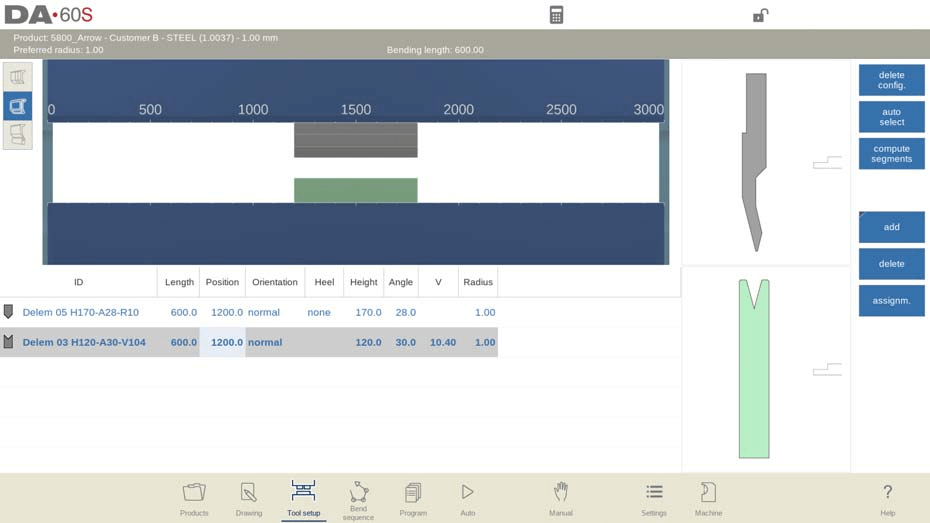
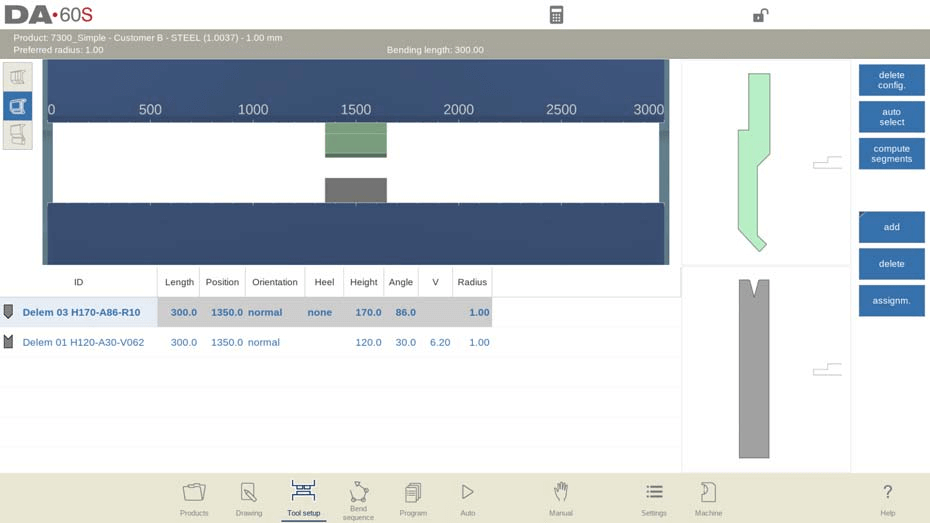
หลังจากเปิดใช้งานฟังก์ชันการตั้งค่าเครื่องมือแล้ว ครึ่งส่วนบนของหน้าจอจะแสดงมุมมองด้านหน้าของชุดเครื่องมือปัจจุบันของเครื่องจักร ในขณะที่ครึ่งส่วนล่างจะแสดงข้อมูลโดยละเอียดของเครื่องมือทั้งหมดที่ได้รับการกำหนดค่าไว้ ผู้ปฏิบัติงานสามารถเขียนโปรแกรมตำแหน่งการติดตั้งเครื่องมือต่างๆ บนเครื่องดัดโลหะ (press brake) ได้ผ่านอินเทอร์เฟซแบบบูรณาการนี้
มุมมองด้านหน้าของเครื่องจักรแสดงองค์ประกอบโครงสร้างหลักจากบนลงล่างตามลำดับต่อไปนี้: คานกด (press beam), ตัวแปลงหัวเจาะ (punch adapter) (ถ้ามีการตั้งค่าล่วงหน้า), หัวเจาะ (punch), แม่พิมพ์ (die), ตัวแปลงแม่พิมพ์ (die adapter) (ถ้ามีการตั้งค่าล่วงหน้า) และโต๊ะทำงาน (worktable) ส่วนประกอบของเครื่องจักรเหล่านี้ถูกเลือกไว้ล่วงหน้าในโหมดเครื่องจักร (Machine mode) ของระบบ และโดยทั่วไปไม่จำเป็นต้องปรับเปลี่ยนระหว่างการตั้งค่าประจำวัน ทั้งนี้ ความสามารถในการเขียนโปรแกรมและเพิ่มตัวแปลง (adapter) ลงในการตั้งค่าขึ้นอยู่กับการตั้งค่าพารามิเตอร์ของตัวแปลงในโหมดเครื่องจักรเดียวกัน
3 การเลือกและเพิ่มเครื่องมือใหม่
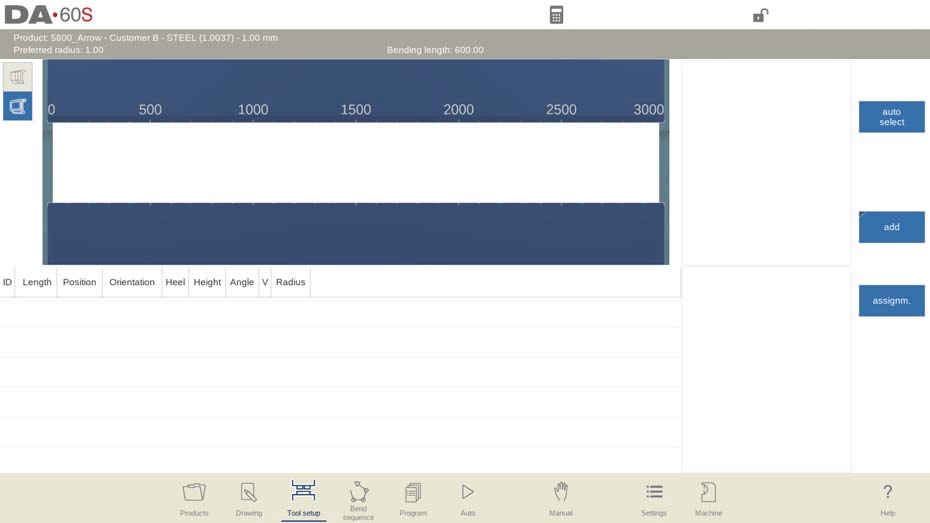
เมื่อสร้างแผนผังการตั้งค่าเครื่องมือใหม่ พื้นที่ติดตั้งเครื่องมือของเครื่องจักรจะอยู่ในสถานะว่างเริ่มต้น ผู้ปฏิบัติงานจำเป็นต้องเพิ่มเครื่องมือที่ต้องการด้วยตนเอง ซึ่งอาจเป็นหัวเจาะ (punches), แม่พิมพ์ (dies) หรือตัวแปลง (adapters) (หากฟังก์ชันตัวแปลงถูกเปิดใช้งานในระบบ) หลังจากเพิ่มเครื่องมือแล้ว เครื่องมือจะถูกวางลงในเครื่องจักรโดยใช้ความยาวสูงสุดที่มีให้โดยค่าเริ่มต้น จากนั้นผู้ปฏิบัติงานสามารถปรับเปลี่ยนรหัสเครื่องมือ (Tool ID) ผ่านมุมมองรายการ (List view) เพื่อให้การจับคู่และการจัดการเครื่องมือมีความแม่นยำ
ขั้นตอนการดำเนินการเฉพาะเจาะจงมีดังนี้:
1. หลังจากเข้าสู่โหมดกำหนดค่าเครื่องมือใหม่ ให้ยืนยันว่าช่องเปิดเครื่องมือของเครื่องอยู่ในสถานะว่าง;
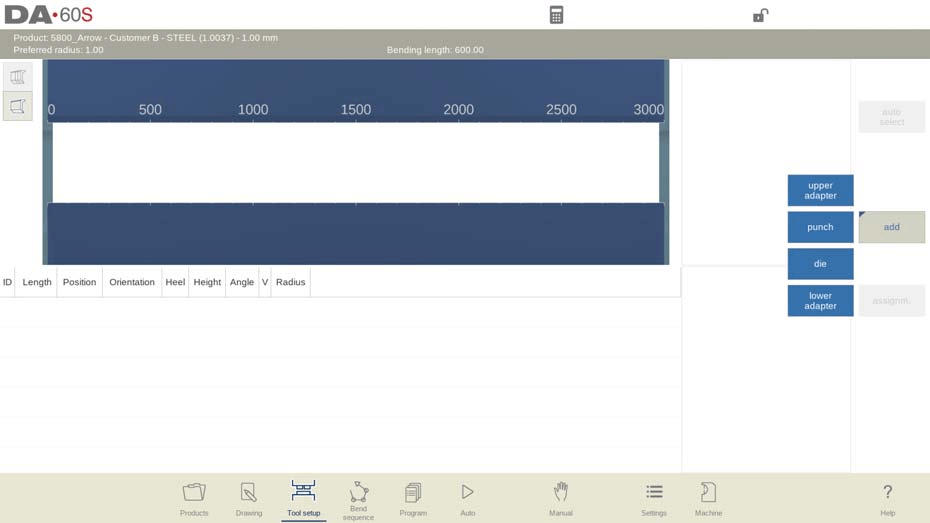
2. คลิกปุ่ม "เพิ่ม" เพื่อเลือกประเภทเครื่องมือที่จะเพิ่ม (หัวตอก แม่พิมพ์ หรืออะแดปเตอร์ที่เปิดใช้งานไว้);
3. หลังจากเลือกเครื่องมือแล้ว (เช่น หัวตอก) ระบบจะจัดวางเครื่องมือนั้นลงในตำแหน่งที่กำหนดบนเครื่องโดยอัตโนมัติ โดยใช้ความยาวสูงสุดที่พร้อมใช้งาน;
4. เลือกหมายเลขรหัสหัวตอก (Punch ID) บนอินเทอร์เฟซ แล้วคลิกมุมมองรายการ (List view) เพื่อแก้ไขรหัสประจำตัวที่ไม่ซ้ำกันของเครื่องมือ เพื่อการระบุและจัดการในขั้นตอนต่อไป;
