När det gäller stopp av rörböjmaskiner är många människors första reaktion mekaniskt fel eller systemkrasch. Men ärligt talat, av de stoppproblem jag har hanterat i verkstaden, visade minst 30 % av dem sig bero på sensorer. Dessa sensorer är vanligtvis tysta, men så fort de fungerar fel blir maskinen som blind – den stannar när den ska och stannar när den inte ska.
Varför är sensorer så benägna att orsaka maskinstopp?
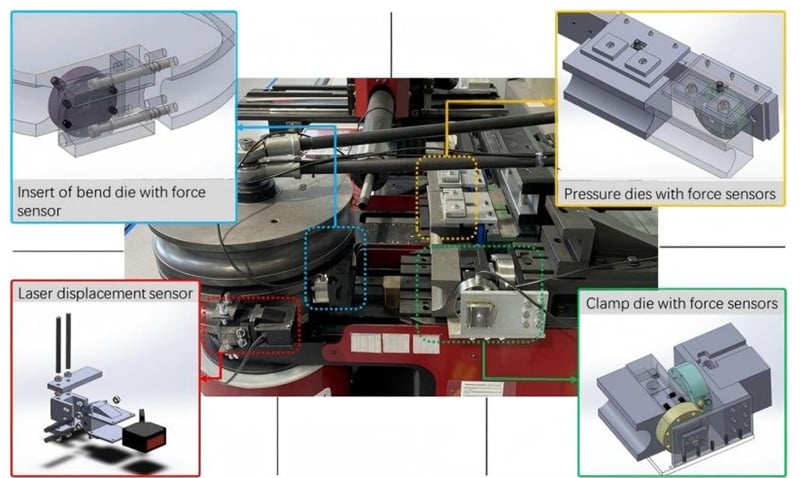
Sensorer är röretböjmaskinens ögon och nerver – position, vinkel, tryck, spännstatus och mandrelposition beror alla på deras realtidsåterkoppling. Redan en liten signalavvikelse kan utlösa ett larm, vilket orsakar en loopstopp och hela maskinen stannar och väntar på ditt ingripande.
Det mest besvärliga är att sensorproblem ofta inte uppstår plötsligt och helt. Många är gradvisa – signalen kan ibland hoppa idag, driva mer imorgon och sedan utlösa ett larm övermorgon. Dessa intermittenta fel är de svårast att felsöka och kan ibland ta längre tid att lösa än att faktiskt reparera maskinen.
Vilka sensorer är mest benägna att ge problem?
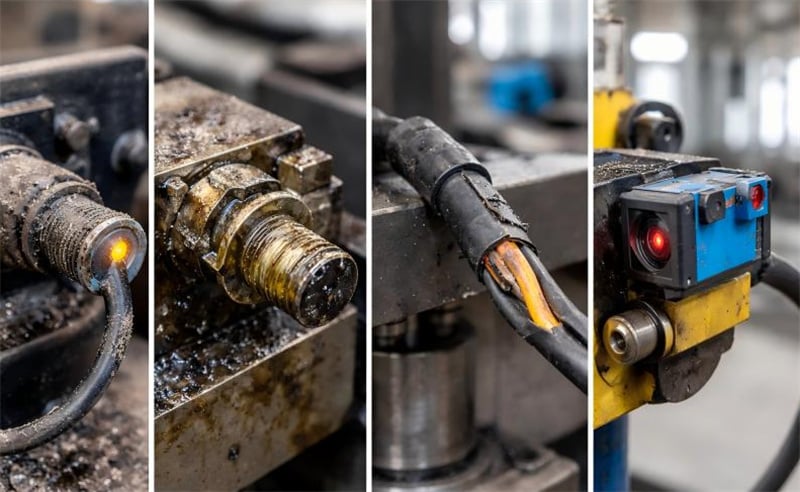
Position- och vinkelsensorer är de mest sårbara. De styr rotationen av böjarmen och matningsdjupet. När signalen drar av, kommer de värden som visas i systemet inte att motsvara den verkliga positionen, vilket får maskinen att antingen utlösa ett larm och stanna eller producera defekta produkter.
