Glavna struktura presničnega lomala
1. Predstavitev strojne konstrukcije
Hidravlična ognjiščna mašina se glavno sestavlja iz ležišča, klisne, hrbtenjaka, hidravličnega sistema, oblikovalne matrice, nosilca, varnostnega zaščitnega naprave, električnega sistema itd.

2. Strojni povezavi
(1) Zgornji kljuk je povezan z štikom v dveh cilindričnih enotah in podprt na levem in desnem stenovskem panelu prek dnevnega plošča cilindra. Obstajata leva in desna vodilna račna za zagotavljanje usmeritve kljuka pri gibanju navzgor in navzdol. Na povezavi med štiko in kljukom je krogla podlaga, ki omogoča razporeditev sile na rebrje in dober poravnava štike.

(2) Po različnih oblikah glavne strojne enote ima spodnje rebrje (delovni stol) pritisnjenega stroja, izdelanega po zahtevah stranke, dve obliki. Ena je tip enega rebrja, ki je zaklenjen s vitkami; druga pa je tip z treh rebrji z kompenzacijo cilindra. Na obeh straneh so prilagodljive podlage za popravke padalin in prilegajoče površine telesa, pri čemer se lahko popravi točnost.
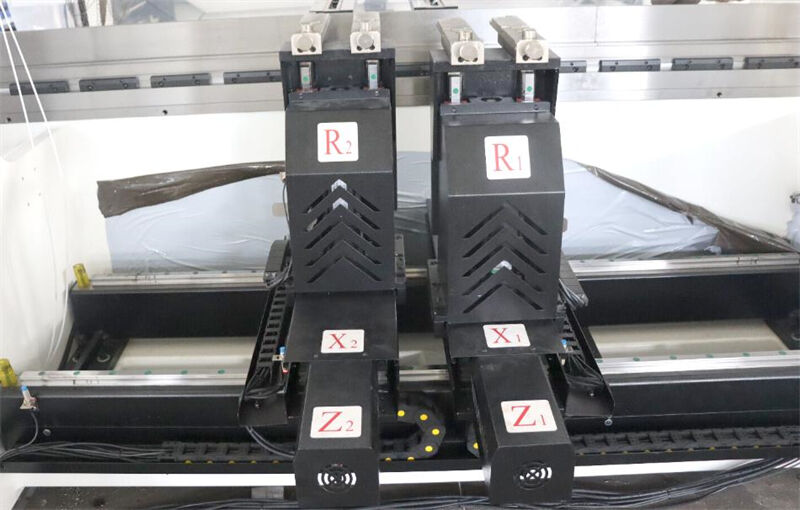
(3) Za zagotavljanje sinhronnega delovanja levih in desnih valov uporablja strojna orodja sinhronni vrtenjski ram in povezovalno ramo.

3. Del z klisnjakom
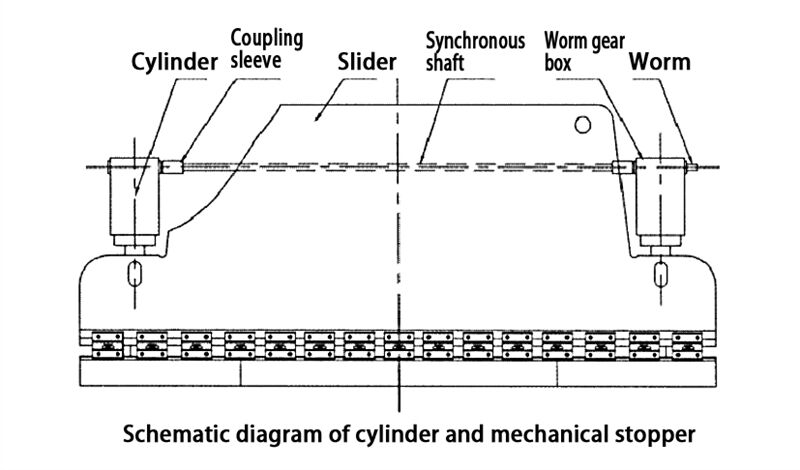
Del z klisnjakom sestoji iz klisnjaka, vala in mehanskega strukture za mikropripenjanje zaustavitvenega stopenja. Levi in desni val sta pričakovani na ogrodju, in piston (stek) goniti klisnjak navzgor in navzdol skozi hidravlični tlak.

