ความรู้พื้นฐานเกี่ยวกับแม่พิมพ์งอ
1. แม่พิมพ์บนสำหรับการงอ
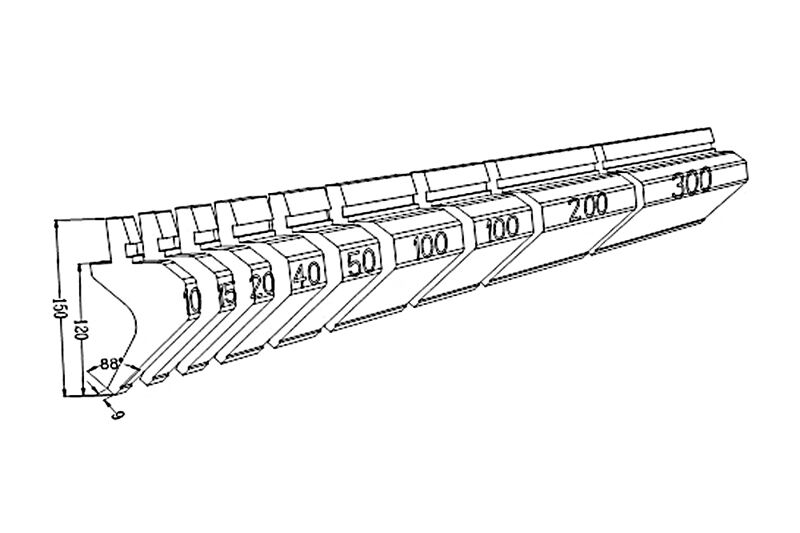
แม่พิมพ์บนเรียกอีกอย่างว่ามีดพับ แบ่งออกเป็นสองประเภท: แบบชิ้นเดียวและแบบแยกส่วน ความยาวของแม่พิมพ์บนแบบชิ้นเดียวคือ 415 มม. และ 835 มม. ความยาวของแบบแยกส่วนคือ 10, 15, 20, 40, 50, 100 (หูซ้าย), 100 (หูขวา), 200, 300 (มม.); แม่พิมพ์แยกส่วนสามารถรวมกันเป็นความยาวการงอที่แตกต่างกันได้
แม่พิมพ์บนแบ่งออกเป็นสี่ประเภท: มีดตรง มีดโค้ง มีดโค้งมน และมีดพิเศษ
(1) ประเภทและการประมวลผลลักษณะของมีดตรง
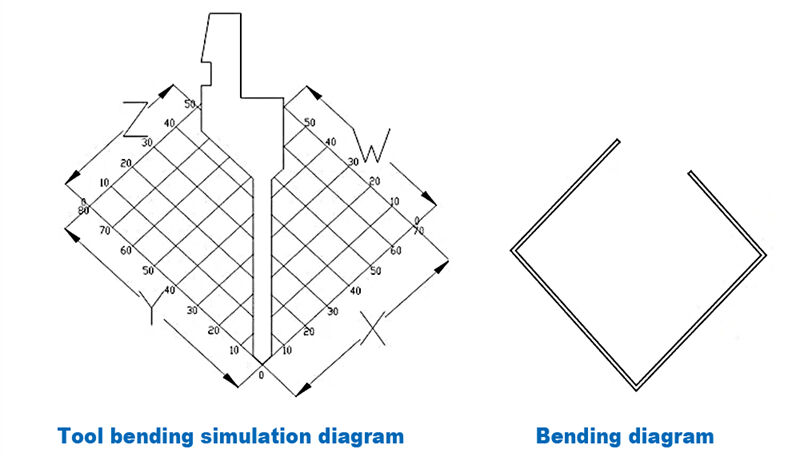
เหมาะสำหรับการงอสินค้าที่สมมาตร สามารถหลีกเลี่ยงทิศทางหน้าและหลังได้ ความหนาของเครื่องมือคือ 6 มม. ดังนั้นช่องว่างของการงอสามารถเล็กถึง 6 มม. ได้
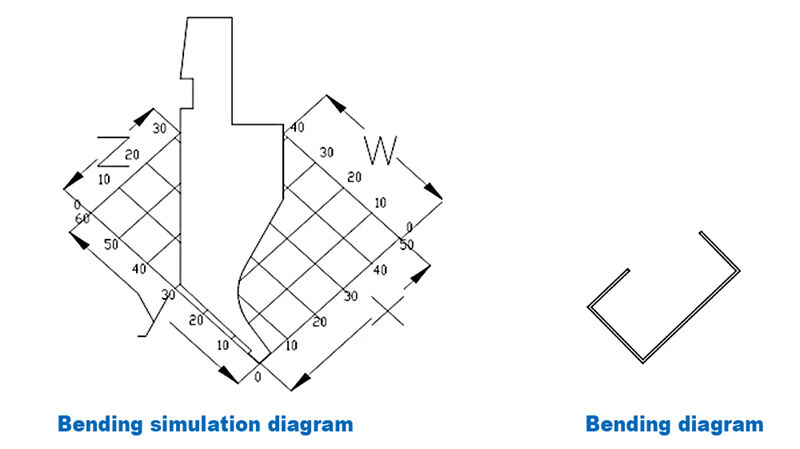
จากแผนผังการจำลองการงอของเครื่องมือ สามารถเห็นได้ว่าทิศทางหน้าและหลังของเครื่องมือสามารถหลีกเลี่ยงได้ แต่ความยาวของ Z และ W น้อยกว่าความยาวของ X และ Y อีกทั้งมุมปลายของเครื่องมือนี้คือ 88 องศา และมุม R ปลายคือ 0.2 นอกจากนี้ เครื่องมือที่มีมุมปลาย 30 องศาและ 45 องศาเป็นที่ใช้งานกันอย่างแพร่หลาย
