















































En praktisk guide till användning av E21-pressbänken
En praktisk guide till användning av E21-pressbänken
För att driva E21-böjpressen börjar du med att mata in de nödvändiga böjparametrarna i styrsystemet. När materialet är korrekt positionerat och säkrat kan du starta böjcykeln, i enlighet med alla standard säkerhetsprotokoll. För konsekventa, högkvalitativa resultat är det viktigt att utföra rutinmässig underhåll och regelbundna verktygsinspektioner.
För en detaljerad steg-för-steg-genomgång av hela processen, gå till den fullständiga driftmanualen nedan.

E21-system: En introduktion
E21 är ett specialiserat styrsystem som är specifikt utformat för gaffelbänksmaskiner. Det erbjuder en optimal balans mellan prestanda och kostnadseffektivitet, vilket avsevärt minskar de totala maskinkostnaderna samtidigt som precisionen bibehålls inom kraven enligt industriella standarder.
Nyckelfunktioner i E21-systemet inkluderar:
Skärmen med högupplöst LCD stödjer tvåspråkig visning på kinesiska och engelska och visar programmeringsparametrar på en enda sida, vilket gör programmeringen snabbare och bekvämare.
Intelligent positionering av X- och Y-axlar med manuell justering stöds, vilket eliminerar behovet av mekaniska handdrivna positioneringsenheter.
Inbyggda funktioner för inställning av tryckhållningstid och fördröjning vid lossning gör drift lättare och minskar kostnader.
funktion för parameterbackup och återställning med ett enda klick, som kan återställa parametrar när som helst efter behov, vilket minskar underhållskostnaderna. Stöd för flerstegsprogrammering för att förbättra produktionseffektiviteten och bearbetningsprecisionen.
Alla knappar på panelen är mikrobrytare och har strängt testats för EMC, hög- och lågtemperatur, vibration, etc. för att säkerställa produktens stabilitet och livslängd.
CE-certifiering stöder marknader utanför hemmamarknaden.
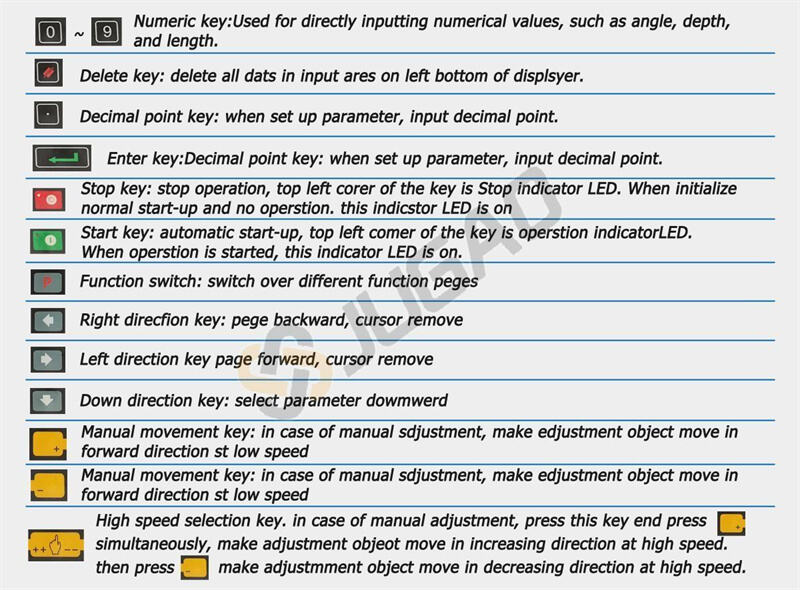
Funktioner för panelknappar beskrivs i tabellen.
Enkelgränssnitt
E21-styrutrustning använder en 160*160 punktmatris LCD-skärm. Visningsområdet visas nedan.

Titelfält: visar relevant information om den aktuella sidan, till exempel dess namn, etc.
Parametervisningsområde: visar parametername, parametervärde och systeminformation.
Statusfält: visningsområde för inmatad information och meddelanden, etc.
Förkortningarnas betydelse på denna sida visas i tabellen.
X: Den nuvarande bakgrundens position
Y: Den nuvarande positionen för skjutreglaget
XP: Önskad position för bakstoppen
YP: Önskad position för skjutreglaget
DX: Avstånd för bakstoppsåterdragning
HT: Holding-fördröjning
DLY: Fördröjning vid återdragning
PP: Förinställd arbetsstycke
CP: Nuvarande arbetsstycke
Envijsprogrammering
E21 har två programmeringsmetoder, nämligen envistegsprogrammering och flerstegsprogrammering. Användare kan ställa in programmering enligt faktiska behov.
Envistegsprogrammering används vanligtvis för att bearbeta ett enda steg för att slutföra arbetsstyckebearbetningen. När kontrollenhetens strömtillförsel kopplas på kommer den automatiskt att gå in i en envistegsprogrammersida.
