















































วิธีปรับสมดุลแรงดันของเครื่องพับ (Press Brake)
คุณกำลังเผชิญกับปัญหาเกี่ยวกับมุมการดัดที่ไม่คงที่บนเครื่อง NC press brake หรือไม่ การทำความเข้าใจสาเหตุพื้นฐานและดำเนินการแก้ไขอย่างตรงจุด จะสามารถช่วยให้คุณบรรลุผลลัพธ์ที่แม่นยำและสามารถทำซ้ำได้ วิธีการปรับสมดุลแรงดันของเครื่อง press brake นั้น โดยหลักแล้วประกอบไปด้วยการแก้ไขปัจจัยภายนอกและปัจจัยภายในของเครื่องจักร ก่อนอื่นจำเป็นต้องระบุสาเหตุของความไม่สมดุลของแรงดัน ซึ่งโดยปกติจะรวมถึงปัจจัยภายนอกและปัจจัยภายในของเครื่องจักร ปัจจัยภายนอก เช่น วัตถุหนักใกล้เคียงที่ส่งผลให้แรงกดของสไลเดอร์ทั้งสองข้างกระบอกสูบทำงานไม่เท่ากัน ในขณะที่ปัจจัยภายในของเครื่องจักร อาจเกิดจากกระบอกสูบทำงานทั้งสองข้างที่สร้างแรงดันที่ปลายทั้งสองของสไลเดอร์ ทำให้ศูนย์กลางแรงงานเคลื่อนที่เข้าสู่ตำแหน่งกึ่งกลาง ส่งผลกระทบต่อการขึ้นรูปและการทำงานขั้นต่อไปของผลิตภัณฑ์
วิธีแก้ปัญหา
แก้ไขปัจจัยภายนอก: กำจัดวัตถุหนักที่มีผลต่อการทำงานของเครื่องดัดไฮดรอลิก และตรวจสอบให้แน่ใจว่าลูกสูบด้านข้างของกระบอกสูบทำงานรับแรงอย่างเท่าเทียมกัน
แก้ไขปัจจัยภายในของเครื่องจักร: ใช้วิธีการชดเชยการโก่งตัวและการชดเชยแรงดัน โดยวางปริมาณการเปลี่ยนรูปตรงข้ามกับทิศทางการเปลี่ยนรูปจากแรงบนโต๊ะทำงาน เพื่อให้เกิดการชดเชยแบบแปรผันสำหรับลูกสูบและโต๊ะทำงาน ทำให้การกระจายแรงดันของลูกสูบกระบอกสูบทำงานด้านข้างเครื่องดัดไฮดรอลิกมีความสม่ำเสมอเพิ่มขึ้น
ขั้นตอนเฉพาะ
การปรับปัจจัยภายนอก:
กำจัดวัตถุหนักที่มีผลต่อการทำงานของเครื่องดัดไฮดรอลิก
ตรวจสอบให้แน่ใจว่าไม่มีสิ่งแปลกปลอมบนตัวเครื่องดัดไฮดรอลิก และคอยสังเกตสภาพการทำงานของเครื่องดัดไฮดรอลิกอยู่เสมอ เพื่อลดปัญหาแรงดันด้านข้างไม่เท่ากัน
การปรับปัจจัยภายในของเครื่องจักร:
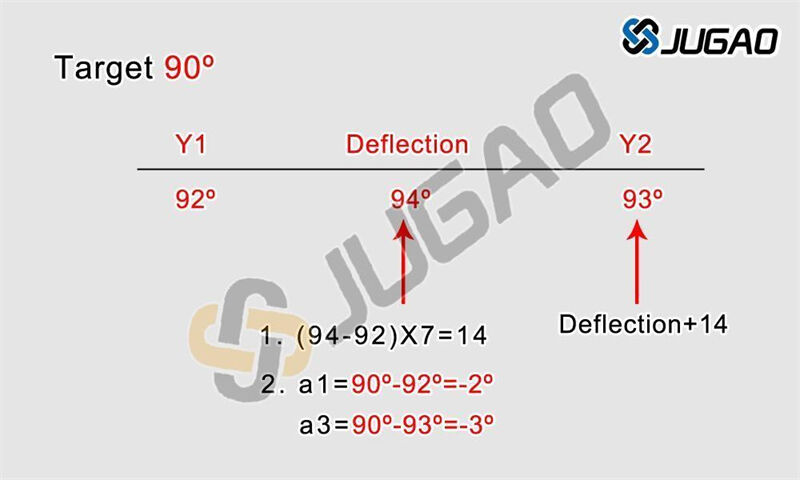
กำหนดค่าการเปลี่ยนรูปในทิศทางตรงข้ามกับการเปลี่ยนรูปจากแรงดันที่เกิดขึ้นบนโต๊ะทำงานระหว่างสไลเดอร์และแม่พิมพ์ด้านบนของเครื่องพับเพรส เพื่อให้ได้การชดเชยการโก่งตัว
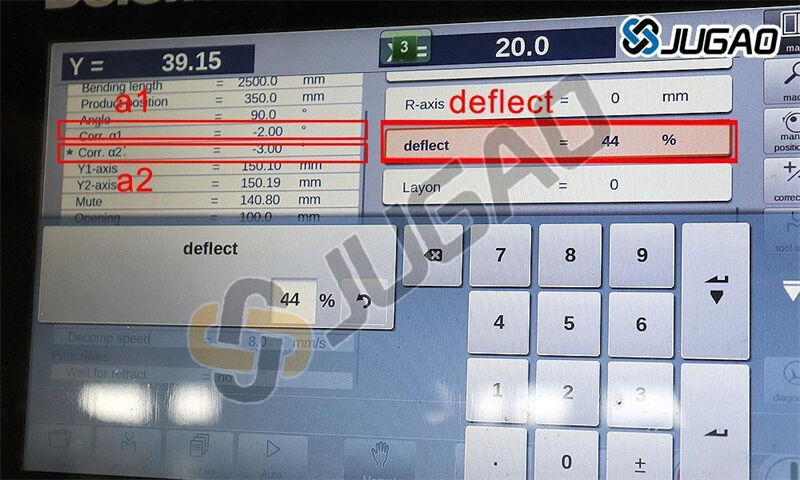
ใช้ระบบชดเชยแรงดันแบบไฮดรอลิกและแบบกลไก เพื่อให้ได้การชดเชยแรงดันที่เหมาะสม
ให้ใช้รูปต่อไปนี้เป็นตัวอย่าง

