















































Končna priručnik za CNC točkovne šlagalice0
V tem končnem vodniku za Cnc rotirni štapni preslicni stroj , sem z veseljem pripravljen deliti svoje ugotovitve in strokovnino o tem ključnem strojnem opremi. Ne glede na to, ali ste novo v svetu CNC obrate ali pa želite izboljšati svoje trenutne postopke, bo ta vodnik opremljen z obsežnimi znanji o najboljših praksah, optimizacijskih tehnikah in programskih strategijah. Od osnovnih načel delovanja do namigov za dosego maksimalne učinkovitosti, ciljim omogočiti obsežno razumevanje, ki vam bo pomagalo pri sprejemanju obveščenih odločitev. Pridružite se mi, da si ogledamo značilnosti, prednosti in najboljše prakse za učinkovito uporabo CNC tornskih odbojnih štamp.
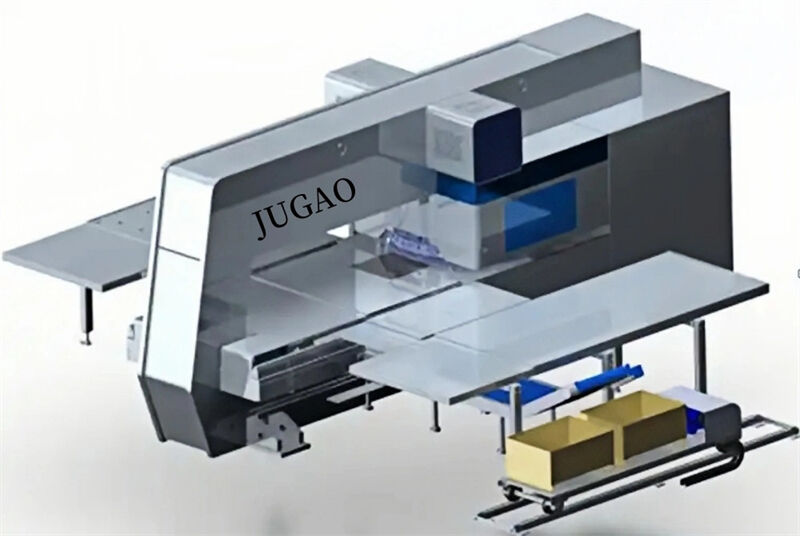
CNC tornska odbojna štampa je ena izmed glavnih kategorij CNC štipal , angleško ime ( Cnc rotirni štapni preslicni stroj ), kratica NCT. Stroj za številčno nadzorovano vrtogredno odbojnico (NCT) integrira strojništvo, elektriko, tekočino in plin. Predstavlja napravo za tlakovo obdelovanje, ki s kovinsko ploščo opravi preslikave in mali izvleki prek odbojnice vrtogredne odbojnike.
Vsebina
Lastnosti
Stroj za številčno nadzorovano vrtogredno odbojnico (NCT) sestoji iz računalniškega nadzornega sistema, mehanske ali hidravlične moči, servomehanizma za podajanje, knjižnice oseb, sistemu za izbiro oseb, programskem sistemu okolice itd.
Številčno nadzorovana vrtogredna odbojnica (NCT) je obdelovalni program, ki ga sestavi programska oprema (ali ročno). Servomehanizem za podajanje pošlje list na obdelovalno pozicijo. Hidravlični sistem za istočasno izbiro oseb iz knjižnice oseb pritisne glede na program in samodejno zaključi obdelavo delnika.
Klasifikacija
Stroj s numerično upravljanjem za udarečno presadovanje (NCT) se deli na popolnoma električni servopogonski CNC udarečni stroj za presadovanje, mehanski CNC udarečni stroj za presadovanje (CNC udarečni stroj z volovcem) in hidraulični CNC udarečni stroj za presadovanje.
Med njimi je popolnoma električni servopogonski CNC udarečni stroj za presadovanje nov tip udarečnega stroja. Naprava uporablja tehnologijo direktega pogona s servomotorjem, hkrati pa ohranja prednosti preproste, zrele in zanesljive mehanske glavne pogonske strukture. Hkrati pa ima boljše lastnosti kot hidraulični glavni pogon. Vsebuje pomembne značilnosti in močne funkcije. Naprava je opremljena z popolnoma elektromskim servopogonom in inteligentnim udarečem, ki lahko izvaja različne postopke, kot so presadovanje, oblikovanje, uginjanje in risanje.
Mehanski udarečni stroji za presadovanje so široko uporabljani zaradi dolgoročne stabilnosti, dolge uporabnosti in nižje cene v primerjavi s stroji s polnoelektričnim servopogonom; vendar pa imajo znatno manjšo učinkovitost in funkcionalnost.
Hidravlične vretnice s postavitvenim stojem so postale vedno manj priljubljene zaradi potrebe po porabnem hidravličnem olju in svoje nesposobnosti za delo v visokotemperaturnih okoljih.