Operativa steg
Steg 1 När enheten startas kommer den automatiskt att gå in på sidan för inställning av envägsprogrammet.
Steg 2 Tryck för att välja parameter som behöver ställas in, tryck på siffertangenten för att mata in programmets värde, tryck för att slutföra inmatningen.
Steg 3 Tryck så kommer systemet att köra enligt detta program.
Programmering i flera steg
Flervägsprogram används för bearbetning av enskilda arbetsstycken med olika bearbetningssteg, vilket möjliggör sammanhängande genomförande av flera steg och förbättrar bearbetningseffektiviteten.
Operativa steg
Steg 1 Slå på strömmen, enheten visar automatiskt sidan för envägsparametrar.
Steg 2 Tryck för att växla till sidan för programhantering, växla till sidan för programhantering.
Steg 3 Tryck för att välja programsersionsnummer eller mata in programnummer direkt, till exempel genom att skriva "1".
Steg 4 Tryck för att gå in på sidan för flervägsprograminställning.
Steg 5 Tryck för att välja flervägsprogrammeringsparameter som ska ställas in, mata in inställningsvärde, tryck och inställningen aktiveras.
Steg 6 När inställningen är klar, tryck för att gå in på sidan för stegparametersinställning.
Steg 7 Tryck för att välja stegparameter som behöver konfigureras, ange programvärde, tryck och inställningen träder i kraft.
Steg 8 Tryck för att växla mellan steg. Om det aktuella steget är det första steget, tryck för att gå till den sista sidan i stegparameterinställningen; om det aktuella steget är det sista, tryck för att gå till den första sidan i stegparameterinställningen.
Steg 9 Tryck, systemet kommer att fungera enligt detta program.
Parametrar
Användare kan konfigurera alla parametrar som krävs för normal drift av systemet, inklusive systemparameter, X-axelns parameter och Y-axelns parameter.
Steg 1 På sidan Programhantering, tryck för att gå till sidan Programmeringskonstant, där kan programmeringskonstanten ställas in.
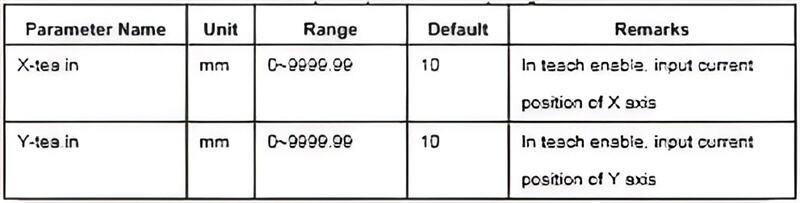
Steg 2 Intervall för inställning av programmeringskonstant visas i Tabell
Steg 3 Ange lösenordet "1212", tryck för att gå till Lärarsidan.
Steg 4 Ställ in parameter, intervall för parameterinställning visas i Tabell.
Steg 5 Tryck, återgå till sidan Programmeringskonstant,
Larm
Enheten kan automatiskt upptäcka interna eller externa avvikelser och skicka ut en larmavisering. Larmmeddelande finns tillgängligt i larmlistan.
Steg 1 På sidan för programmeringshantering, tryck för att gå till sidan för programmeringskonstanter.
Steg 2 På sidan för programmeringskonstanter, tryck för att gå till sidan "Larmhistorik" för att visa all larmhistorik. De senaste 6 larmen, larmnummer och orsaker kan visas på denna sida.
Vanliga fel och felsökning
1. Kontrollenhet startar inte / Ingen display
Fel symptomer:
Skärmen är tom.
Inga indikatorlampor är tända.
Möjliga orsaker och felsökning:
C1: Problem med huvudströmförsörjningen.
Kontrollera: Se till att huvudbrytaren för maskinen är INSLAGEN.
Kontrollera: Se till att huvudströmkabeln är ansluten och att spänningen är korrekt.
C2: Maskindörr/säkerhetsvägg öppen.
Kontrollera: Se till att alla elskåpsdörrar och säkerhetsväggar är ordentligt stängda. Många maskiner har säkerhetsbrytare som förhindrar igångsättning.
C3: Säkring bränd.
Kontrollera: Undersök huvudsäkringarna i maskinens elskåp.
C4: Felaktig strömförsörjningsenhet.
Kontrollera: Den interna likströmsförsörjningen (t.ex. 24 V likström) till styrenheten kan ha gått sönder. Detta kräver en behörig elektriker.
2. Axlar (Y1, Y2, X, R) rör sig inte eller visar "Följefel" / "Axelfel"
Fel symptomer:
Axel svarar inte på manuella kommandon.
Styrenheten visar ett felmeddelande om axelstyrning eller följefel.
En sida (Y1 eller Y2) är lägre/högre än den andra (ute av synk).
Möjliga orsaker och felsökning:
C1: Servodrift-/förstärkarfel.
Kontrollera: Leta efter en felkod på själva servodrivenheten (vanligtvis placerad i elskåpet). Se tillverkarens manual för drivsystemet.
