















































Zakaj je samodejni način DELEM DA-69S uporabniku prijazen?
Na področju naprednih operacij gnilnih stiskal se DELEM DA-69S samodejni način izpostavlja po uporabniško prijazni konstrukciji. Ne glede na to, ali ste izkušen tehnik ali novinec na področju gnilnih stiskal, vas bo ta članek popeljal skozi osnovne prednosti tega načina in razložil, kako poenostavi procese obdelave kovin ter izboljša obratovalno učinkovitost.
I. Intuitivna konstrukcija vmesnika DELEM DA-69S samodejnega načina
Konstrukcija vmesnika je ključnega pomena za izboljšanje uporabnosti. DA-69S samodejni način poenostavi operacijsko logiko in optimizira prikaz informacij, s čimer kompleksne upogibne operacije naredi dostopnejše.
1. Poenostavljen meni navigacije
Navigacijski meni avtomatskega načina DA-69S je poenostavljen z jasno delovno logiko:
• Dotaknite se gumba »Auto«, da preklopite krmilni sistem v avtomatski način proizvodnje.
• Pritisnite tipko »Zagon«, program pa bo zaporedoma izvedel vsak korak upogibanja brez ročnega poseganja, kar znatno izboljša učinkovitost.
• Ko preklapljate med različnimi izdelki v knjižnici izdelkov, lahko avtomatski način neposredno preiti v stanje proizvodnje brez ponovnih nastavitev.
• Ko izberete nov program upogibanja, bo sistem prikazal opozorilo »preveri orodja«, da zagotovi natančnost modela in položaja orodij ter prepreči napake pri obratovanju.

Poleg tega se na vrhu zaslona v samodejnem načinu jasno prikaže trenutno izdelek in njegov opis za hitro potrditev. Izbirnik ukrivljanja na vrhu prikazuje vse prihajajoče korake ukrivljanja; tapnite korak, da izberete ciljno operacijo, in pritisnite gumb za zagon, da začnete proizvodnjo s tega koraka, kar ponuja večjo fleksibilnost. Veliki ikoni (gumbi v obliki ploščic) nad menijem omogočata hitro spreminjanje pogosto uporabljenih parametrov in zmanjšujeta število operativnih korakov.
2. Podrobne nastavitve parametrov
Ta način podpira natančnejše prilagoditve parametrov, ki omogočajo prilagoditev glede na različne zahteve ukrivljanja, da se zagotovi natančnost obdelave:
• Popravki kota (osi Y1/Y2): Prilagoditve se lahko opravijo ločeno za levo in desno stran stroja. Na primer, če programirani kot 90° povzroči ukrivljenost 92°, preprosto nastavite popravek -2°. Ta vrednost se samodejno shrani, da se zagotovi doslednost pri nadaljnjih operacijah.
• Popravki osi Y1/Y2: Uporabno pri absolutnem programiranju ali procesih kalibracije. Popravljalni parametri so shranjeni v trenutno aktivnem programu, kar odpravi potrebo po ponovnem vnašanju.
• Popravki pomožne osi: Aktivirani na podlagi kompenzacije upogiba X-osi, ti popravki optimizirajo natančnost upogibanja in poenostavljajo delovne postopke.
• Splošni popravki: Univerzalni parametri, kot so debelina, kot in prilagoditve X-osi, se uporabljajo za vse korake upogibanja v programu, prilagajajo se razlikam v materialih in napakam strojev ter zagotavljajo enotno kakovost izdelave.
• Specializirani popravki: Podpira popravke upogiba in popravke osi podpore dela (PST), s čimer izpolnjuje zahteve po natančnosti pri zapletenih nalogah upogibanja.
• Parametri zaloge in ponavljanja: Operatorji lahko učinkovito upravljajo števec zaloge in nastavijo ponavljajoče se postopke obdelave, da optimizirajo proizvodni ritem.