Trycksensorer felar också ofta. Felaktiga läsningar av klämskraften leder antingen till att maskinen inte klämmer korrekt, vilket orsakar rörsprång, eller utlöser ett larm som indikerar ovanligt tryck. Instabila återkopplingssignaler för böjtrycket resulterar i svängande böjvinklar.
Säkerhetssensorer och gränsbrytare – till exempel ljusridåer och dörrlås – kan om deras ytor är täckta av olja eller lätt förskjutna få maskinen att felaktigt tolka detta som att säkerhetsdörren inte är ordentligt stängd eller att någon har trätt in i arbetsområdet, vilket gör att maskinen omedelbart stoppas. Denna typ av falskt stopp är mycket irriterande eftersom maskinen i sig fungerar perfekt.
Hur man effektivt underhåller sensorer
Daglig rengöring är grundläggande, men den får inte utföras på måfå. Sensorytorna och anslutningarna måste rengöras med icke-avslitande material. Undvik att använda trådborstar eller grova tyger, eftersom dessa kan skava ytan. Jag använder vanligtvis en ovävad duk fuktad med alkohol för att försiktigt torka bort olja och damm. Kontrollera också kablarnas slitage, lösa anslutningar och feljusterade monteringsbryggor.
Monteringsskruvarna för position- och vinkelsensorer måste kontrolleras regelbundet. Jag har flera gånger sett på plats att även en lätt lös skruv orsakade en avvikelse i sensorvinkeln på mindre än en halv millimeter, vilket resulterade i helt otillförlitliga återkopplingssignaler. Att dra åt skruvarna löser vanligtvis problemet, men du måste först upptäcka lösheten.
Testning av signalstabilitet är också avgörande. Många CNC-system har diagnostiska gränssnitt som visar sensorfeedbackvärden i realtid. Kontrollera dessa värden varje gång du byter formar. Om ett sensoravläsningsvärde avviker kraftigt från det normala kan det finnas ett problem.
Kalibrering bör inte väntas tills problem uppstår. Jag rekommenderar att du ställer in en kalibreringscykel baserat på maskinens användningsintensitet. Maskiner som körs kontinuerligt i stora serier kräver en kortare kalibreringsfrekvens än de som endast används ibland. Många fabriker kalibrerar sina maskiner endast efter att problem uppstått, vilket vid det tillfället redan är för sent.
Veckovis och månadsvis rytm
Använd cirka tio minuter varje vecka för att kontrollera sensorerna. Lägg särskild vikt vid om det finns oljeavlagringar på ytan, om kablar slits av rörliga delar och om några monteringsskruvar är lösa. Den här tidsinvesteringen är minimal, men den kan förhindra många oväntade driftstopp.
Varje tre till sex månader, eller beroende på maskinens driftstid, utför en mer ingående inspektion och kalibrering. Det är idealiskt att göra detta samtidigt som annan maskinunderhåll, så att allt hanteras på en gång.
Flertalet fördelar med sensorunderhåll:
Färre falsklarm är den mest uppenbara fördelen. Sensorer med stabila signaler utlöser sällan meningslösa larm, vilket säkerställer smidigare maskindrift och minskar behovet av att operatörer ständigt ska återställa sensorerna.
Felsökning går snabbare. Om ett fel uppstår och du vet att sensorn regelbundet har kontrollerats och att dess signal är stabil kan felsökningen fokusera direkt på mekaniska eller systemrelaterade aspekter, utan att behöva kontrollera sensorns status upprepade gånger.
Böjkvaliteten blir också mer konsekvent. Sensorfeedback påverkar direkt styrningsnoggrannheten; en stabil signal ger naturligt mer konsekventa böjda rör. Mindre materialspill och omarbete leder till ökad produktionseffektivitet.
Sensorunderhåll kräver i slutändan minimal investering men ger betydande avkastning.
Ta några minuter varje dag innan du slår på enheten för att kontrollera sensorstatusen, utför en regelbunden rengöring och inspektion veckovis och åtgärda eventuella problem omedelbart. Sensorfel uppstår ofta gradvis; tidig upptäckt och lösning minimerar kostnaderna. Att vänta tills sensorn utlöser ett larm och stängs av innan åtgärder vidtas kan leda till slöseri med tid och ånger.

















