Åtgärd: Återställ felet genom att stänga av och på maskinen. Om felet kvarstår, anteckna felkoden för teknisk support.
C2: Problem med kodare/återkopplingskabel.
Kontrollera: Undersök kodarkablarna som är anslutna till baksidan av servomotorerna på skador eller lösa kopplingar.
C3: Mekanisk blockering.
Kontrollera: Kontrollera manuellt om släden (Y-axel) eller backtummen (X-axel) kan röra sig fritt. Det kan finnas en fysisk blockering.
C4: Motorbroms aktiverad.
Kontrollera: Servomotorbromsen (särskilt på Y-axeln) kanske inte släpps. Du kanske hör ett brusande ljud från motorn men ingen rörelse.
3. "Axl ej refererad" eller "Ställ in referens"-fel
Fel symptomer:
Maskinen kan inte starta en cykel.
Styrningen begär en referensprocedur.
Möjliga orsaker och felsökning:
C1: Maskinen var avstängd.
Åtgärd: Detta är en standardprocedur. Du måste utföra "Referens"- eller "Nollåtergångs"-operationen efter att maskinen har slagits på. Navigera till manuell skärm och kör referenscykeln för alla axlar.
C2: Fel på referensbrytare/närsensor.
Kontrollera: Sensorn som upptäcker hempositionen kan vara smutsig, feljusterad eller defekt. Detta kräver ofta en tekniker.
4. Larm för "Överbelastning" eller "Högt tryck"
Fel symptomer:
Larmet uppstår under böjningscykeln, ofta nära botten.
Möjliga orsaker och felsökning:
C1: Felaktig tonnageinställning (tryck).
Kontrollera: Den programmerade böjtrycket är för högt för materialet eller maskinens kapacitet. Granska och minska tryckinställningen i programmet.
C2: Felaktigt val av verktyg.
Kontrollera: Användning av en V-formad dies med för liten öppning för materialtjockleken kräver överdriven kraft. Verifiera att V-diesens öppning är korrekt för materialet (vanligtvis V-öppning = 8 x Materialtjocklek).
C3: Böjning utanför maskinens kapacitet.
Kontrollera: Du försöker kanske böja ett material som är för tjockt eller för långt för maskinens angivna kapacitet.
5. Inkonsekvent böjvinkel
Fel symptomer:
Böjvinkeln varierar från del till del, även med samma program.
Möjliga orsaker och felsökning:
C1: Materialvariationer.
Kontrollera: Olika materialtjocklek, hårdhet eller kornriktning kan orsaka vinkelvariation. Kontrollera materialintyg.
C2: Slitna eller felaktiga verktyg.
Kontroll: Inspektera stansen och matrisen på slitage eller skador. Se till att rätt verktyg används för den angivna vinkeln.
C3: Otillräckig kompensation för sängböjning.
Åtgärd: Vid böjning av långa plåtar kan maskinens säng böja sig. Använd funktionen "Crowning" (manuell eller automatisk) för att kompensera för denna böjning. Kalibrera om vid behov.
C4: Ostabilt hydraulsystem.
Kontroll: Låg nivå av hydraulolja, smutsig olja eller en defekt ventil kan orsaka tryckobalans. Kontrollera oljenivån och temperaturen.
6. Bakstopp (X, R, Z) når inte rätt position eller är inaktuell
Fel symptomer:
Bakstoppet stannar i fel position eller vibrerar vid stopp.
Möjliga orsaker och felsökning:
C1: Mekanisk blockering eller feljustering.
Kontroll: Leta efter spån, damm eller burrar på bakstoppsskenorna och skruvarna. Rengör och smörj banorna.
C2: Lös koppling eller drivrem.
Kontrollera: Kopplingen mellan servomotorn och kulspindeln, eller drivremmen (om tillämpligt), kan vara lös.
C3: Tanddöd.
Åtgärd: Med tiden kan mekanisk slitage orsaka tanddöd. Styrenheten har ofta en inställning för "Tanddödskompensering" som kan justeras av en tekniker.
Allmänt felsökningsflödesschema
1. Notera exakt felmeddelande på E21-displayen.
2. Konsultera maskintillverkarens manual. Den innehåller de mest specifika felfaskerna och procedurerna.
3. Utför en enkel återställning: Stäng av maskinen helt, vänta i 10 sekunder och starta sedan den igen.
4. Kontrollera uppenbara problem: Löst sittande kablar, utlösta säkringar, låg hydrauloljenivå, ovanliga ljud.
5. Isolera problemet: Avgör om det rör sig om ett styrproblem (styrenhet, programmering), elektriskt problem (motor, drivstation, sensor) eller mekaniskt problem (kilen axel, slitna verktyg).
6. Kontakta teknisk support: Om problemet inte löses med grundläggande kontroller ska du ge dem exakt felmeddelande och information om vilka åtgärder du redan har vidtagit.
Kom ihåg: Endast kvalificerad personal får utföra interna elektriska reparationer.