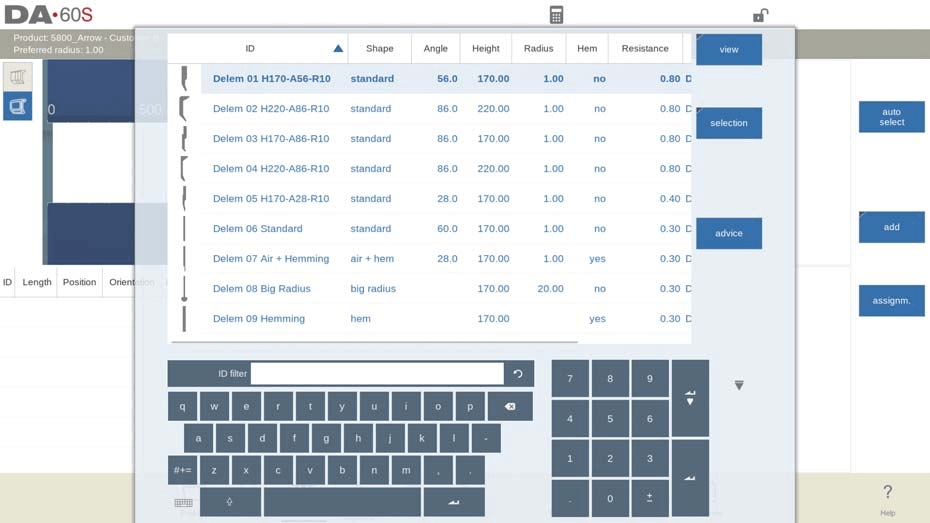
ระบบมาพร้อมฟังก์ชันกรองรหัสเครื่องมืออัจฉริยะ: เมื่อป้อนรหัสเครื่องมือเพียงบางส่วน ระบบควบคุมจะจับคู่และแสดงรายการเครื่องมือที่มีตัวอักษรที่ป้อนไว้โดยอัตโนมัติ ซึ่งช่วยเร่งกระบวนการเลือกเครื่องมือได้อย่างมาก
การคลิกปุ่ม "คำแนะนำ" บนอินเทอร์เฟซจะทำให้ระบบคัดกรองและแสดงเครื่องมือที่เหมาะสมจำนวนจำกัดจากคลังเครื่องมือทั้งหมดตามเกณฑ์เฉพาะ เพื่อช่วยให้ผู้ปฏิบัติงานสามารถเลือกตัวเลือกที่ดีที่สุดได้อย่างรวดเร็ว เกณฑ์การคัดกรองมีดังนี้:
• การจับคู่รัศมีของผลิตภัณฑ์: เครื่องมือที่เลือกต้องทำให้รัศมีของผลิตภัณฑ์หลังการประมวลผลใกล้เคียงกับรัศมีที่ตั้งไว้ล่วงหน้ามากที่สุด และรัศมีจริงที่ได้ต้องอยู่ภายในช่วง ±50% ของรัศมีที่ตั้งไว้;
• ความสอดคล้องกับแรงดัด: แรงดัดที่จำเป็นสำหรับการประมวลผลต้องไม่เกินความสามารถในการรับน้ำหนักของเครื่องมือที่เลือก;
• การปรับมุมของเครื่องมือ: มุมของเครื่องมือที่เลือกต้องน้อยกว่าหรือเท่ากับมุมที่ผลิตภัณฑ์ที่จะประมวลผลต้องการ;
• การจับคู่วิธีการดัด: ตัวอย่างเช่น เมื่อผลิตภัณฑ์ต้องการกระบวนการดัดแบบหุ้มขอบ (hemming) ระบบจะแนะนำเครื่องมือสำหรับหุ้มขอบโดยอัตโนมัติ
การคลิกปุ่ม "แสดงทั้งหมด" จะยกเลิกการกรองผลลัพธ์และแสดงรายการเครื่องมือทั้งหมดในห้องสมุดอย่างสมบูรณ์ เพื่อให้ผู้ปฏิบัติงานสามารถเลือกใช้ได้
3.1 การเลือกแม่พิมพ์แบบ Multi-V ล่วงหน้า
สำหรับแม่พิมพ์แบบ Multi-V (แม่พิมพ์ที่มีร่องเปิดรูปตัว V หรือ U มากกว่าหนึ่งร่อง) ผู้ปฏิบัติงานสามารถเลือกร่องเปิดเฉพาะร่องหนึ่ง หรือเลือกแม่พิมพ์แบบ Multi-V ทั้งชิ้น (ระบุไว้ด้วยสัญลักษณ์ V = *) ได้ หากเลือกร่องเปิดเฉพาะร่องหนึ่ง ระบบจะใช้ร่องเปิดนั้นในการคำนวณลำดับการดัดทั้งหมด; หากเลือกแม่พิมพ์แบบ Multi-V ทั้งชิ้น ระบบควบคุมจะเลือกร่องเปิดโดยอัตโนมัติเพื่อให้รัศมีของชิ้นงานใกล้เคียงกับค่าที่ตั้งโปรแกรมไว้ล่วงหน้ามากที่สุด
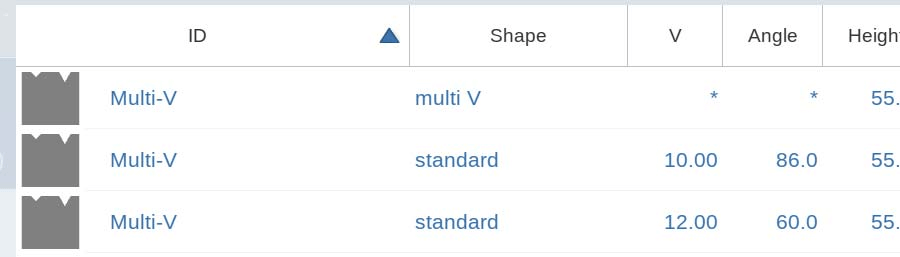
หากระบบเลือกร่องเปิด V/U อื่นระหว่างการคำนวณลำดับการดัด ร่องเปิดที่ถูกเลือกใหม่นี้จะถูกนำไปใช้กับกระบวนการดัดทั้งหมดที่ยังไม่ได้รวมอยู่ในลำดับเดิม
3.2 การเลือกแม่พิมพ์แบบ Vario-V และการตั้งค่าพารามิเตอร์
กระบวนการคัดเลือกแม่พิมพ์ Vario-V (แม่พิมพ์ที่มีช่องเปิดรูปตัววีหรือยูแบบปรับได้) ขั้นต้นบน DELEM DA-66S สอดคล้องกับกระบวนการคัดเลือกแม่พิมพ์ทั่วไป หลังจากเลือกแม่พิมพ์ Vario-V แล้ว ค่า V ของแม่พิมพ์จะไม่ถูกกำหนดไว้ล่วงหน้าโดยอัตโนมัติ ผู้ปฏิบัติงานสามารถดำเนินการสร้างลำดับการดัดได้ทันที และระบบจะเลือกค่า V ที่เหมาะสมที่สุดโดยอัตโนมัติตามตำแหน่งการปรับที่มีอยู่ของแม่พิมพ์ Vario-V