• Možnost načina koraka: V nasprotju s stalnim samodejnim načinom delovanja se korakni način ustavi po vsakem upogibnem ciklu, kar omogoča obratovalcem, da preverijo stanje polizdelka in naredijo pravočasne prilagoditve.
3. Intuitivni načini prikaza za brezhibno delovanje
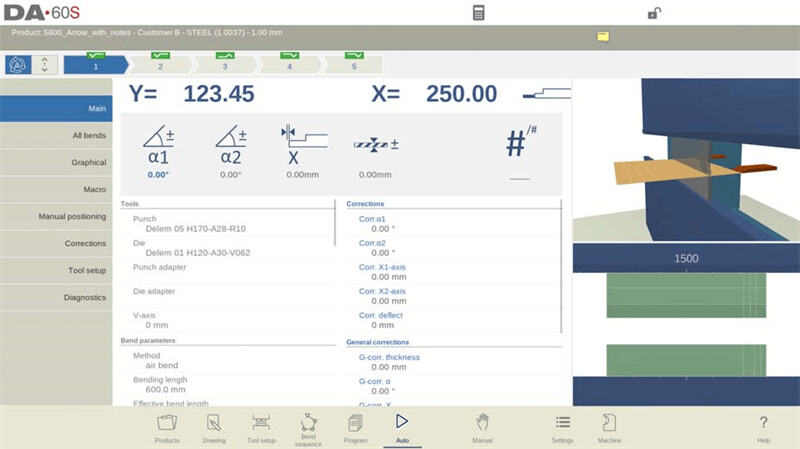
Načini prikaza imajo uporabniku prijazen postavitev, ki omogoča obratovalcem hitro preklapljanje med funkcijami, ne da bi morali osvojiti zapletena upravljanja, s čimer se zmanjša pripravljalni čas. Ob prvem vstopu v samodejni način sistem privzeto preklopi na glavni prikaz, dodatne načine prikaza pa je mogoče izbrati na desni strani zaslona. Sprememba prikaza ne spremeni podatkov o upogibanju in ne prekine stanja pripravljenosti za zagon. Funkcije posameznih prikazov so naslednje:
• Glavni prikaz (Main): Prikaže numerične podatke in grafične informacije (če so na voljo) za upogibanje. Podpira neposredno programiranje korekcijskih parametrov ter preklapljanje med grafičnim in numeričnim pogledom. Položaj upogibanja je mogoče preveriti s funkcijami povečave, premikanja in vrtenja. Pogled orodja se samodejno osredotoči na trenutno uporabljeno orodje in prikaže pravo postajo orodja.
• Pogled vseh upogibov (All Bends): Prikaže vse podatke o upogibanju v tabelarni obliki z možnostjo prikaza ali skrivanja grafičnega panela. Parametri so razporejeni v vrstice za enostavnejši pregled večjega števila podatkov hkrati.
• Grafični pogled (Graphical): Omogoča celozaslonski grafični vmesnik procesa upogibanja in podpira preklop na 3D pogled za podrobnejše opazovanje. Dovoljuje tudi prilagoditev kota pogleda, razmerja povečave ter ogled fotografij posameznih korakov.
• Makro pogled (Macro): Prikaže vrednosti osi v seznamu z velikim pisom, primerno za scenarije, kjer se operacije izvajajo oddaljeno od nadzorne plošče. Hkrati lahko spremlja ciljne in dejanske položaje vseh osi.
• Pogled ročnega pozicioniranja (ročno pozicioniranje): Prikaže vrednosti osi v velikem formatu, podpira nadzor in prilagoditev položajev osi s pomočjo ročnega kolesa. S pritiskom na puščico indikatorja učenja (ki se nahaja med dejansko in programirano vrednostjo) se trenutna vrednost osi shrani v korak programa. Če je nameščen dodatni zunanj ročni terminal, omogoča tudi oddaljen nadzor ročnega kolesa za učenje osi in upogibnih položajev.