Strojni sprežnik se postavi noter v dva valca, z kompaktno strukturo in sinhronnim prilagajanjem na obeh straneh. Shemični diagram je naslednji. Ko ni klizalka (zgoraj) enaka na levi in desni strani, ustavite klizalko v zgornjem mrtvem centru, odstranite položno čep na spojnici, zavrite škrabalo na kateri koli strani v škatuli z rečico na levem in desnem valcu (naprej ali nazaj), nato pritisnite klizalko v spodnji mrtvi center, izmerite in prilagajte (ponovite zgoraj navedeno dejanje) dokler ni klizalka (zgornji model) enaka na levi in desni strani, in končno jo položite in namestite na spojnico.
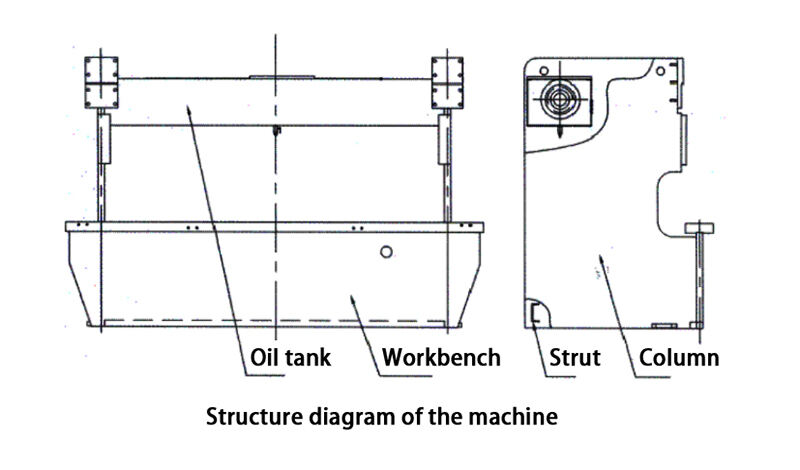
4. Ograjevanje
Ograjevanje je svarjeno v celoto s stolpci levo in desno, oljastniki in nosilci, pri čemer je delovni stolec zaklenjen na spodnji strani levo in desno stolpcev.

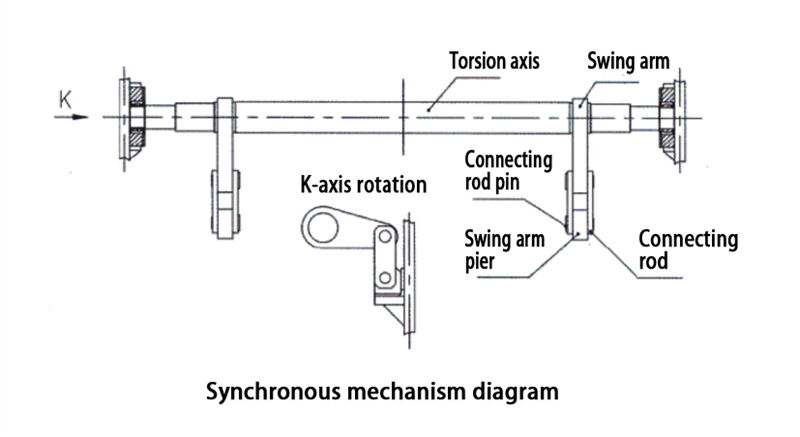
5. Sinhronska mehanizma
Strojni prisilni sinhronizacijski mehanizem, sestavljen iz krivuljnega valja in klancastega rama, ima preprosto konstrukcijo, stabilno delovanje in visoko stopnjo sinhronizacije.