หากผู้ปฏิบัติงานกำหนดค่า V เฉพาะไว้ล่วงหน้า ระบบจะใช้ค่านั้นในการคำนวณการดัดทั้งหมดในขั้นตอนถัดไป สำหรับแม่พิมพ์ Vario-V ที่มีตำแหน่งการปรับแบบไม่ต่อเนื่อง (discrete adjustment positions) จะสามารถเลือกได้เฉพาะค่าคงที่ที่กำหนดไว้ล่วงหน้าเท่านั้น หากป้อนค่า V ที่ไม่ได้กำหนดไว้ล่วงหน้า ระบบจะปรับค่าให้เป็นค่าคงที่ที่ใกล้เคียงที่สุดซึ่งมีอยู่จริงโดยอัตโนมัติ
ในโหมดลำดับการดัด (Bend Sequence mode) ผู้ปฏิบัติงานสามารถปรับค่า V-opening ของแม่พิมพ์แบบ Multi-V หรือค่า V-value ของแม่พิมพ์แบบ Vario-V ได้ผ่านฟังก์ชัน Modify หรือ Shift Die บนอินเทอร์เฟซ ฟังก์ชันการจัดตำแหน่งแม่พิมพ์ (Die positioning) ในโหมดโปรแกรม (Program mode) ก็ให้ความสามารถในการปรับพารามิเตอร์เดียวกันนี้เช่นกัน
การตั้งค่าพารามิเตอร์ตำแหน่งและระยะความยาวของเครื่องมือ
1 การเขียนโปรแกรมความยาวและตำแหน่งการติดตั้งเครื่องมือ
การปรับความยาวและตำแหน่งการติดตั้งเครื่องมือบน DELEM DA-66S นั้นทำได้ง่ายและใช้งานได้อย่างเป็นธรรมชาติ ผู้ปฏิบัติงานสามารถเลือกเครื่องมือเป้าหมายแล้วป้อนค่าตัวเลขใหม่สำหรับความยาวและตำแหน่งโดยตรง หรือลากเครื่องมือบนอินเทอร์เฟซแบบภาพเพื่อเปลี่ยนตำแหน่งก็ได้ ฟังก์ชันการลากของระบบได้รับการปรับแต่งให้มีคุณสมบัติปรับความเร็ว: เมื่อลากลงล่างมากขึ้น ความเร็วในการเคลื่อนที่ของเครื่องมือจะลดลง ซึ่งช่วยให้สามารถจัดวางเครื่องมือได้อย่างแม่นยำสูงสุด และยกระดับความถูกต้องของการตั้งค่าให้ดีขึ้นอย่างมาก
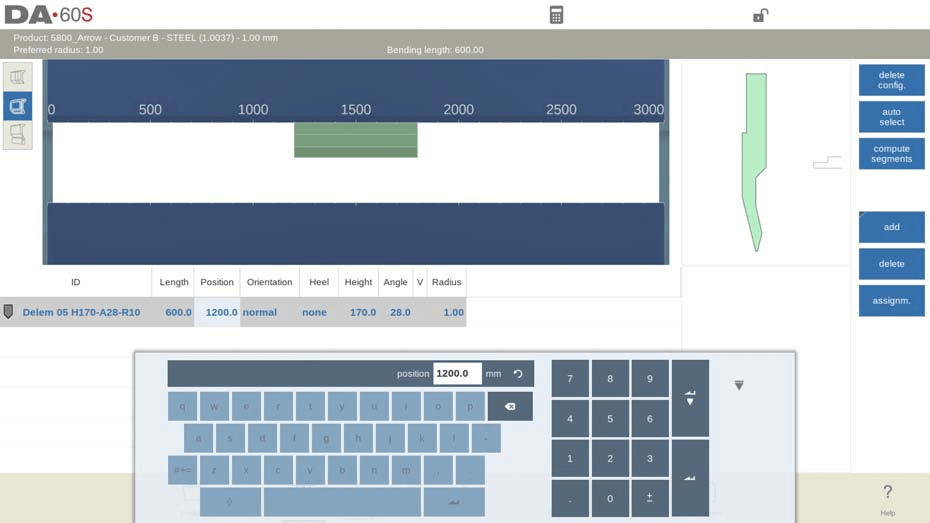
ฟังก์ชันการล็อกตำแหน่ง (Snapping Function) เป็นคุณสมบัติที่โดดเด่นและจำเป็นอย่างยิ่งสำหรับการจัดแนวเครื่องมืออย่างแม่นยำในการกำหนดค่าเครื่องมือของ DELEM DA-66S เมื่อลากเครื่องมือหรือสถานีเครื่องมือบนอินเทอร์เฟซ ฟังก์ชันการล็อกตำแหน่งจะจัดแนวเป้าหมายให้สอดคล้องกับศูนย์กลางของเครื่องจักรโดยอัตโนมัติ ไม่ว่าจะในแนวตั้งหรือแนวนอน เมื่อเครื่องมือถูกเลื่อนเข้าสู่โซนการล็อกตำแหน่ง เส้นนำทางสีแดงจะปรากฏขึ้นบนหน้าจอ เพื่อบ่งชี้ตำแหน่งที่เหมาะสมที่สุดสำหรับปล่อยเครื่องมือเพื่อให้เกิดการจัดแนวที่แม่นยำ — คุณสมบัตินี้คือหัวใจสำคัญในการรับประกันความแม่นยำของการจัดวางเครื่องมือและความเสถียรของการกลึงในขั้นตอนต่อไป
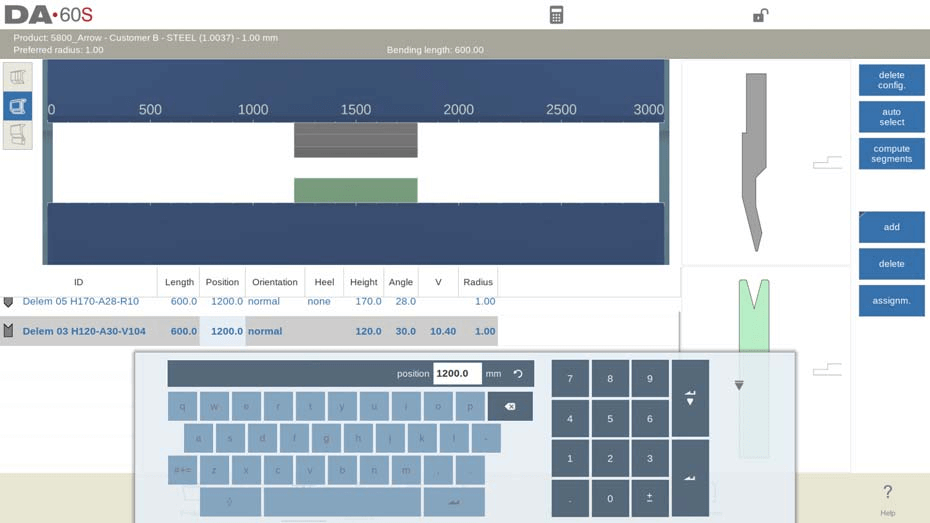
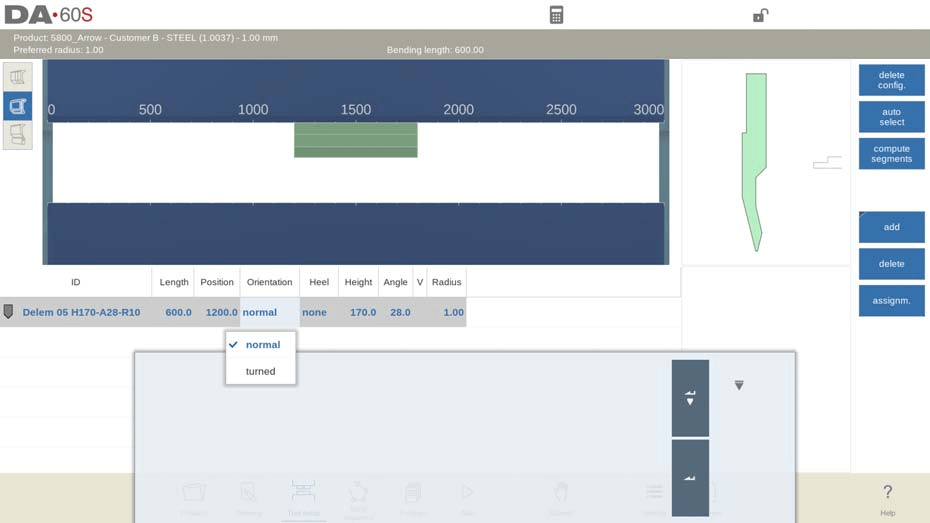