Gibanjska os
Osa X: servomehanizem, ki premika delovni materijal v smeri, ki je pravokotna dolžini ležišča.
Osa Y: servomehanizem, ki premika delovni materijal v smeri, ki je vzporedna dolžini ležišča.
Osa A: rotacijski vretnični magazin izbire orodja, ki vrte vretnico.
Osa C: rotacijska osa za avtomatsko indeksiranje vretnic, ki lahko vrti vretnice pod poljubnim kotom.
Načini obdelave
1. Enkratno vretenje: dokončno vretenje v enem koraku, vključno z ravno porazdelitvijo, krožno porazdelitvijo, obkolno porazdelitvijo in mrežnim vretenjem.
2. Zvezno vretenje v isti smeri: uporaba pravokotnih vretnic za delno prekrivanje pri obdelavi, kar omogoča obdelavo dolgih vretnic in strih robov.
3. Večsmerno neprekinjeno štampovanje: način obdelave, pri katerem se uporabljajo male plošče za obdelavo velikih lukov.
4. Štampanje v korakih: Uporaba malega krožnega štampla za neprekinjeno štampovanje luka v majhnem koraku.
5. Enkratna oblikovanja: način obdelave, pri katerem pride do oblikovanja s samim izvlečenjem glede na obliko plošče.
6. Neprekinjeno oblikovanje: metode oblikovanja, ki so večje od velikosti plošče, kot so velike vrata, valjenje žarek in valjenje stopnič.
7. Polje oblikovanja: obdelava več enakih ali različnih delovnih metod na veliki plošči.

Obdelovalna postaja
Splošno so plošče torusa razvrščene glede na premer lukov, ki jih lahko obdelajo, kar olajša izbiro plošče. Tipično so razdeljene na pet razredov: A, B, C, D in E.
Razred A (1⁄2 palca) postaja: obdelovalni obseg od Φ1,5 do Φ12,7 milimetra
Razred B (1-1⁄2 palcev) postaja: obdelovalni obseg manj kot Φ31,7 milimetra
Razred C (2 palca) postaja: obdelovalni obseg manj kot Φ50,8 milimetra
Postaja razreda D (3-1/2 inch): obdelovalni obseg manj kot Φ88.9 milimetrov
Postaja razreda E (4-1/2 inch): obdelovalni obseg manj kot Φ114.3 milimetrov
Tipično, ko je potrebno spremeniti naključno konfiguracijo, se sledijo naslednje pretvorbice: 1D = 8A = 4B = B + C.

Področje uporabe
Naši izdelki najdejo široko uporabo v koldnih odtisnih procesih v industriji, vsebujoči opremo za električno energijo, ogrodja za okvirne skupine, dekoracije zavesnih sten, gospodinjske aparate, liftovsko industrijo, proizvodnjo ognjih vrata, klimatizacijo, kuhinjsko opremo, poslovno opremo, metalno nameštje, medicinsko opremo in osvetlitev, med drugim. Metodi enotnega in krovnega odtisovanja se uporabljata za odtisovanje rjavin in delov različnih oblik in velikosti, kar je posebej primerno za odtisovanje različnih srednjih in majhnih serij ali enotskih plošč.

O Garyju Olsonu
Kot posvečen avtor in urednik za JUGAO CNC se osredotočam na izdelavo smiselnih in praktičnih vsebin, prilagojenih za industrijo delavine iz kovin. S leti izkušenj v tehničnem pisanju ponujam tematsko napisane članke in vodnice, ki pomagajo proizvajalcem, inženirjem in strokovnjakom, da ostanjo obveščeni o najnovejših inovacijah v obdelavi listne kovine, vključno s CNC lomalnicami, hidravličnimi tlaki, šearskimi stroji in drugim.