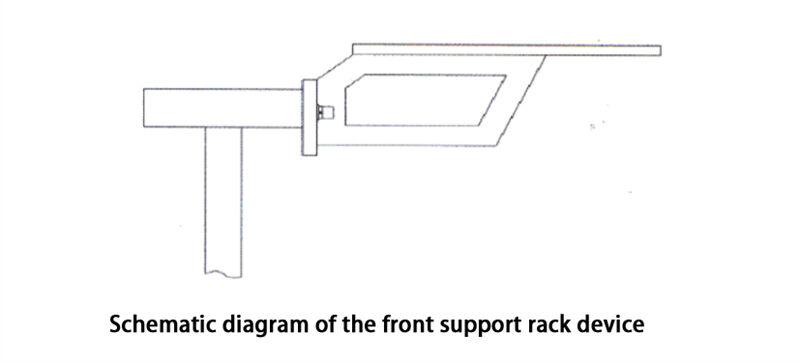
6. Sredstvo za podpiranje v naprejšnji smeri
Naprejšnje podporno sredstvo se uporablja za podpiranje in drženje delovnega kosovca.
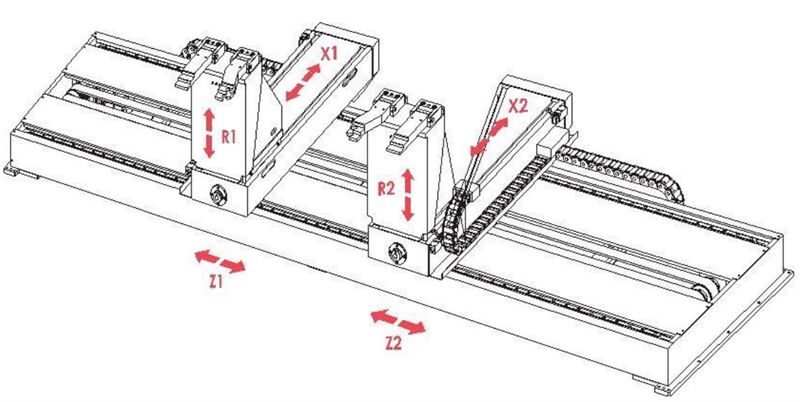
7. Sporedna meritev
Sporedna meritev je dragocena komponenta strojninarne opreme in igra pomembno vlogo pri dejanskem obojnem delu. Naslednje so nekateri opisi sporedne mere: Z gonilom jo operiramo preko gumba na operacijskem pultu, da premaknemo okvir sporedne mere naprej in nazaj.

8. Matrica za obočevalno preskakovalec
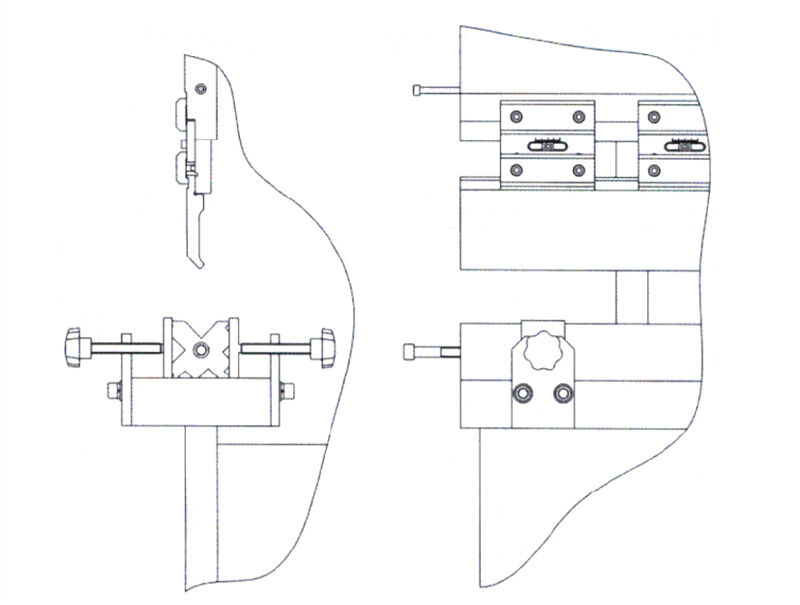
(1) Zgornja matrica je nameščena na kljavico in pevno prikljubljena s povezovalno ploščo in tlakovno ploščo. Zgornja matrica je opremljena z mehanizmom drobne prilagoditve, ki se premika v levo in desno po kosenem in služi za prilagoditev zgornje in spodnje kompensacije zgornje matrice, da se zagotovi natančnost obočanega delovnega predmeta.
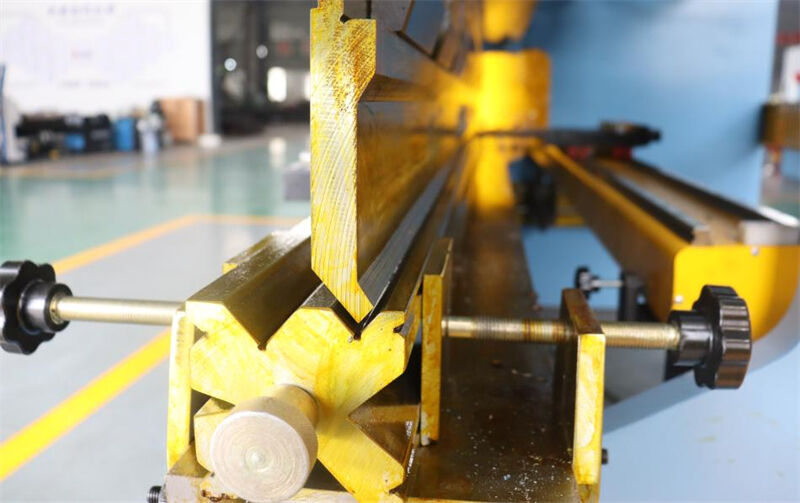
Spodnja matrica je nameščena na delovni stol. Vročilna ročica lahko premakne spodnjo matrico naprej in nazaj, da se poravnajo središča žlebke zgornje matrice.