นอกจากนี้ ระบบ DELEM DA-66S ยังมีฟังก์ชันการจับคู่อย่างชาญฉลาด: หลังจากวางหัวเจาะแล้ว ระบบจะวางแม่พิมพ์โดยอัตโนมัติให้อยู่ตรงด้านล่างของหัวเจาะทันที โดยความยาวและตำแหน่งการวางของแม่พิมพ์จะสอดคล้องกับหัวเจาะอย่างสมบูรณ์แบบ บนพื้นฐานนี้ ผู้ปฏิบัติงานสามารถปรับแต่งตามความต้องการในการผลิตได้อย่างเฉพาะบุคคล เช่น การเพิ่มหรือลบหัวเจาะและแม่พิมพ์ การย้ายตำแหน่งของเครื่องมือ การปรับความยาวของเครื่องมือ การเปลี่ยนมุมการวางแนวของเครื่องมือ หรือการปรับเปลี่ยนประเภทส้นรอง (Heel Type) ฟังก์ชันการปรับแต่งที่ยืดหยุ่นเหล่านี้ทำให้การกำหนดค่าเครื่องมือสามารถตอบสนองความต้องการในการผลิตและการแปรรูปที่ซับซ้อนได้หลากหลายรูปแบบ
ปุ่มการดำเนินการหลักสำหรับขั้นตอนนี้:
• ลบการกำหนดค่า: ล้างแผนการกำหนดค่าเครื่องมือที่มีอยู่ทั้งหมดออก และเริ่มการกำหนดค่าใหม่ตั้งแต่ต้น;
• เพิ่ม: เพิ่มเครื่องมือใหม่ลงในการกำหนดค่าปัจจุบัน และคลิกเพื่อเลือกประเภทของเครื่องมือ (ตัวเชื่อมด้านบน (หากเปิดใช้งาน), หัวเจาะ, แม่พิมพ์, ตัวเชื่อมด้านล่าง (หากเปิดใช้งาน));
• ลบ: ลบเครื่องมือชิ้นเดียวที่เลือกไว้ในปัจจุบันออกจากการกำหนดค่า
2 การใช้ฟีเจอร์การเลือกอัตโนมัติให้เกิดประโยชน์สูงสุด
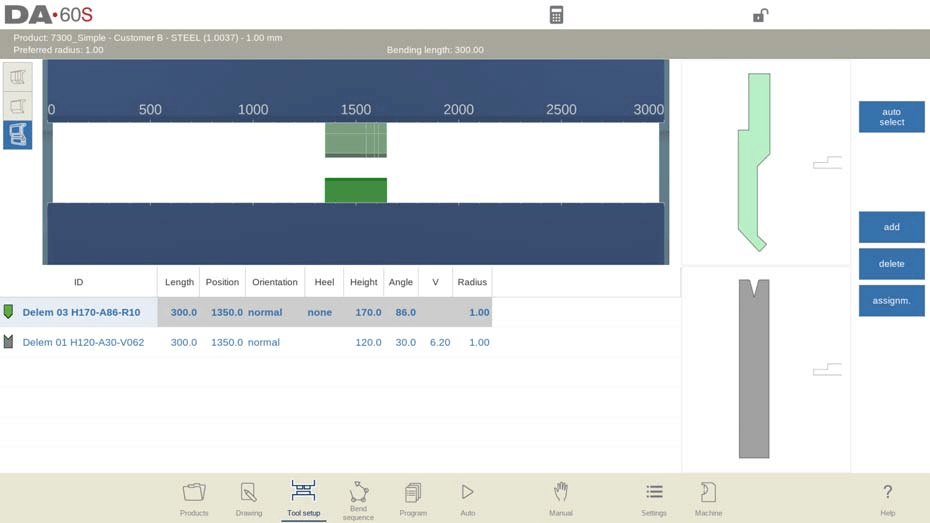
ฟังก์ชัน "เลือกอัตโนมัติ" พร้อมใช้งานบนอินเทอร์เฟซหลักของการกำหนดค่าเครื่องมือ ซึ่งออกแบบมาเพื่อช่วยให้ผู้ปฏิบัติงานสามารถเลือกชุดแม่พิมพ์เจาะและแม่พิมพ์ดัดที่เหมาะสมที่สุดสำหรับกระบวนการดัดที่ตั้งโปรแกรมไว้ล่วงหน้า ตามขนาดของเส้นดัดสูงสุดของผลิตภัณฑ์
ระบบจะดึงและจับคู่ชุดเครื่องมือที่เหมาะสมที่สุดจากห้องสมุดเครื่องมือโดยอัตโนมัติสำหรับกระบวนการดัดเพียงขั้นตอนเดียว โดยมีเป้าหมายเพื่อให้ได้รัศมีของผลิตภัณฑ์ที่ดีที่สุด ทั้งนี้ ควรทราบว่าฟังก์ชันนี้จับคู่เครื่องมือสำหรับขั้นตอนการดัดเพียงขั้นตอนเดียวเท่านั้น และไม่สร้างแผนผังการตั้งค่าเครื่องมือแบบครบวงจรสำหรับกระบวนการผลิตทั้งหมด — เนื่องจากการเรียงลำดับขั้นตอนการดัดเป็นข้อจำกัดสำคัญต่อการตั้งค่าโดยรวม ซึ่งจำเป็นต้องกำหนดขึ้นด้วยตนเองโดยผู้ปฏิบัติงาน หลังจากเปิดใช้งานฟังก์ชันเลือกโดยอัตโนมัติ (Auto select) แล้ว ระบบจะแทนที่การตั้งค่าเครื่องมือที่มีอยู่ด้วยชุดเครื่องมือที่จับคู่ได้ใหม่ซึ่งเหมาะสมที่สุดโดยอัตโนมัติ
การกำหนดค่าขั้นสูงและการจัดการการแบ่งส่วนเครื่องมือ
1 การจัดการการแบ่งส่วนเครื่องมือ
สำหรับเครื่องมือแบบแยกส่วน (segmented tools) ระบบ DELEM DA-66S สามารถคำนวณแผนการแบ่งส่วนที่เหมาะสมที่สุดโดยอัตโนมัติตามพารามิเตอร์ความยาวของส่วนที่กำหนดไว้ล่วงหน้า ซึ่งจะทำให้เครื่องมือแบบแยกส่วนสามารถปรับเข้ากับข้อจำกัดเชิงโครงสร้างของเครื่องดัดโลหะ (press brake) ได้อย่างสมบูรณ์แบบ และยกระดับประสิทธิภาพของกระบวนการดัดอย่างมีประสิทธิผล
