















































Најбоље методе за чишћење и спречавање рђавања машина за савијање цеви
Машине за савијање цеви раде у уљаним, прашним и влажним условима дуже време. Недостатно чишћење и спречавање рђа може довести до корозије калупа, заглађивања вођских пруга и контаминације хидрауличког система, што на крају утиче на тачност савијања и трајање опреме. Следе неке најбоље праксе.
Свакодневно чишћење Основа за спречавање рђа
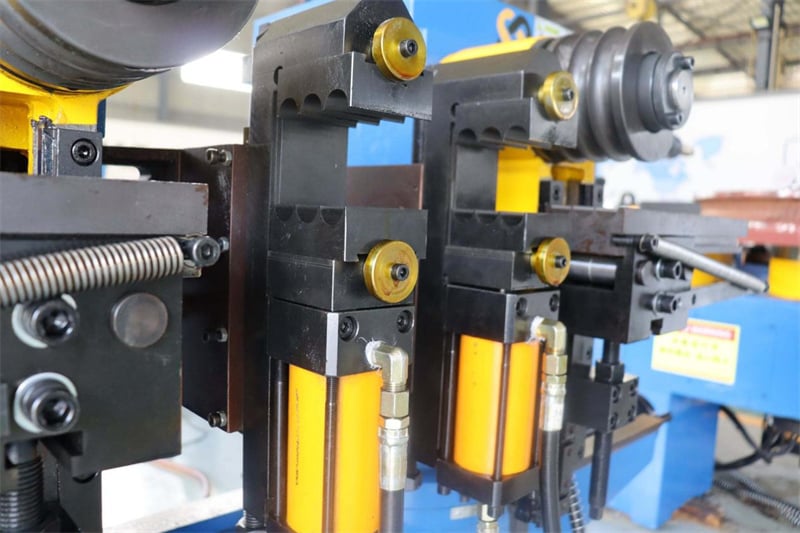
1. у вези са Обовјељна процедура након промене: Након искључења опреме, обришите обнажавајућу матрицу, запртљавајућу матрицу, матрицу против брда и површине мандрале крпелом без плетенице како бисте уклонили масти и металне шпице.
2. Уколико је потребно. Водеће шине и оловне вијаке: Користите четку или ваздушни пиштољ да бисте уклонили чипове са линеарних водећих шина и лоптећих вијака како бисте спречили абразивно зношење.
3. Уколико је потребно. Хидрауличка подручја: Очистите проливање уља из резервоара за уље, клапаних група и зглобова цеви како би се спречила прилепљање прашине и формирање масноће.
4. Уколико је потребно. Забрањена употреба: Не користите четке за жицу или тврде шкрапере за чишћење радне површине калупа, јер то може оштетити завршну површину.
II. Уговор Обрада за спречавање рђа - кључне компоненте потребне заштите
1. у вези са Превенција рђавања плесне
Пре него што свакодневно напустите посао, прскајте танки слој уља против рђа (као што је ВД-40 или специјални инхибитор рђа) на све радне површине калупа.
Пре него што се складиште, калупе које се не користе дуго времена треба очистити, осушити, уморити у уље које спречава рђављење и окупати у хартију за отпорност на рђављење.
2. Уколико је потребно. Изложен метални делови
За хромене или изложене површине као што су пистонове шипке, шипке за вртење и вођске шипке, једном недељно нанесете двовршну уље за спречавање рђа и мазиво уље.
Ако се опрема треба искључити дуже од 3 дана, ове површине треба покрити филмом против рђа.
3. Уколико је потребно. Превенција рђања хидрауличног уља
Само хидраулично уље садржи додатке који спречавају ржуш, али ће ови постати неефикасни након емулзификације или контаминације. Редовно испитивање садржаја воде у уљу (≤0,1%), и одмах га заменити ако прелази стандард.

III. Уговор Контрола животне средине Смањење корозије на извору
Влажност у радионици за машину за савијање цеви треба контролисати између 40% и 60%. Дехумидификар се може инсталирати.
Избегавајте постављање опреме у близини корозивних извора ваздуха, као што су они који се користе у процесима марињања или електропласирања.
У лето, након искључења, ако велике разлике температуре у радионици доведу до кондензације, машина треба да се ради без натоварења 10 минута како би се повећала температура и овлађивала.
ИВ. План за спречавање рђа за дугорочно искључивање
Ако се опрема треба искључити на више од једног месеца, морају се спровести мере за спречавање рђавања:
Уважно очистите све калупе и покретне делове.
Нанесите масло за спречавање рђања тврдом филмом (које формира прозорни заштитни филм након сушења).
Извадите прецизне делове као што су мандрели и калупе против брда, потопите их у уље, а затим их запечатите за складиштење.
Утврдити ниво уља у хидрауличком систему, ручно окретати машину месечно или је кратко покретати како би се уље могло покрити унутрашњим деловима.

Кључ за чишћење и спречавање рђања машина за савијање цеви је: свакодневно чишћење петлина од уља, наношење танког слоја уља против рђања на кључне делове, контрола влажности окружења и дуготрајно искључивање и запечатање. Ако се држите ове методе, ваша опрема ће изгледати као нова десет година.

