Главна структура прескочне кочнице
1. у вези са Увод у механичку структуру
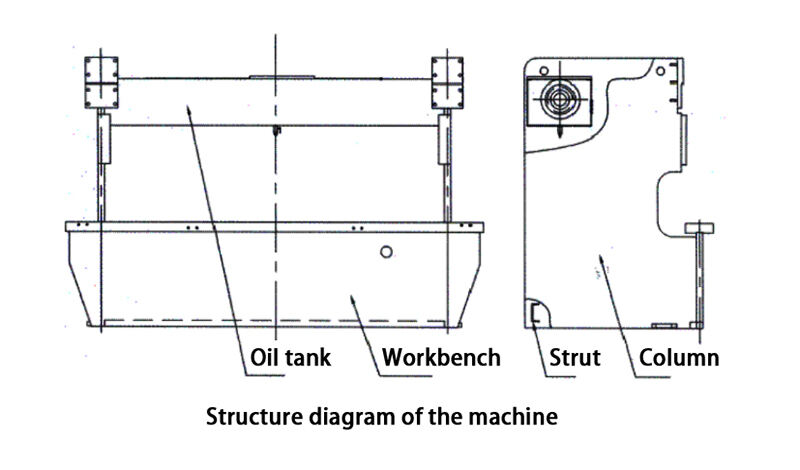
Хидраулична машина за савијање углавном се састоји од кревета, клизгача, задњег гамера, хидрауличког система, калупе, стакла за подршку, уређаја за заштиту од опасности, електричног система итд.

2. Уколико је потребно. Механичко повезивање
(1) Горњи клизгач је повезан са пистоном у два цилиндрова и подржаван на левом и десном зидном панелу кроз доњи плочић цилиндра. Постоје леве и десне вођске шине које пружају вођство за кретање клизгача горе и доле. На споју између пистонове штанде и клизача налази се сферична подлога како би се осигурало да је сила на греду разумно распоређена и да је пистонова штанде добро изравнана.

(2) Према различитим облицима главне машине, доњи гребен (работна маса) машине за савијање произведене према захтевима купца има два облика. Један је тип једнобама фиксиран вијакама; други је тип три бама са компензационим цилиндром. На обе стране су обезбеђене подесиве подложке за корекцију подложки и површине за прикључавање тела, а тачност корекције се може подесити.
(3) Da bi se osigurala sinhrona radnja levog i desnog cilindra, strojnički alat koristi sinhroni zavojni rukavo i spojnicu.

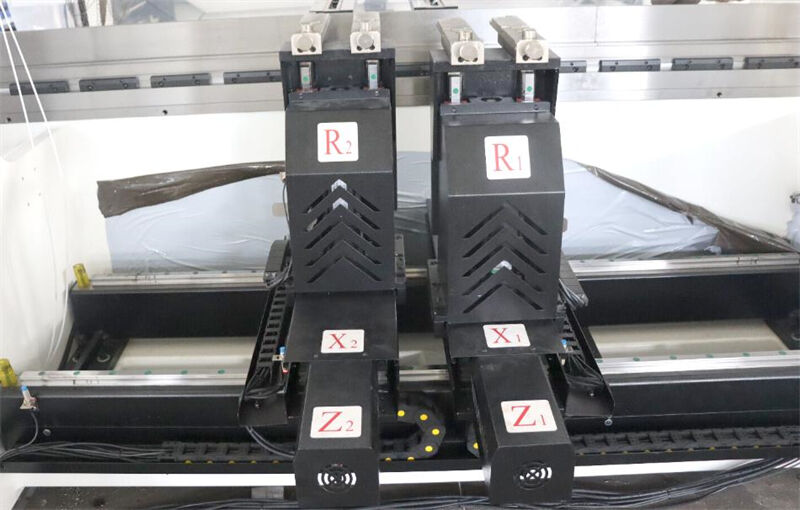
3. Deo klizaca
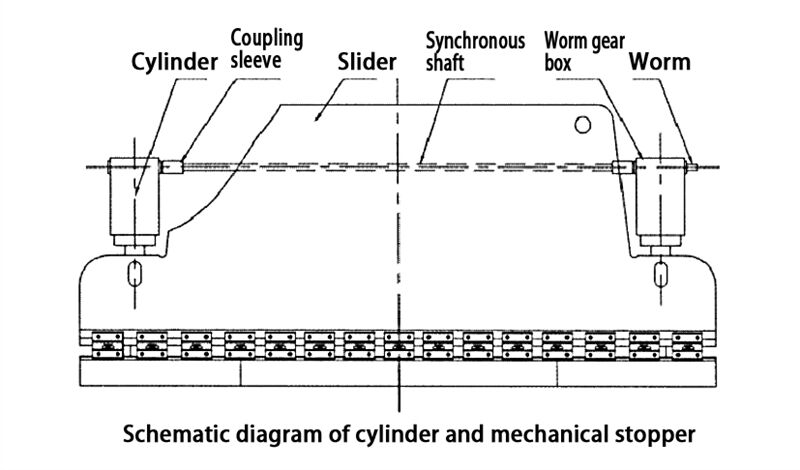
Deo klizaca sastoji se od klizaca, cilindra i mehaničke strukture za fino prilagođavanje zaustavljača. Levi i desni cilindar su zaklapani na okviru, a piston (šipka) poganja klizac gore i dole kroz hidraulični pritisak.