การรองรับการจัดวางเครื่องมือแบบแยกส่วนของระบบช่วยเพิ่มความยืดหยุ่นและความแม่นยำให้กับการผลิตอย่างมาก: ผู้ปฏิบัติงานสามารถประกอบเครื่องมือที่มีขนาดตามที่ต้องการได้ผ่านการแบ่งส่วนที่เหมาะสม ซึ่งมีประโยชน์อย่างยิ่งเมื่อต้องเผชิญกับความต้องการเครื่องมือที่หลากหลายสำหรับชิ้นงานต่าง ๆ และทำให้การจัดวางเครื่องมือมีความเฉพาะเจาะจงและมีประสิทธิภาพมากยิ่งขึ้น
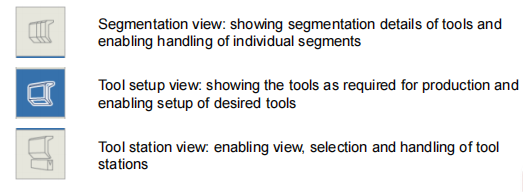
อินเทอร์เฟซการตั้งค่าเครื่องมือของ DELEM DA-66S ถูกออกแบบให้มีโหมดการแสดงผลสามแบบที่แตกต่างกัน แต่ละโหมดให้มุมมองการปฏิบัติงานที่ไม่ซ้ำกัน เพื่อช่วยผู้ปฏิบัติงานในการตั้งค่าเครื่องมือและการจัดการการแบ่งส่วนเครื่องมือ โหมดเหล่านี้สามารถสลับเปลี่ยนได้โดยคลิกปุ่มเลือกที่อยู่ด้านซ้ายของภาพหน้าของเครื่อง ทำให้การดำเนินการกับเครื่องมือแบบแบ่งส่วนเป็นไปอย่างง่ายดายและเข้าใจได้ง่าย
1.1 การดำเนินการหลักสำหรับการแบ่งส่วนเครื่องมือแต่ละชิ้น
• การคำนวณลำดับการดัด: หลังจากเสร็จสิ้นการตั้งค่าเครื่องมือพื้นฐานแล้ว ให้เปลี่ยนไปใช้โหมดลำดับการดัด (Bend Sequence mode) ระบบจะคำนวณลำดับการดัดที่มีประสิทธิภาพสูงสุดโดยอัตโนมัติสำหรับเครื่องมือที่กำหนดค่าไว้ ซึ่งช่วยเร่งกระบวนการผลิตทั้งหมดอย่างมาก
• การแบ่งส่วนเครื่องมือด้วยตนเอง: หากความยาวเครื่องมือเริ่มต้นไม่สอดคล้องกับความต้องการในการประมวลผล ผู้ปฏิบัติงานสามารถแบ่งส่วนเครื่องมือด้วยตนเองเพื่อปรับให้ตรงกับความยาวที่ต้องการอย่างแม่นยำ ซึ่งช่วยเพิ่มความยืดหยุ่นในการกำหนดค่าให้สูงยิ่งขึ้น
• การคำนวณการแบ่งส่วนโดยอัตโนมัติ: ฟังก์ชันการแบ่งส่วนในตัวของระบบสามารถกำหนดแผนการแบ่งส่วนที่เหมาะสมที่สุดได้โดยอัตโนมัติตามพารามิเตอร์การผลิตจริง โดยใช้พารามิเตอร์สำคัญ เช่น "ระยะห่างสูงสุดระหว่างเครื่องมือ" และ "ความคลาดเคลื่อนของความยาวเครื่องมือ" (ซึ่งเป็นค่าที่เลือกได้) เป็นพื้นฐานในการคำนวณ ทำให้การแบ่งส่วนมีความเป็นวิทยาศาสตร์มากขึ้น และการดำเนินงานใช้งานง่ายยิ่งขึ้น
สำหรับผู้ปฏิบัติงานที่ต้องการปรับแต่งการแบ่งส่วนเครื่องมืออย่างลึกซึ้ง DELEM DA-66S รองรับการเขียนโปรแกรมพารามิเตอร์การแบ่งส่วนโดยตรงในโหมด Machine mode ในโหมดนี้ ผู้ปฏิบัติงานสามารถปรับเปลี่ยนพารามิเตอร์การแบ่งส่วนของหัวเจาะ (punches) และแม่พิมพ์ (dies) ภายในคลังเครื่องมือ (tool library) ได้ เพื่อให้การจัดเตรียมเครื่องมือสอดคล้องกับข้อกำหนดที่แม่นยำของกระบวนการผลิตพิเศษอย่างสมบูรณ์ การเชี่ยวชาญวิธีการเขียนโปรแกรมการแบ่งส่วนภายในคลังเครื่องมือจึงเป็นกุญแจสำคัญในการปลดปล่อยศักยภาพสูงสุดของฟังก์ชันการกำหนดค่าเครื่องมือบน DELEM DA-66S
