















































Упутство за оптимално функционисање ДЕЛЕМ ДА53Т/ДА58Т контролера за З-оси
Упутство за оптимално функционисање ДЕЛЕМ ДА53Т/ДА58Т контролера за З-оси
Неисправна конфигурација ДЕЛЕМ ДА53Т/ДА58Т контролера за З-оску може озбиљно угрозити оперативну ефикасност преса. Овај свеобухватни водич детаљно описује исправну поставку и методе рада контролера за Z-оску, чији је циљ да оператерима помогне да постигну глатко и високо прецизно функционисање притисне кочнице, савладавањем основних функција и процеса конфигурације.
ДЕЛЕМ ДА53Т/ДА58Т Z-оси контролер је специјална контролна компонента развијена за ДЕЛЕМ ДА53Т/ДА58Т ЦНЦ систем. Интегриран је са Шнајдер Еаси Хармонијем сензорним екраном и Шнајдер ТМ200 ПЛЦ-ом, интеграцијом која надграђује ДА53Т/ДА58Т систем да подржи управљање 6+1 осом, што значајно повећава оперативну флексибилност и прецизност система Прихваћен модел сензорног екрана је ХМИЕТ6401, са 7-инчни дисплеј резолуцијом од 800×480 пиксела и 16-милион-бојим ТФТ ЛЦД екраном за јасан и интуитивни рад.

1. у вези са Основни преглед операције контролера за зодску оску
За системе серије DELEM DA5XT (укључујући DA53T/DA58T), Z-оску се може контролисати и путем једностепног и вишестепног режима програмирања баш као и X и R оси, режим управљања Z-осом се може слободно прилагодити на систему DA5XT.
Основни оперативни кораци за програмирање Z-оси су следећи:
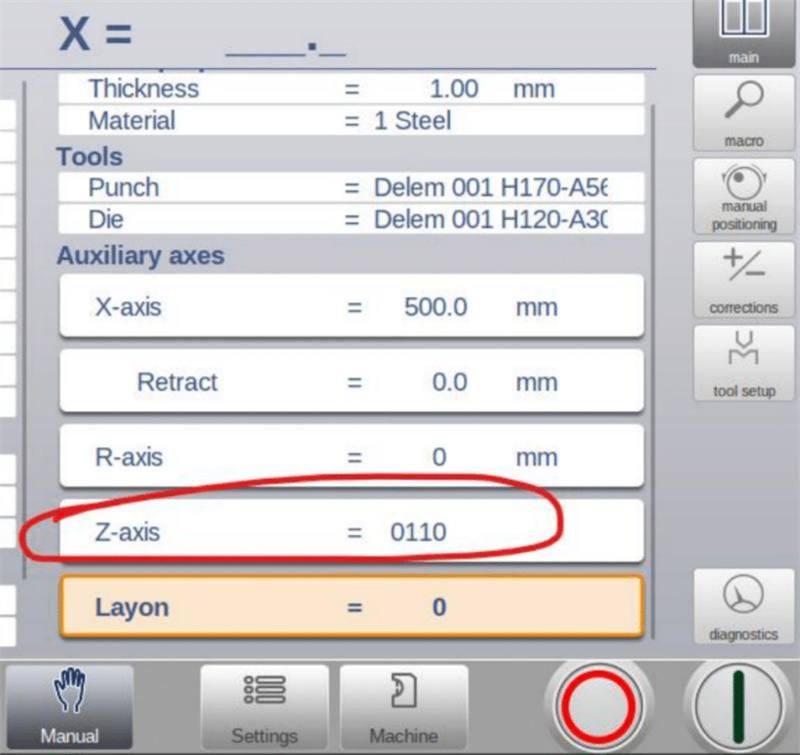
1. у вези са На основу стварне дужине листова метала и положаја прободе, унесете прецизне координате програмирања оси Z на JUGAO екрану за додир;
2. Уколико је потребно. За сваки корак програмирања на систему DA5XT, доделите јединствен ИД за Z-оску (Вредност ИД је у бинарном формату, са конфигурисаним опсегом од 0000 до 1111).
И једностепени и вишестепени режими рада са Z оси подржавају произвољно постављање вредности ИД оси Z у двоструком опсегу 0000-1111, а систем пружа визуелне примери рада за оба режима како би олакшао разумевање оператора и рад.
2. Уколико је потребно. Детаљна операција на JUGAO екрану на додир
JUGAO тач екран је основни интерфејс човек-машина за ручно и аутоматско управљање Z-оси, са јасним и диференцираним логиком рада за различите режиме рада, као и посвећеним методама руковања за абнормалне ситуације и дневну калибрацију.
2.1 Метода ручног управљања
Ручно управљање Z-осом доступно је само када је на екрану додирујуће наметке приказана икона ручног управљања; ако се икона не приказује, ручно управљање је онемогућено.