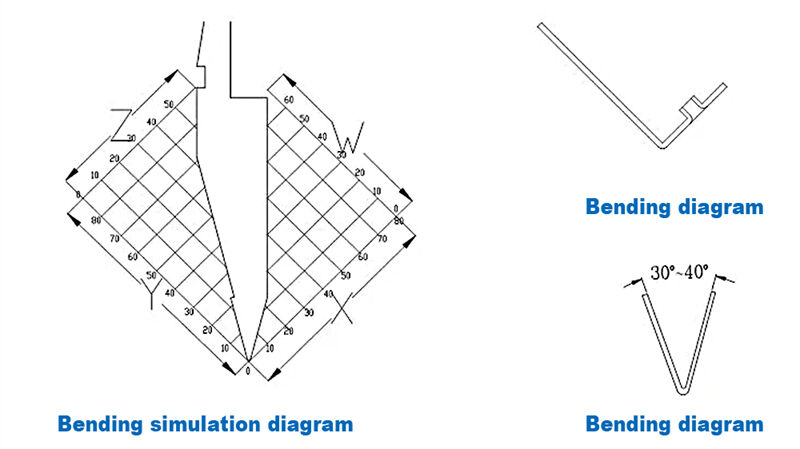
มุมปลายคือ 30 องศา และมุม R ปลายคือ 0.67 ดังนั้นมุมการงอสามารถเป็นได้ตั้งแต่ 30 ถึง 180 องศา มุมปลายที่เล็กของเครื่องมือสามารถใช้เพื่อหลีกเลี่ยงรูหรือเกลียวได้ เช่นเดียวกับการใช้เป็นแม่พิมพ์แทรกลึก และเครื่องมือสามารถหลีกเลี่ยงทิศทางหน้าและหลังได้
(2) ประเภทและการประมวลผลลักษณะของมีดโค้ง
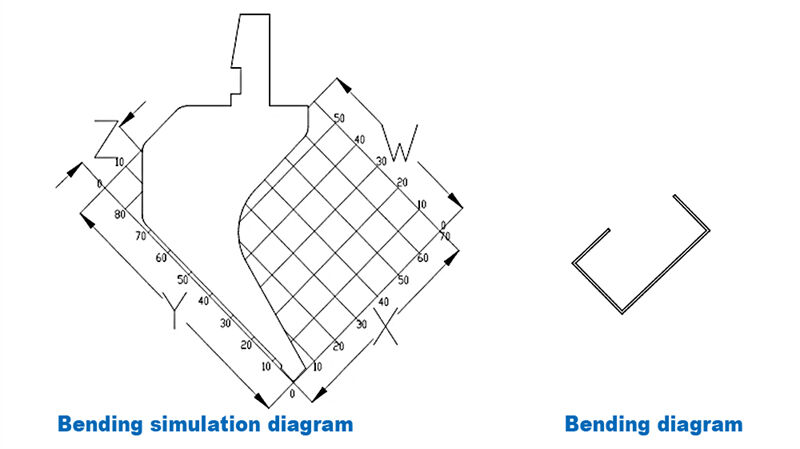
ในกระบวนการงอ เครื่องมือใช้งานหลีกเลี่ยงในทิศทาง W เป็นหลัก เมื่อ X>15MM ผลลัพธ์ของการหลีกเลี่ยงจะแย่ลงเรื่อย ๆ เมื่อ Y>30 เงื่อนไขการงอจะได้รับการตอบสนอง มิฉะนั้นจะชนด้านหลังของมีด เครื่องมือนี้เป็นที่รู้จักทั่วไปในชื่อ มีดโค้งเล็ก
ในกระบวนการงอ เครื่องมือใช้งานหลีกเลี่ยงในทิศทาง W เป็นหลัก เมื่อ X>25MM ผลลัพธ์ของการหลีกเลี่ยงจะแย่ลงเรื่อย ๆ เมื่อ Y>75 เงื่อนไขการงอจะได้รับการตอบสนอง มิฉะนั้นจะชนด้านหลังของมีด เครื่องมือนี้เป็นที่รู้จักทั่วไปในชื่อ มีดโค้งใหญ่
(3) ประเภทและการประมวลผลของเครื่องตัดเส้นโค้ง
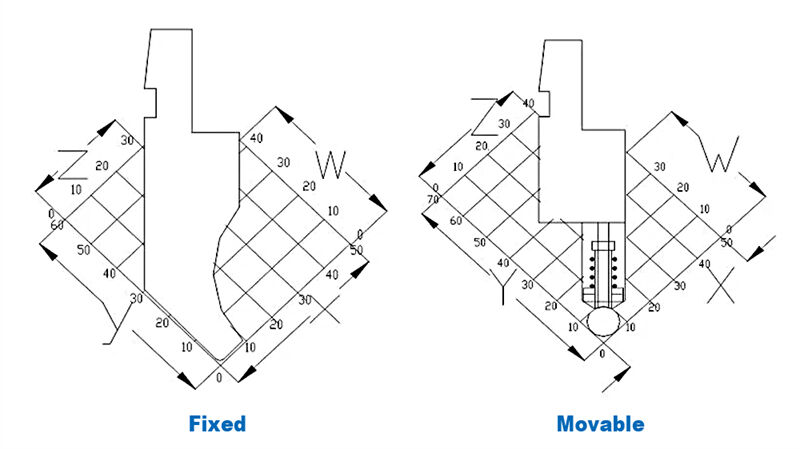