1.2 มุมมองเครื่องมือ: การตั้งค่าพารามิเตอร์การมอบหมาย
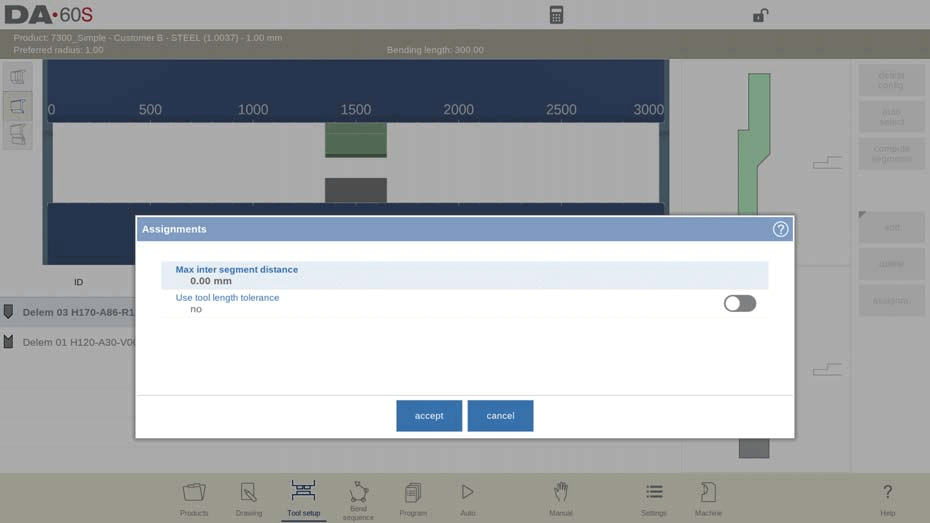
คลิกปุ่ม "การกำหนดค่า" บนอินเทอร์เฟซเพื่อดูและตั้งค่าพารามิเตอร์หลักที่ใช้ในการคำนวณการแบ่งส่วน (segmentation) พารามิเตอร์การกำหนดค่าที่สามารถปรับแต่งได้ ได้แก่:
• ระยะห่างสูงสุดระหว่างส่วนที่อยู่ติดกัน: ตั้งค่าระยะห่างสูงสุดที่ยอมรับได้ระหว่างส่วนของเครื่องมือที่อยู่ติดกัน;
• ใช้ความคลาดเคลื่อนของความยาวเครื่องมือ: เปิดหรือปิดพารามิเตอร์ความคลาดเคลื่อนเพื่อควบคุมช่วงความเบี่ยงเบนที่ยอมรับได้ระหว่างการแบ่งส่วนเครื่องมือ
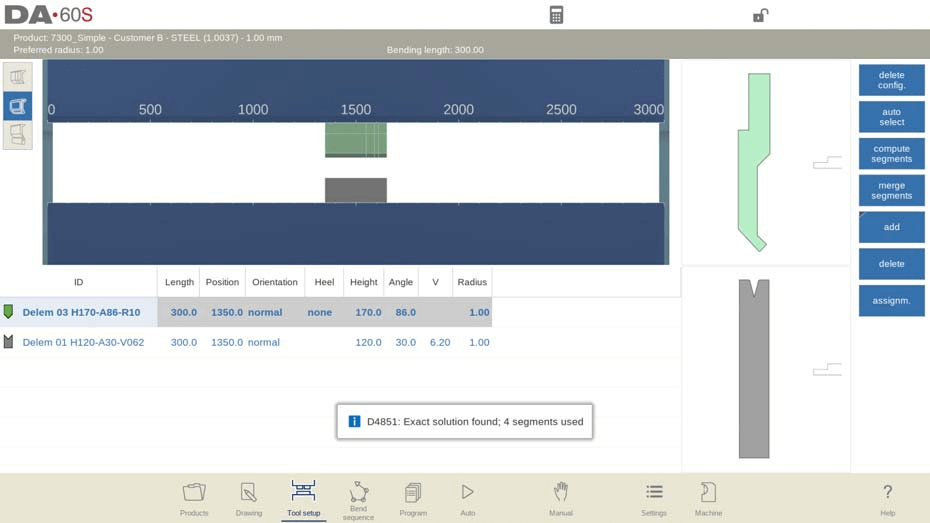
1.3 มุมมองการแบ่งส่วน: การปรับแต่งและการจัดการส่วน
เมื่อเปลี่ยนไปยังมุมมองการแบ่งส่วน อินเทอร์เฟซจะแสดงรายละเอียดของส่วนเครื่องมือทั้งในรูปแบบกราฟิกและรายการ โดยจะแสดงเฉพาะข้อมูลส่วนของเครื่องมือที่เลือกไว้ในขณะนั้น ผู้ปฏิบัติงานสามารถลากและปรับตำแหน่งรวมทั้งขนาดของแต่ละส่วนบนอินเทอร์เฟซกราฟิกได้ ส่วนรายการจะแสดงองค์ประกอบและรายละเอียดพารามิเตอร์ของส่วนทั้งหมดของเครื่องมือปัจจุบันอย่างชัดเจน
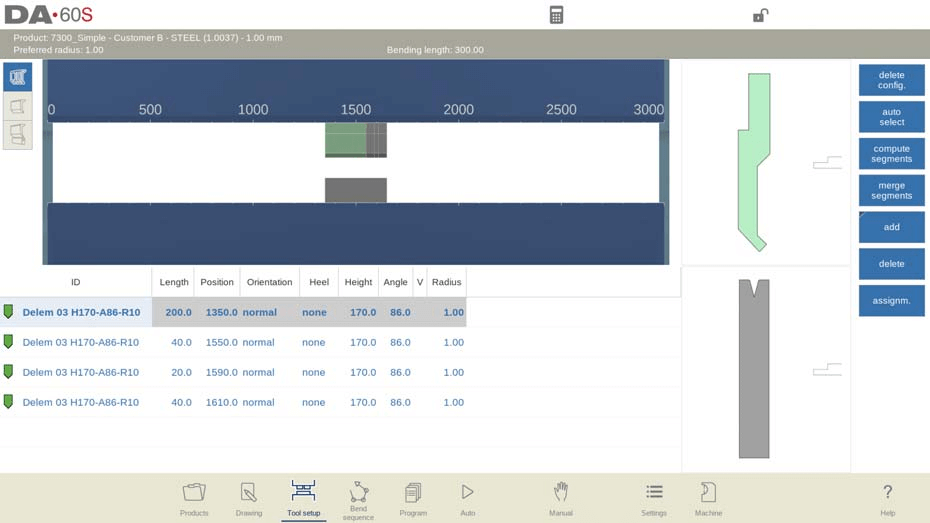
ควรสังเกตว่า เมื่อปรับแต่งส่วนย่อย (segments) ในการแสดงผลการแบ่งส่วน (Segmentation view) ระบบจะไม่พิจารณาสต็อกจริงของส่วนย่อยที่มีอยู่ในคลังสินค้า ความสอดคล้องกันระหว่างแผนการแบ่งส่วนที่ปรับแล้วกับสต็อกจริงสามารถตรวจสอบได้โดยการดำเนินการคำนวณการแบ่งส่วนซ้ำอีกครั้ง นอกจากนี้ การเปลี่ยนแปลงความยาวของเครื่องมือหรือประเภทของเครื่องมือจะทำให้แผนการแบ่งส่วนที่มีอยู่ถูกลบออก และผู้ปฏิบัติงานจำเป็นต้องสร้างพารามิเตอร์การแบ่งส่วนใหม่
1.4 การตั้งค่าพารามิเตอร์ส่วนย่อยในห้องสมุดเครื่องมือ
เพื่อให้ระบบสามารถใช้งานฟังก์ชันเครื่องมือแบบแบ่งส่วน (segmented tool) และคำนวณแผนการแบ่งส่วนตามส่วนย่อยที่มีอยู่จริง ผู้ปฏิบัติงานจำเป็นต้องกรอกข้อมูลให้ครบถ้วนสำหรับห้องสมุดส่วนย่อยก่อน โดยการดำเนินการนี้สามารถทำได้ในโมดูลการเขียนโปรแกรมเครื่องมือ ซึ่งตั้งอยู่ในโหมดเครื่องจักร (Machine mode) ภายใต้การตั้งค่าคุณสมบัติของเครื่องมือเจาะและแม่พิมพ์ (punch and die tool property settings)
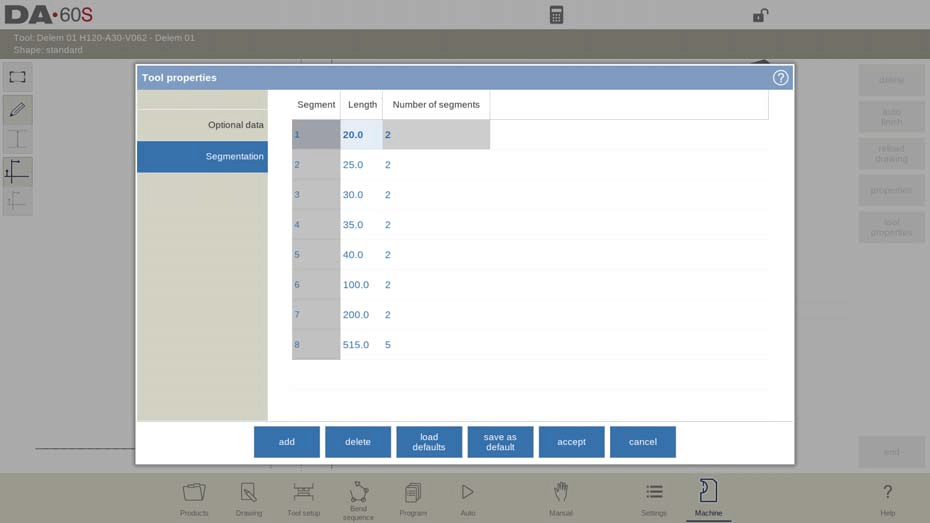
