Kako natančno prilagajati alat CNC hidravličnega pritiskalnika. Čep in spodnji umir. Vse orodje.

CNC hidravlična presnična matrica je sestavljena iz veliko delov, zato pri namestitvi pozornost posebej pripomnim. Po zaključku jo je potrebno ponovno odpraviti. Stroj ima poseben štamp in žice za ogib različnih oblik izdelkov. Zgornja žica in štamp so v segmentih ali majhnih kosih. Spodnja matrica in orodja lahko bodo v majhnih kosih in segmentih. Spodnje orodje lahko ima spodnjo podporo za prilagajanje. Splošno bomo namestitev in prilagajanje presnične matrike zaključili v pet korakov.
1. Prilagajanje stroja. Pred namestitvijo je treba najprej prilagoditi delovanje stroja. Ta postopek je potrebno izvesti strpnostno in pazljivo. Preverite, ali stroj vsebuje prašek ali uporabljene žice, itd., in izvedite potrebno čiščenje, da se zmanjšajo težave v kasnejšem obdobju.

2. Prilagoditev hoda klizalnika. Vzemi v obzir, da preveriš debelino presledka lesovalne matrice in ali je razmerje zgornjega in spodnjega modula normalno. V normalnih okoliščinah bi moral biti modul nadzorovan na preklopni točki linije sprostija. Na tem moraš posvetovati pozornost.

3. Prilagoditev modula sprostija, torej prilagoditev zgornje meje položaja modula. Ko je modul kje koli, mora biti nastavljen preklopnik in mora biti rezerviran ustavni položaj klizalnika. Hkrati mora biti izveden zmanjševalni modul pri padcu, da bi boljšo zaščitili stroj in lesovalno matriko.

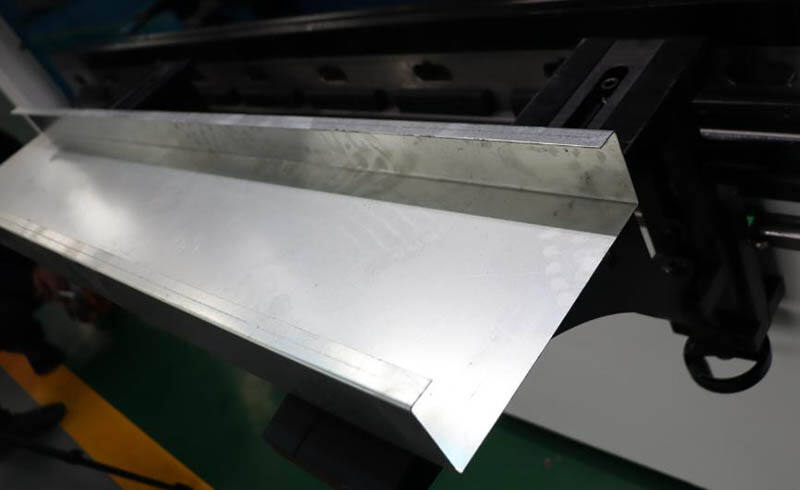
4. Prilagoditev vrzeli se glavno nanaša na merjenje razdalje med zgornjim in spodnjim modulom. Natančna nastavitve vrzeli morajo biti določene glede na ploščo, ki jo želimo zložiti.

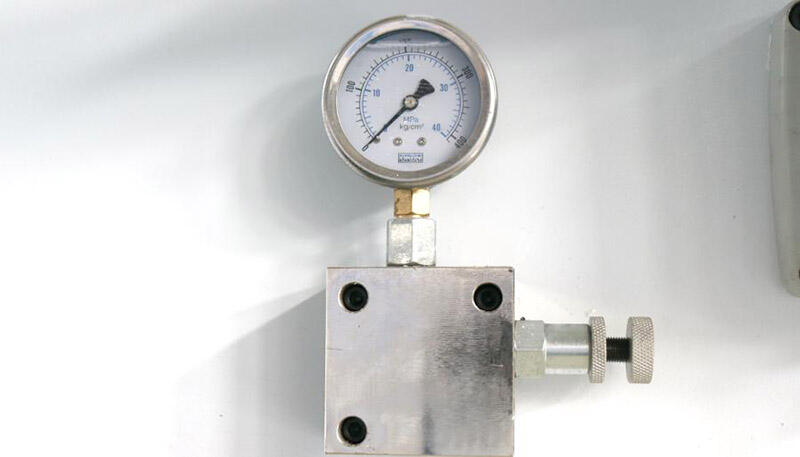
5. Prilagoditev kota. Prilagoditev kota ima določen odnos do izdelka. Proizvajalec stiskalnic poroča, da je splošno rečeno pri obojavi 90° matrice srednji kot večji od kotov na obeh straneh. Nato prilagodite njegovo strogost glede na prilagoditveni vijak. Pri obojavanju je možno pritisk prilagoditi preko manometra, da se izognemo razbitju matrice.