เครื่องตัดโค้งแบ่งออกเป็น两类 แบบคงที่และแบบเคลื่อนที่ เครื่องตัดโค้งสามารถรองรับเงื่อนไขการประมวลผลโค้งต่าง ๆ โดยการเปลี่ยนบาร์กลม เมื่อขนาด X ของเครื่องตัดโค้งแบบคงที่ >10MM ผลลัพธ์ของการหลีกเลี่ยงจะเหมือนกับเครื่องตัดโค้งเล็ก มาตรฐานการเลือกทั่วไปสำหรับ V-groove ของแม่พิมพ์ด้านล่างคือเส้นผ่านศูนย์กลางของโค้งบวกกับความหนาของแผ่นสองชั้น
(4) ประเภทและการประมวลผลคุณลักษณะของเครื่องมือพิเศษ
เครื่องมือพิเศษของเครื่องพับประกอบด้วยแม่พิมพ์ลดขั้นตอน แม่พิมพ์ทำให้เรียบ และแม่พิมพ์บนสำหรับการพับรูปทรงพิเศษบางอย่าง
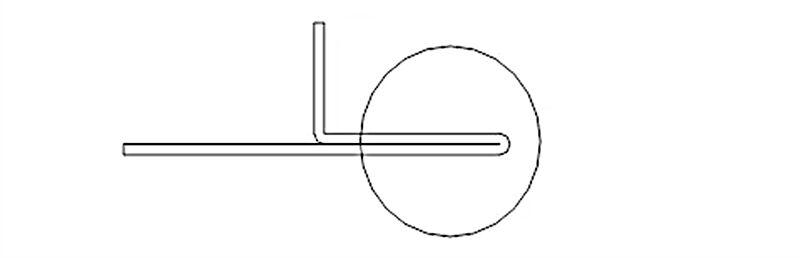
a: แม่พิมพ์ลดขั้นตอนที่มีอยู่ในปัจจุบันแบ่งออกเป็นสองประเภท คือ 415mm และ 835mm ขนาดสเปคของรูปร่างที่แบ่งส่วนจะสอดคล้องกับสเปคของเครื่องมือที่แบ่งส่วน การสร้างรูปร่างจากการประมวลผลตามสเปคของแผนภาพการสร้างรูป แต่เมื่อความหนาของแผ่นหนากว่า เช่น T=2.0 โดยพิจารณาถึงรอยกดลึกและข้อจำกัดของแม่พิมพ์เอง จะยากต่อการสร้างรูป

b: แม่พิม์บนของแม่พิม์ทำให้แบนเป็นแม่พิม์แบน และแม่พิม์ล่างสามารถแทนที่ด้วยแม่พิม์ล่างแบบปกติสำหรับการงอได้ แต่ควรหลีกเลี่ยงร่อง V โดยใช้สำหรับกระบวนการ เช่น การทำขอบแบนและตอกเกลียว
2. แม่พิม์ล่างสำหรับการงอ
