















































Metode za točno prilagajanje kota obojnice pri CNC stiskalnih lomalkah
Odkloni kotov pri ognjenju lahko povzročijo neskladnosti v obliki delnih kosov in probleme s kakovostjo. Ovladovanje točnih metod prilagajanja CNC stisnih škripljic je ključ za zagotavljanje, da se dosežejo idealni rezultati vsakič, ko ognjite. Članek podrobno opiše, kako doseči točno nadzorovanje kota ognjenja prek prilagajanja sinhronizacijskega stebra, kar vam bo pomagalo izboljšati obdelovalno natančnost in učinkovitost dela.
Koraki za prilagajanje kota ognjenja
1. Razumite vlogo sinhronizacijskega stebra
Sinhronizacijska črta je osnovna komponenta CNC stiskača, odgovorna za zagotavljanje sinhronizacije gibanja cilindrov na obeh straneh, kar vzdržuje vzporednost med procesom ohbjanja. Vsaka odstopanja bo neposredno vplivala na natančnost kota ohbjanja.
2. Varovna priprava
Izklopite energijo stiskača in se prepričajte, da je oprema popolnoma ustala.
Nosite varnostne rukavice in ochrannih okvir, da zagotovite varno delovanje.
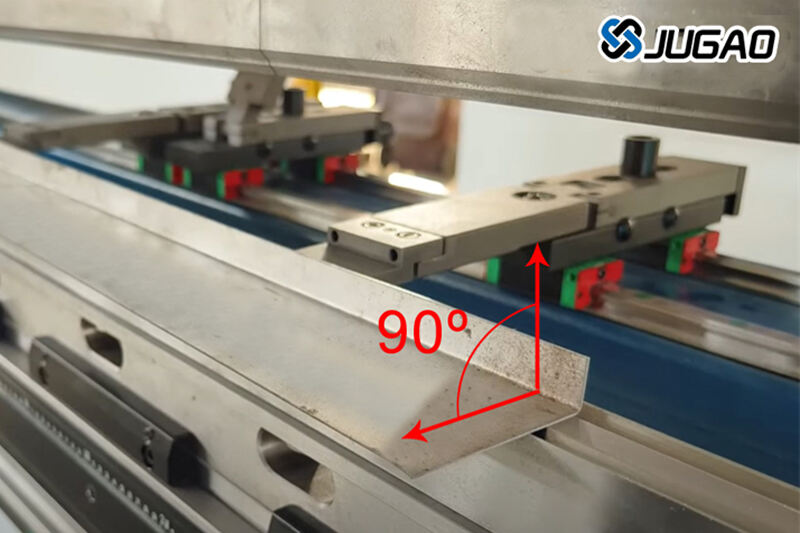
3. Merite začetni kot
Postavite izkusni plošč na pod every valj na obeh straneh.
Izvedite dve obojnice z istim postopkom in merite kote obojnic na obeh straneh posebej.
Zabeležite razliko med kotoma na obeh straneh kot osnovo za prilagoditev.
Shematični diagram meritve kota obojnice
4. Prilagodite sinhronizacijsko črpalno
Položite sinhronizacijsko črko: poiščite položaj prilagoditve sinhronizacijske črke glede na načrt opreme.
Premaknite povezovalno ohrabo: premaknite šestkotno povezovalno ohrabo na določeno mesto. Prilagoditev vrtenja:

Vrtenje sinhronizacijske črke proti urinega smera lahko poveča globino izginjanja, s tem pa zmanjša kot izginjanja.
Običajno se kot izginjanja spremeni za okoli 1 stopinjo pri vsakem vratu (vzema se V16 slot in ploščo debeline 1,8 mm kot primer).

Premaknite zaključno ohrabo: po prilagoditvi jo premaknite, da se zagotovi, da je sinhronizacijska črka stabilna.

5. Preverjanje in potrjevanje
Uporabite odpadne materiale za preizkusno ohnjenje, da izmerite, ali zaključeni kot izpolnjuje zahteve.
Če še vedno obstaja odstopanje, ponovite korake prilagoditve, dokler ni dosežen ciljni kot.
6. Končna pregledovanja in održavanja
Potrdite, da so vsi prilagoditveni deli stegnuti, da se izognete razhlapovanju med delovanjem.
Redno preverite stanje usklajevalne črke, da se zagotovi, da bo točen kot ohranjen dolgo časa.
Opozorila
Bodite strpni in pozorni pri prilagajanju, da se izognete presežnemu zavijanju, ki povzroča preveliko odstopanje kota.
Različna debelina plošče in vrsta štirjev bodo vplivala na učinek prilagajanja, zahtevana pa je fleksibilna operacija glede na dejanske razmere.
Priporočamo, da zabeležite parametre po vsakem prilagajanju, da boste olajšali nadaljnjo vzdrževanje in optimizacijo.
S pomočjo zgornjih korakov lahko učinkovito rešite problem neusklajenih zakrivljenih kotov in izboljšate kakovost produkta ter proizvodnost.
Glavni izdelki JUGAO CNC MACHINE vključujejo laserne rezalke, CNC hidravlične ohinjače, laserne svarilne stroje, strižnike in ohinjače cev itd., ki se uporabljajo v obdelavi listne metale, nosilnih skrinj, osvetlitve, mobilnih telefonov, 3C, kuhinjske opreme, kopal, avtomobilske komponente za obdelavo in metalurgije. Prosimo, da nas kontaktirate v spletu, če želite več informacij o strojih.