Mehanički zaustavnik se smješta unutar dva cilindra, sa kompaktnom strukturom i sinhronom regulacijom sa obe strane. Shemički prikaz je sledeći. Kada klizac (gornji) nije jednak sa leve i desne strane, zaustavi klizac u gornjem mrtvom centru, ukloni pozicionu šipku na spojnoj omotaciji, okreni crvenac bilo na koje strani crvenčanog kutija na levom i desnom cilindru (unapred ili unazad), a zatim pritisni klizac do donjeg mrtvog centra, meri i prilagodi (ponovi gornju operaciju) dok se klizac (gornji štampač) ne izjednači sa leve i desne strane, i konačno pozicioniraj i instaliraj ga na spojni omotač.
4. Okvir
Орам је завариван у интегрални оквир левим и десним колонама, резервоарима за уље и блоковима за подршку, а радна маса је причвршћена на доњи део левих и десних колона.

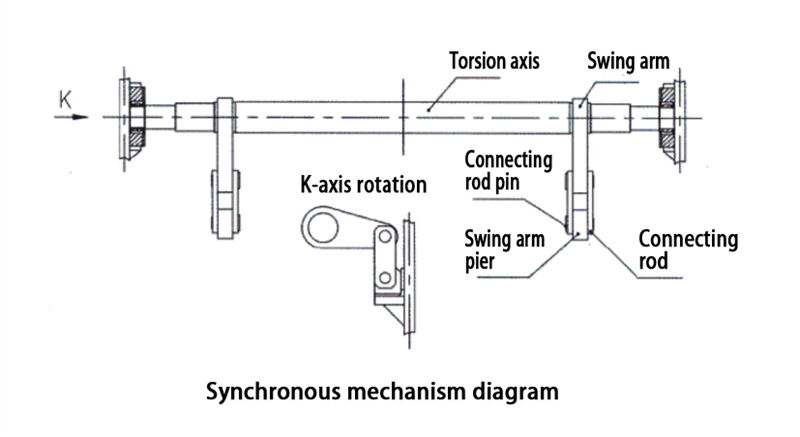
5. Појам Синхронни механизам
Механички принудни синхронни механизам састављен од торсионске ваље и кретачке руке има једноставну структуру, стабилну перформансу и високу прецизност синхронизације.