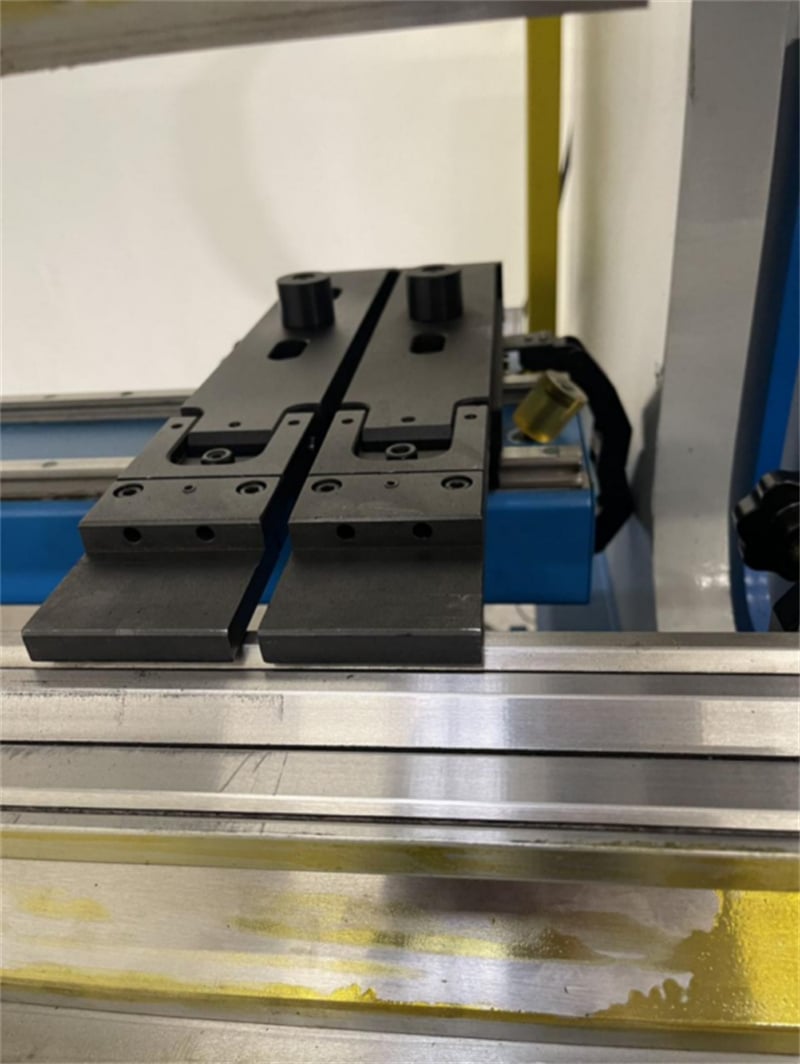
• Притиснете димензион за управљање напредним димензионом да бисте повели З1 или З2 да се крећу у правцу повећања вредности положаја (страна Y1 одговара минималној позицији вредности оси Z, а страна Y2 одговара максималној позицији вредности оси Z);
• Притиснете кључ за реверс контролу да бисте повели З1 или З2 да се крећу у правцу падења вредности положаја, а покрет се одмах зауставља када се кључ ослободи;
• Прелазак З1 и З2: притиснете кључ за избор оси, а З2 ће се приказати плавом, што указује на то да је З2 у стању ручног управљања; поново притиснете кључ, З2 се враћа на црно, а ручно управљање десно прелази на З1.
2.2 Метода аутоматског рада
Уколико је потребно, за да се заузме у обзир да ли је у стању да се користи, треба да се користи и за да се заузме у обзир да ли је у стању да се користи.
• Ако се пумпа уља на пресној кочници не покреће, екран ће подстаћи оператера да прво покрене пумпу уља;
• Ако је пумпа у нормалном радном стању, притискање кључа за аутоматско покретање ће покренети осину Z да се помера у унапред постављену позицију која одговара Id0000;
• У било ком тренутку притиснете специјални кључ за заустављање на екрану да бисте одмах зауставили аутоматско кретање оси Z.
2.3 Ненормално руковање у случајма судара
У случају сукоба између Z1 и Z2 затварачких прстију током рада, аномалија се третира у следећем редоследу:
1. у вези са Прво проверите да ли је модул за покретање оси Z са алармним сигналом; ако се активира аларм, искључите модул за покретање и покренете га да бисте ресетирали аларм;
2. Уколико је потребно. Извршити операцију калибрације "учење" за оба осије Z1 и Z2;
3. Уколико је потребно. Унесите стварне тренутне тачне вредности положаја З1 и З2 на екрану на додир, а након потврде, систем може наставити са нормалним наредним операцијама.
2.4 Кључни захтеви за рад на учењу (калибрацији) оси Z
Правилно обучавање (калибрација) оси Z је основни предуслов за нормално и тачно функционисање целог контролера оси Z, а ова операција мора бити извршена у следећим сценаријама:
1. у вези са Прва пробна вожња и пуштање у рад новог притискача кочнице опремљеног контролером за зо-оску DA53T/DA58T;
2. Уколико је потребно. Сваки случајни судар зубља за заустављање оси Z или други абнормални механички удари на оси Z.
Важно је напоменути да је контролер за Z-оску има функцију меморије искључивања: калибрирани параметри положаја Z-оси ће аутоматски бити сачувани од стране система. Након што се опрема искључи и поново покрене, оператору није потребно да поново изврши операцију учења (калибрације), а систем може директно да позове складиштене параметре за рад.