• Pogled popravkov (Popravki): Seznam popravnih vrednosti za vse korake upogibanja in prilagoditve podpor, kot je potrebno. Ko se vneseta popravni vrednosti α1, sistem jo samodejno kopira na α2, ohranja razliko med njima ali pusti α2 nespremenjen, odvisno od parametra »Programiranje popravka kota«. Stolpec »Shranjena popravna vrednost« (prikazan, ko je aktivirana baza podatkov o popravkih kotov) označuje popravno vrednost za vsako upogibno točko; prazno polje pomeni, da v bazi ni zabeležene vrednosti, znak ">" pa označuje enake vrednosti upogiba. Z klikom na »Vse iz shranjenega« se vse popravne vrednosti upogibanja v programu uskladijo s podatki v bazi. Poleg tega omogoča dodajanje vnosov v tabelo dodatkov prek možnosti »Dodatki pri upogibanju« ter izračun popravnih vrednosti iz izmerjenih kotov (vnašanje ene same izmerjene vrednosti jo enotno uporabi povsod, medtem ko vnašanje vrednosti levo/desno/sredina omogoča absolutno popravilo zakrivljenosti). Opcijski kotomer neposredno vnese izmerjene vrednosti, popravne vrednosti pa se posodobijo po novem ciklu upogibanja.
• Pogled nastavitve orodja (Tool Setup): Prikaže konfiguracijo orodja, potrebno za trenutni program, omogoča pregled lastnosti in položajev orodij, vendar ne omogoča sprememb. Za prilagoditev orodij zapustite avtomatski način in dostopajte do menija "Nastavitev orodja".
• Pogled diagnostike (Diagnostics): Primarno se uporablja za vzdrževanje, spremlja delovno stanje neodvisnih osi in stanje I/O nadzornega sistema ter zagotavlja podatkovno podporo za odpravljanje težav.
II. Dodatne funkcije za izboljšanje natančnosti in produktivnosti
Poleg oblikovanja vmesnika ima avtomatski način DA-69S na voljo širok nabor praktičnih funkcij za dodatno izboljšanje natančnosti obdelave in proizvodne učinkovitosti.
1. Funkcija opomb (Notes)
Operatorji lahko dodajajo opombe k izdelkom ali programom v avtomatskem načinu:
• Opombe lahko vsebujejo splošne opise ali podrobnosti za določene korake gibanja, poleg tega je mogoče priložiti tudi referenčne dokumente v PDF.
• Indikator »opomba« na zaslonu signalizira prisotnost novih opomb; s tapkanjem nanj jih lahko ogledate, kar zagotavlja stalni dostop do ključnih informacij.
2. Popravek udarjanja/veriženja
Podpira nastavitev splošnih parametrov popravka za korake upogibanja z udarjanjem ali veriženjem. Tapkanje na »Popravek udarjanja« ali »Popravek veriženja« odpre ločeno okno za vnos vrednosti popravkov:
• Ob spreminjanju splošnega popravka kota se vse povezane posamezne vrednosti popravkov samodejno ponovno izračunajo in obratno.
• Os α1 in α2 lahko imata neodvisni vrednosti popravkov. Po vnosu vrednosti popravka za α1 sistem samodejno sinhronizira vrednost na α2, ohrani razliko med njima ali pa pusti α2 nespremenjen, glede na parameter »Programiranje popravka kota«. Za prilagoditev α2 delujte neposredno v oknu popravka udarjanja/veriženja ali spremenite njegove posamezne vrednosti popravkov.
3. Način testnega upogiba
Ta način je namenjeno izključno finemu nastavljanju in pomaga operaterjem optimizirati parametre pred začetkom uradne proizvodnje:
• Ko je aktiviran, vse osi po prvem upogibnem ciklu ostanejo v povlečenem položaju. Če je omogočena podpora dela, ohranja os podpore svoj trenutni kot.
• Y-os se ustavi v zgornji mrtvi točki (UDP), kar omogoča operaterjem merjenje kota upogiba in izvedbo popravkov. Po dokončanju popravkov os podpore nadaljuje z delovanjem, ko Y-os preide določeni položaj, kar zagotavlja natančnost pri nadaljnjih upogibanjih.