(2) Namestitev matrice
a. Namestitev in odstranitev matrice morata biti izvedeni od strani izobraženih in ovrednotenih strokovnjakov ter strogo slediti zahtevam električnih specifikacij.
b. Prilagodite klavzet na pravi položaj zgornje mrtve točke glede na izbrano višino formice.
c. Pri namestitvi formice mora biti olajni pumpe izklopljena in strojni orodji se ne smejo zagoniti.
d. Odstranite nepoželen material, škurje in prelivanja s formice in površine za namestitev formice.
e. Najprej namestite zgornjo formico, nato spodnjo formico.
f. Ko je formica nameščena, pozorujte pri tisnjenju vitkof.
g. Po namestitvi strojnega orodja zaženite olajni pumpev, da premaknete kljuk navzdol in ga nadzorujete v zahtevani primereni poziciji. Preverite, ali so zgornji in spodnji šabloni poravnani, torej ali so razmiki na obeh straneh zgornjega šablona enaki v V obliki. Če ni, prilagodite spodnji šablon in ga zaklenite, da se strojno orodje vrne v zgornjo mrtvo točko. (Opomba: Razmak med zgornjim in spodnjim šablonom mora biti večji od debeline plošče, ki jo želite zlagati.)
prilagodite naklonjeno klinasto tako, da se lahko spodnja ploskev zgornjega formila prilagaja, da se dobi najmanjša napaka kotov v celotni dolžini obojnega procesa. Za dobre rezultate obojenja je mogoče klinasto ponovno prilagoditi glede na dejanski rezultat obojenja poskusne vzorce. Če je dejanski kot obojenja pri tem prevelik, ko ga prilagajate, je potrebno spodnjo ploskev formila prilagoditi navzdol, torej odčrpnite stiskniško škrbnilo in premaknite klin levo. Po prilagoditvi stisnite škrbnilo. Sicer prilagodite spodnjo ploskev formila navzgor, torej premaknite klin desno.

(3) Stvari, ki jih je treba upoštevati pri uporabi formila:
a. Redno preverjajte zaklepne škrbne formila
b. Pri menjavi formila bodite pozorni in ga redko postavljajte na okvir formila ob stroju, da se izognete poškodovanju.
c. Vsako formula ima svojo maksimalno nosilnost, zato ni dovoljeno, da se presegne in se oboji.
d. Ko ni v uporabi dolgo časa ali je ustavljena, bi se zgornja matrica morala spustiti v V-obliko spodnje matrice, da se dotika spodnje matrice ali pa leži na ravnem plošču.
e. Ko ni matrica v uporabi, jo za zaščito rezne ploskve lahko postavite na drevesno ploščo ali guma in površino matrice lahko namazete s mašinsko oljo.
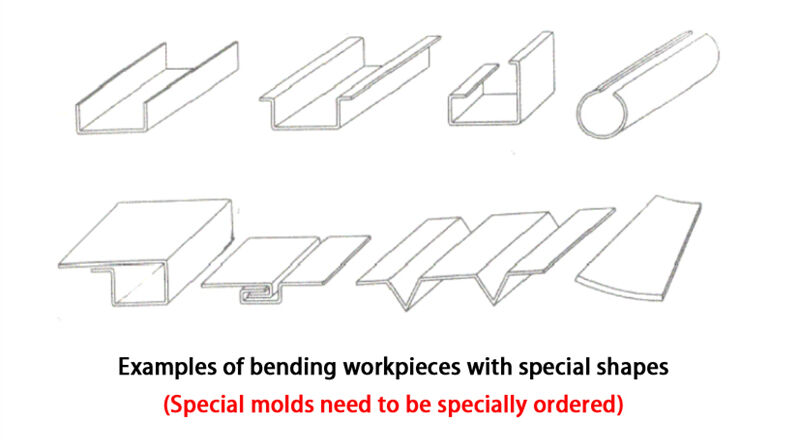
(4) Naslednje delove lahko zložimo