ตรวจสอบและปรับแนวเครื่องมือ
เครื่องมือที่ไม่ได้แนวหรือสึกหรอมักเป็นสาเหตุหลักที่ทำให้มุมไม่ตรงกัน ควรตรวจสอบให้แน่ใจว่าแม่พิมพ์ด้านบนและล่างถูกจัดแนวเรียบร้อยแล้ว และปราศจากความเสียหาย ควรเปลี่ยนชิ้นส่วนที่สึกหรอเพื่อรักษาความแม่นยำ

ปรับเทียบค่าคอนโทรลเลอร์ CNC ใหม่
ในระยะยาว ค่าคอนโทรลเลอร์ของเครื่องอาจเคลื่อนเบนจากค่าตั้งต้น ควรปรับเทียบระบบ CNC ใหม่ เพื่อให้ระบบสามารถแปลและประมวลผลคำสั่งการพับได้อย่างแม่นยำ
ตรวจสอบความสม่ำเสมอของวัสดุ
ความแตกต่างของความหนา ความแข็ง หรือทิศทางเม็ดของวัสดุ อาจส่งผลต่อผลลัพธ์ของการพับ ควรตรวจสอบคุณสมบัติของวัสดุและให้มีความสม่ำเสมอ ก่อนดำเนินการพับต่อ
ดำเนินการบำรุงรักษาเป็นประจำ
การบำรุงรักษาตามปกติ รวมถึงการหล่อลื่น การตรวจสอบระบบไฮดรอลิก และการตรวจเช็กสภาพทางกล สามารถป้องกันปัญหาหลายอย่างได้ตั้งแต่ก่อนเกิด หากเครื่องจักรได้รับการบำรุงรักษาอย่างดี จะทำงานได้อย่างมีความน่าเชื่อถือมากขึ้น
ปรับแต่งค่าต่าง ๆ ของเครื่องจักรให้ละเอียด
ปรับพารามิเตอร์ เช่น ความเร็วในการดัด แรงดัน และตำแหน่งแกน Y เพื่อเพิ่มประสิทธิภาพสำหรับวัสดุและแบบจำลองที่เฉพาะเจาะจง
การแก้ไขปัญหาที่พบบ่อย
หนึ่งในปัญหาที่พบบ่อยเมื่อใช้เครื่องดัด NC ไฮดรอลิกคือ มุมที่ไม่เท่ากันบนแนวเส้นเดียวกัน ตัวอย่างเช่น มุมเป้าหมายที่ 90° อาจปรากฏผลเป็น 89° ที่ด้านหนึ่ง และ 91° ที่อีกด้านหนึ่ง ปัญหานี้มักเกิดจากแรงดันที่กระจายไม่สม่ำเสมอ หรือการจัดแนวไม่ตรง

ด้วยการแก้ไขปัญหาอย่างเป็นระบบในเรื่องการจัดแนวเครื่องมือ การปรับเทียบคอนโทรลเลอร์ และการตรวจสอบวัสดุ คุณสามารถคืนความแม่นยำให้กับกระบวนการดัดได้
ข้อควรระวัง
* ก่อนใช้งานเครื่องดัด โปรดตรวจสอบให้แน่ใจว่าไม่มีสิ่งแปลกปลอมวางอยู่บนตัวเครื่อง และควรสังเกตสภาพการทำงานของเครื่องดัดอยู่เสมอ
* ทำความสะอาดและบำรุงรักษาเครื่องพับอย่างสม่ำเสมอเพื่อลดความถี่ของความล้มเหลว
* ปฏิบัติตามคำแนะนำในการใช้งานเฉพาะที่ระบุไว้ในคู่มือของผู้ผลิต เพื่อให้การปรับตั้งเป็นไปอย่างปลอดภัยและมีประสิทธิภาพ
สรุป
การรักษามุมการพับให้คงที่ต้องอาศัยการตั้งค่าเครื่องจักรที่เหมาะสม การบำรุงรักษาอย่างสม่ำเสมอ และการใส่ใจในรายละเอียดของวัสดุ ปฏิบัติตามแนวทางที่ดีที่สุดเหล่านี้เพื่อลดข้อผิดพลาดและเพิ่มประสิทธิภาพของเครื่องพับ NC ของคุณ