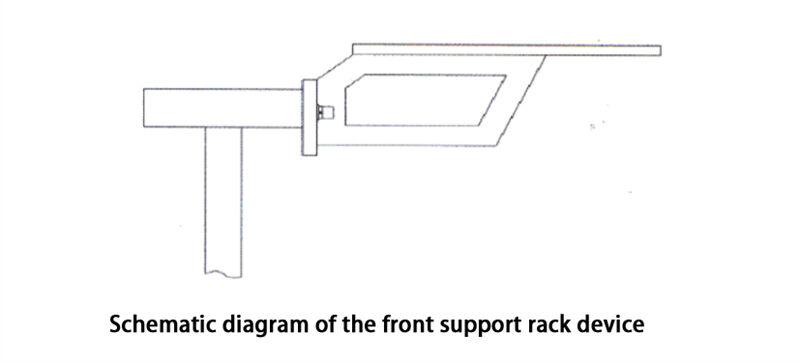
6. Уколико је потребно. Уређај предњег стакла за подршку
Предњи уређај за подршку се користи за подршку и држање радног комада.
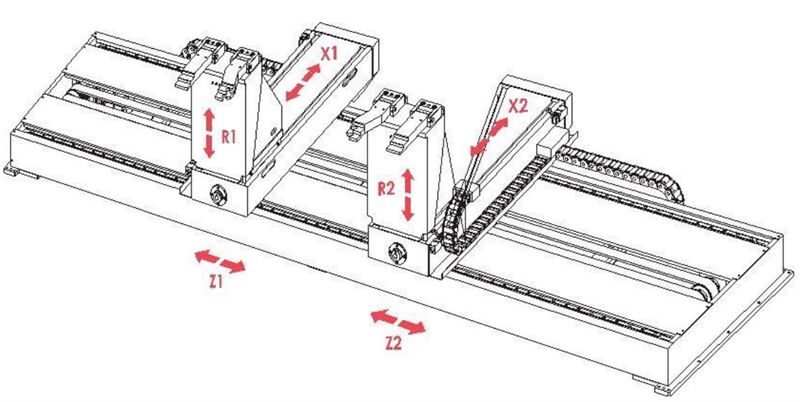
7. Задњи мерник
Задњи гајп је вредна компонента алатног машине и игра важну улогу у стварном савијању. Следе неки опис задњег гамера: Он се управља дугметом на управљачком панелу како би мотор покренио оквир задњег гамера да се креће напред и уназад.

8. Уколико је потребно Притисни кочницу за кочницу
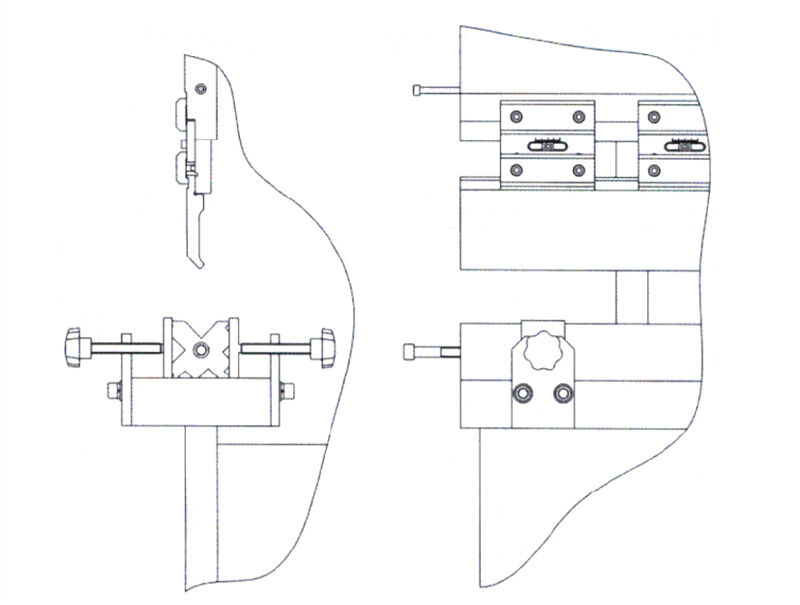
(1) Горњи калам се поставља на слајд и фиксира се спојном плочицом и плочицом под притиском. Горњи каламбур је опремљен механизмом за фино подешавање, који се креће лево и десно наскрсно и користи се за горње и доње фино подешавање компензације горње каламбуре како би се осигурала тачност савијања делова.
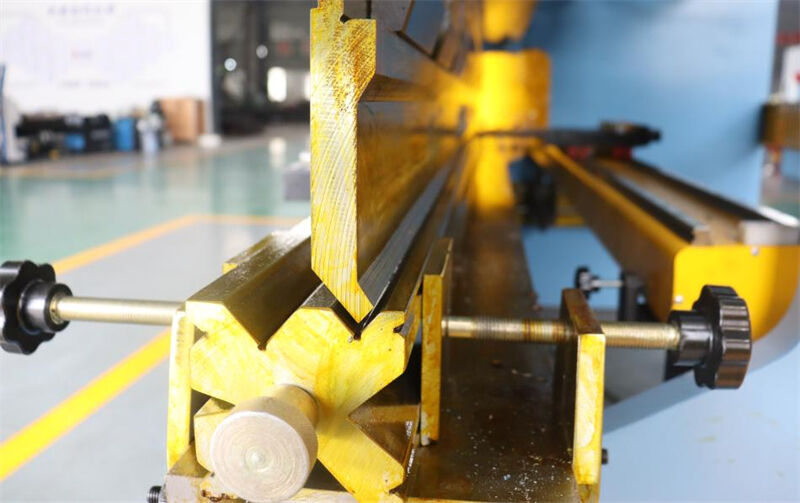
Доњи калам се инсталира на радној столици. Ротирајући држељ може да покрене доњи калам да се креће напред и уназад како би се средиште горњег каламца уравнило.