แม่พิม์ล่างของเครื่องพับรวมถึงแม่พิม์ล่างสำหรับการงอ แม่พิม์ล่างสำหรับการปัก และแม่พิม์ล่างสำหรับการทำให้แบน เป็นต้น
(1) แม่พิม์ล่างสำหรับการงอ
การเลือกแม่พิม์ล่างสำหรับการงอของเครื่องพับขึ้นอยู่กับความหนาของแผ่นงานที่จะประมวลผล ในปัจจุบัน มาตรฐานการเลือกแม่พิม์ล่างของบริษัท Yixin คือ 6T ซึ่งใช้เป็นมาตรฐานสำหรับการทำงานในสถานที่ เว้นแต่ว่าจะมีกรณีพิเศษ เมื่อจำเป็นต้องประมวลผลร่อง V ขนาดใหญ่หรือขนาดเล็ก ตัวสัมประสิทธิ์การงอจะต้องปรับตามลำดับ
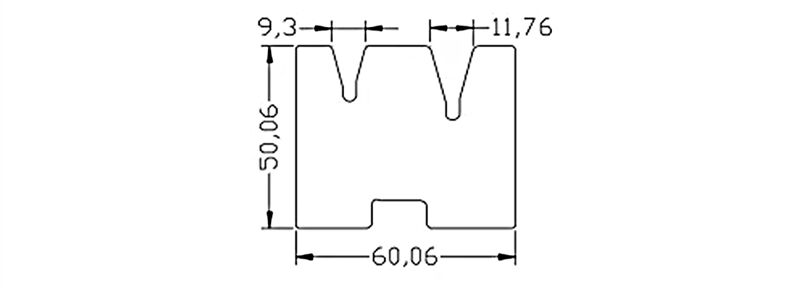
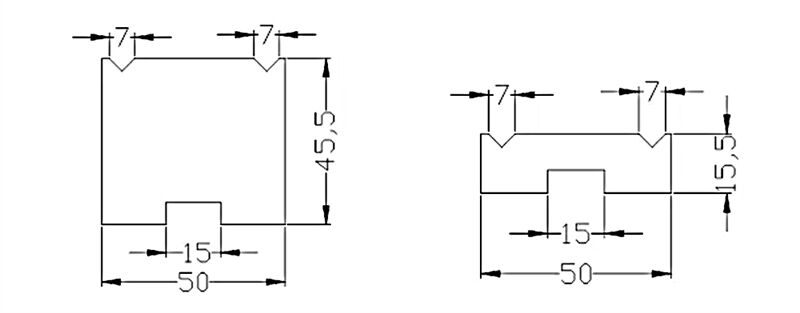
การวิเคราะห์แม่พิมพ์: รูปแสดงถึงประเภทหนึ่งของแม่พิมพ์ล่าง ร่อง V มีหลักๆ ได้แก่ 4V, 6V, 7V, 8V, 10V, 12, 16V, 25V และเครื่องมือดัดร่อง V ขนาดใหญ่พิเศษบางชนิด แม่พิมพ์ล่างสำหรับดัดชนิดนี้จะแบ่งออกเป็น两类ตามความสูง โดยหลักๆ จะมีความสูง 46 มม. และ 26 มม.
(2) แม่พิมพ์ล่างแบบความลึกของการเสียบ
การวิเคราะห์แม่พิมพ์: รูปแสดงถึงแม่พิมพ์ล่างแบบความลึกของการเสียบหนึ่งในหลายประเภท ร่อง V มีหลักๆ ได้แก่ 4V, 6V, 8V, 12 และแม่พิมพ์ล่างแบบความลึกของการเสียบพิเศษบางชนิด เหมาะสำหรับการดัดและเสียบที่มุมใดๆ ระหว่าง 30-180 องศา