ในการตั้งค่าคุณสมบัติของแต่ละเครื่องมือ ให้เปลี่ยนไปที่แท็บการแบ่งส่วน (Segmentation) ซึ่งผู้ปฏิบัติงานสามารถเขียนโปรแกรมและตั้งค่าความยาวของแต่ละส่วน รูปร่างของส่วนปลายด้านหลัง (heel shape) แบบที่เลือกได้ รวมทั้งจำนวนส่วนที่ใช้งานได้สำหรับเครื่องมือนั้น ๆ ซึ่งเป็นพื้นฐานสำคัญสำหรับการคำนวณการแบ่งส่วนโดยอัตโนมัติของระบบ
2 การเลือกและปรับตำแหน่งสถานีเครื่องมือ
การเชี่ยวชาญการใช้งานมุมมองสถานี (Station view) ถือเป็นส่วนสำคัญหนึ่งของการกำหนดค่าเครื่องมือขั้นสูงบน DELEM DA-66S ซึ่งใช้เป็นหลักสำหรับการจัดการสถานีเครื่องมือโดยรวม โดยฟังก์ชันหลักและจุดที่ควรดำเนินการมีดังนี้:
1. การเน้นและการปรับตำแหน่ง: ในมุมมองสถานี (Station view) สถานีเครื่องมือทั้งหมดจะแสดงผลเป็นหน่วยที่สามารถเน้นเพื่อการเลือกอย่างรวดเร็วโดยผู้ปฏิบัติงานได้ การปรับตำแหน่งสถานีเครื่องมือสามารถทำได้สองวิธี คือ การเขียนโปรแกรมระบุพิกัดตำแหน่งใหม่โดยตรง หรือการลากสถานีไปยังตำแหน่งเป้าหมายบนอินเทอร์เฟซแบบภาพ ซึ่งช่วยเพิ่มความยืดหยุ่นในการตั้งค่าเครื่องมือโดยรวมได้อย่างมาก
2. การกำหนดสถานีเครื่องมือโดยอัตโนมัติ: ระบบจะระบุและกำหนดสถานีเครื่องมือโดยอัตโนมัติเมื่อมีพื้นที่ทับซ้อนกันระหว่างหัวเจาะ (punch) กับแม่พิมพ์ (die) พื้นที่ทับซ้อนนี้อาจเป็นตำแหน่งการจัดแนวที่แม่นยำ หรือตำแหน่งที่เลื่อนไปเล็กน้อย ซึ่งทั้งสองกรณีจะถูกยอมรับว่าเป็นสถานีเครื่องมือที่ใช้งานได้ แม้แต่การจัดวางพิเศษที่มีหัวเจาะสองตัวสอดคล้องกับแม่พิมพ์เพียงหนึ่งตัว ก็สามารถกำหนดเป็นสถานีเครื่องมือได้ ซึ่งมีประโยชน์อย่างยิ่งต่อกระบวนการดัดที่มีข้อจำกัดด้านพื้นที่;
3. การจัดการสถานีเครื่องมือ: ในมุมมอง Station (สถานี) ผู้ปฏิบัติงานสามารถคัดลอกสถานีเครื่องมือที่มีอยู่แล้วโดยใช้ปุ่ม "add" หรือลบสถานีที่ไม่จำเป็นออกโดยใช้ปุ่ม "delete" คุณสมบัติที่สำคัญที่สุดของมุมมองนี้คือ การจัดการสถานีเครื่องมือในภาพรวมเท่านั้น โดยจะไม่ปรับเปลี่ยนพารามิเตอร์โดยละเอียดของเครื่องมือแต่ละชิ้นภายในสถานี ทำให้การปรับแต่งการตั้งค่าโดยรวมมีประสิทธิภาพมากขึ้น โดยไม่ส่งผลกระทบต่อการตั้งค่าที่แม่นยำของเครื่องมือแต่ละชิ้น
คำถามที่พบบ่อย (FAQ)
คำถามที่ 1: จะตั้งค่าเครื่องมืออย่างมีประสิทธิภาพในระบบกำหนดค่าเครื่องมือ DELEM DA-66S ได้อย่างไร?
คำตอบที่ 1: เพื่อให้การตั้งค่าเครื่องมือมีประสิทธิภาพสูงสุด ให้เริ่มต้นด้วยการเปลี่ยนไปใช้โหมดลำดับการดัด (Bend Sequence mode) เพื่อให้ระบบคำนวณลำดับการดัดที่มีประสิทธิภาพสูงสุดสำหรับงานผลิตจริง จากนั้นใช้ฟังก์ชันการแบ่งส่วนเครื่องมือ (tool segmentation function) ของระบบเพื่อปรับแต่งส่วนย่อยของเครื่องมือและสร้างความยาวเครื่องมือที่ตรงตามความต้องการในการประมวลผลอย่างแม่นยำ การรวมกันของฟังก์ชันทั้งสองนี้สามารถลดระยะเวลาในการตั้งค่าลงได้อย่างมาก และเพิ่มประสิทธิภาพในการกำหนดค่าเครื่องมือ