(2) Уградња капи
а. Уградњу и уклањање калупа треба да заврше обучени и овлашћени професионалци и строго прате захтеве електричних спецификација.
б. Поредите клизгач на одговарајућу горњу средину у складу са одабраном висином калупа.
c. Приликом инсталирања калупе, пумпа за уље треба да буде искључена и алатни уређај не треба да се покреће.
г. Уклоните нечистоће, буре и блешице са калупа и површине монтаже калупа.
e. Prvo montirajte gornju formu, a zatim donju formu.
f. Nakon što je forma montirana, obratite pažnju na užimanje čvrstog bolta.
g. Nakon što je strojni alat montiran, pokrenite ulazni pumpu da bi se klizac pomakao prema dolje i kontrolisali ga na zahtevanom odgovarajućem mestu. Proverite da li su gornji i donji štampači poravnati, tj. da li su razmaci sa obe strane gornjeg štampača jednaki u V oblika. Ako nisu, prilagodite donji štampač i zaključajte donji štampač kako biste vratili strojni alat na gornju mrtvu tačku. (Napomena: Zadržite razmak između gornjeg i donjeg štampača veći od debljine ploče koja se želi savijati.)
p. Podesite nagibni kljun tako da se donja površina gornjeg štampa može podesiti kako bi se dobio minimalna greška zakrivljanja po celoj dužini zakrivljanja. Da bi se dobio dobar efekat zakrivljanja, nagibni kljun se može opet podesiti prema stvarnom rezultatu zakrivljanja probne uzorka. Ako je stvarni ugao zakrivljanja u tom trenutku previše veliki prilikom podešavanja, treba da se podesi donja površina štampe prema dolje, to jest, otpustite zatezni šrajb i pomaknite kljun na levo. Nakon podešavanja, zateznite šrajb. U suprotnom, podesite donju površinu štampe prema gore, to jest, pomaknite kljun na desno.

(3) Stvari koje treba imati na umu prilikom korišćenja štampe:
a. Redovno proveravajte fiksne šrajbove štampe
b. Budite pažljivi prilikom zamene štampe, i lagano stavljajte štampu na okvir štampe pored stroja za izbegavanje štete.
c. Svaka štampa ima svoju maksimalnu nosivost, a nije dozvoljeno preopterećivanje i zakrivljanje.
d. Kada se ne koristi duže vreme ili je zaustavljen, gornji štamp je trebalo da se spusti u V-obliku donjeg štampe, u dodiru sa donjim štampom ili na ravnom ploču.
e. Kada se štamp ne koristi, kako bi se zaštitio štap štampe, štamp se može staviti na drvenu ploču ili gumski plat, a površina štampe može biti namazana maslom.
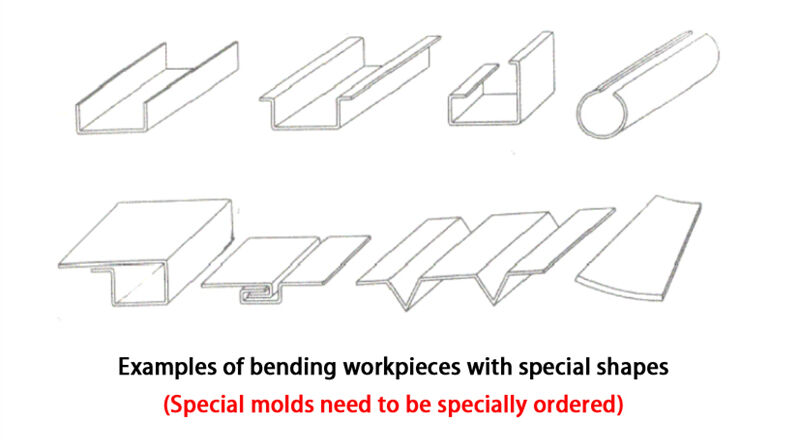
(4) Следећи делови се могу преклопити