4. Nadzor na proizvodnem traku in funkcija seznama opravil
Poenostavi procese upravljanja s proizvodnjo ter podpira spremljanje več serij in sledenje napredku:
• Ko sistem izvaja opravilo, indikator opravila prikazuje trenutni status; s tapkanjem nanj lahko ogledate in upravljate z opravili.
• Ko morate v seznamu opravil zamenjati serije izdelkov, pritisnite funkcijo »Aktiviraj izdelek« in sistem se neposredno preklopi na ciljni izdelek.
• Med proizvodnjo lahko operaterji posodobijo »število zavrženih izdelkov«; sistem samodejno prilagodi »število izdelanih kosov«, kar je mogoče tudi ročno spremeniti. Operaterji in vodje opravil lahko dodajo zapis o proizvodnji ali opombe v »polje za komentar«.
• Stanje opravila je razdeljeno na štiri kategorije:
◦ Novo: Še ni bilo proizvedeno nobeno izdelkov v tej seriji;
◦ Nepopolno: Ciljna količina te serije še ni dosežena;
◦ V teku: Ta serija je naložena v stroj in poteka njena proizvodnja;
◦ Dokončano: Proizvodnja te serije je potrjena kot zaključena.
• Opravilo ostaja aktivno, dokler v »Načinu izdelkov« ni izbran nov izdelek ali novo opravilo. Po nalaganju novega izdelka se prvotno opravilo samodejno deaktivira in ga je treba ponovno izbrati in zagnati, če je to potrebno.
III. Pogosta vprašanja (FAQ)
1. Kako funkcija nadzora proizvodnje podpira avtomatski način DELEM DA-69S?
Funkcija nadzora proizvodnje omogoča operaterjem, da hkrati spremljajo več proizvodnih serij, posodabljajo število izdelkov v realnem času ter natančno sledijo napredku proizvodnje. to zmanjša ročno statistično delo in dodatno izboljša operativno učinkovitost ter točnost podatkov v samodejnem načinu.
2. Kako natančno umeriti lomilni stroj pri uporabi samodejnega načina DA-69S?
Najprej se prepričajte, da je lomilni stroj v vodoravnem položaju. Nato z digitalnim merilnikom izmerite kot upogibnega orodja in prilagodite parametre v skladu z navodili za umerjanje, ki jih je predvidel proizvajalec. Po prilagoditvi preverite rezultat umerjanja, da zagotovite skladnost z zahtevami za natančnost obdelave.
3. Kakšna je pogostost vzdrževanja lomilnega stroja, ko je omogočen samodejni način DA-69S?
Priporočljivo je redno vzdrževanje vsakih 500 ur obratovanja. Vključuje preverjanje obrabe ključnih komponent (kot so vretena in orodja), čiščenje odpadkov iz stroja ter mazanje premikajočih se delov za ohranjanje optimalnih obratovalnih pogojev v samodejnem načinu.
IV. Zaključek
Visoka uporabnost samodejnega načina DELEM DA-69S izhaja iz dvojnih prednosti »intuitivnega oblikovanja vmesnika + izboljšanih funkcij natančnosti«. Vmesnik poenostavi operativno logiko in zmanjša učenje, medtem ko dodatne funkcije zagotavljajo natančnost in učinkovitost. Tako novi kot izkušeni operaterji ga lahko hitro osvojijo, kar poenostavi proces lomljenja v delavnici.
Če potrebujete dodatne podrobnosti o specifični uporabi samodejnega načina DA-69S ali imate prilagojena vprašanja, nas brez oklevanja kontaktirajte za podporo. Lahko si tudi ogledate druge povezane vire, da optimizirate svoj načrt kovinske obdelave.
Ali želite, da sestavim Tabela hitre reference osnovnih operacij za avtomatski način DELEM DA-69S ? Ključne korake menija navigacije, nastavitve parametrov in načine prikaza bo poenostavilo v pregledno tabelo, kar vam bo omogočilo hitro referenco in uporabo med delom na terenu.