คำถามที่ 2: จะกำหนดตำแหน่งสถานีเครื่องมือ (tool stations) ในระบบกำหนดค่าเครื่องมือ DELEM DA-66S ได้อย่างไร?
คำตอบที่ 2: บนระบบ DELEM DA-66S สถานีเครื่องมือจะถูกกำหนดโดยระบบโดยอัตโนมัติเมื่อมีพื้นที่ทับซ้อนกันระหว่างหัวดัด (punch) กับแม่พิมพ์ (die) การกำหนดนี้ครอบคลุมทั้งตำแหน่งที่ทับซ้อนกันอย่างแม่นยำ และตำแหน่งที่ทับซ้อนกันแบบเลื่อนตำแหน่ง (shifted overlapping positions) ซึ่งสามารถปรับตัวได้อย่างมีประสิทธิภาพต่อความต้องการในการประมวลผลของกระบวนการดัดที่ซับซ้อน และการจัดวางเครื่องมือที่หลากหลาย
ไตรมาสที่ 3: สามารถปรับเปลี่ยนพารามิเตอร์โดยละเอียดของเครื่องมือแต่ละชิ้นได้ในมุมมอง Station ระหว่างการตั้งค่าหรือไม่
คำตอบข้อ 3: ไม่สามารถทำได้ มุมมอง Station ใช้เพื่อการจัดการโดยรวมของสถานีเครื่องมือเท่านั้น ซึ่งรองรับการดำเนินการต่าง ๆ เช่น การคัดลอก การลบ และการจัดตำแหน่งใหม่ของสถานี แต่ไม่สามารถปรับเปลี่ยนพารามิเตอร์โดยละเอียดของเครื่องมือแต่ละชิ้นได้ การออกแบบนี้มีวัตถุประสงค์เพื่อให้การปรับแต่งโดยรวมของสถานีเครื่องมือไม่ส่งผลกระทบต่อการตั้งค่าที่แม่นยำของเครื่องมือแต่ละชิ้น
บทสรุป
การตั้งค่าเครื่องมือแบบ CNC อย่างแม่นยำของ DELEM DA-66S คือหลักประกันสำคัญในการบรรลุการดำเนินงานของเครื่องดัดโลหะ (press brake) ที่มีความแม่นยำสูงและประสิทธิภาพสูง การปฏิบัติตามขั้นตอนสำคัญข้างต้นอย่างเคร่งครัดในการตั้งค่าจะช่วยให้มั่นใจได้ว่าการจัดวางเครื่องมือสอดคล้องกับความต้องการเฉพาะของการประมวลผลผลิตภัณฑ์อย่างสมบูรณ์ ซึ่งส่งผลให้เพิ่มความแม่นยำในการกลึงและประสิทธิภาพการผลิตของเครื่องได้อย่างมีประสิทธิผล ในกระบวนการผลิตประจำวัน ผู้ปฏิบัติงานจำเป็นต้องตรวจสอบและปรับแต่งพารามิเตอร์การตั้งค่าเครื่องมือเป็นระยะตามสถานการณ์การประมวลผลจริงและความต้องการของชิ้นงาน เพื่อรักษาสภาพการทำงานที่เหมาะสมที่สุดของเครื่องดัดโลหะ
สำหรับข้อมูลเชิงลึกเชิงวิชาการและบริการสนับสนุนทางเทคนิคที่ครอบคลุมยิ่งขึ้นเกี่ยวกับการตั้งค่าเครื่องมือของ DELEM DA-66S โปรดติดต่อทีมเทคนิคระดับมืออาชีพของ JUGAO ได้ทุกเมื่อ เราให้คำมั่นสัญญาว่าจะมอบการสนับสนุนอย่างรอบด้านสำหรับการติดตั้งเครื่องจักรและการดำเนินงานประจำวันของท่าน เพื่อให้กระบวนการผลิตทั้งหมดของท่านดำเนินไปอย่างราบรื่น

