















































Ločne značilnosti tri- in štirikotniškega ploščastega valjenja
V celotnem obdobju dela z stroji za vijanje plošč sem redko srečal razprave o primerjavi med stroji za vijanje plošč z 3 vali in stroji za vijanje plošč z 4 vali. Vsaka od variant ponuja posebne prednosti in je prilagojena za različne uporabe v področju metalne obrate. Zelo je pomembno, da razumemo razlike med strojem za vijanje plošč z 3 vali in z 4 vali, da bi lahko izbrali primerno opremo za določene projekte. Med časom sem pridobil popolnoma pregledno razumevanje njihovih delovnih načel, učinkovitostnih mer in kakovosti oboj, ki jih proizvajajo. V tem razpravljanju bom ločil te razlike, kar bo pomagalo pri sprejemanju dobro obveščenih odločitev glede vaših potreb za vijanje plošč.
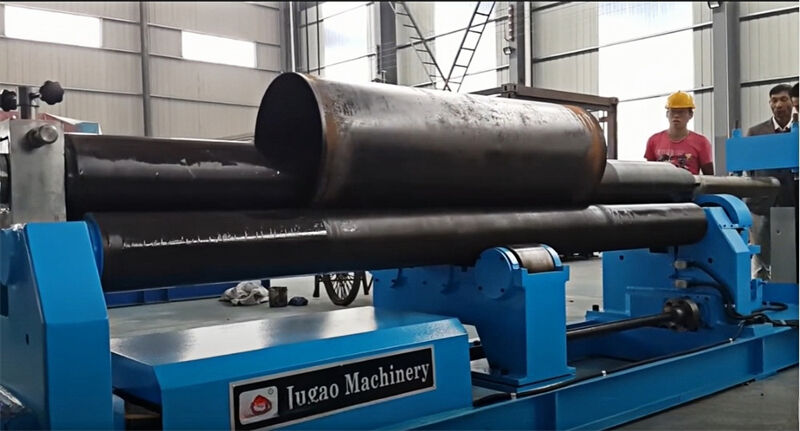
Stroj za vijanje plošč je vrsta kovarske opreme, ki nekove zne metalne plošče v stožarske, krogle, valjaste ali druge geometrijske oblike. Ta stroj je široko uporabljan pri proizvodnji izdelkov, toplovodov, parnih sistemov, kemijskih industrijskih področjih, nekove strukture ter mehaniki in drugih sektorjev. Različnost vijalnih strojev izvirajo iz njihovih različnih uporab v različnih področjih.
Vijalne stroje za plošče so kategorizirane glede na število valčkov, kar pripelje do razvrstitve v 3-valčne in 4-valčne tipe. Pogosta menda je, da je glavna razlika med njima le dodatni valček pri štirivalčnem stroju. Zato nekateri ljudje, ko naročijo stroj, napacno menijo, da je štirivalčni stroj boljši zaradi dodatnega valčka. Vendar pa je ta stališče napačno, saj imata obeh strojev pomembne razlike.
Lastnostni različiki med stroji za vijanje plošč z tremi in štirimi valci
Strojna estetika
Stroj s tremi valci je opremljen s tremi valci, medtem ko stroj z štirimi valci vsebuje štiri. Nad tem osnovnim razlikovanjem se stroj s tremi valci pojavlja bolj enostavno in uporabno. Vendar pa stroj z štirimi valci, ki vključuje hidravlično CNC tehnologijo, izraža bolj sofisticirano in elegantično obliko. Pozornost na podrobnosti v njegovi obliki ne le poveča natančnost obdelave, ampak prispeva tudi k izboljšanemu uporabniškemu izkušnju.


Strojna struktura
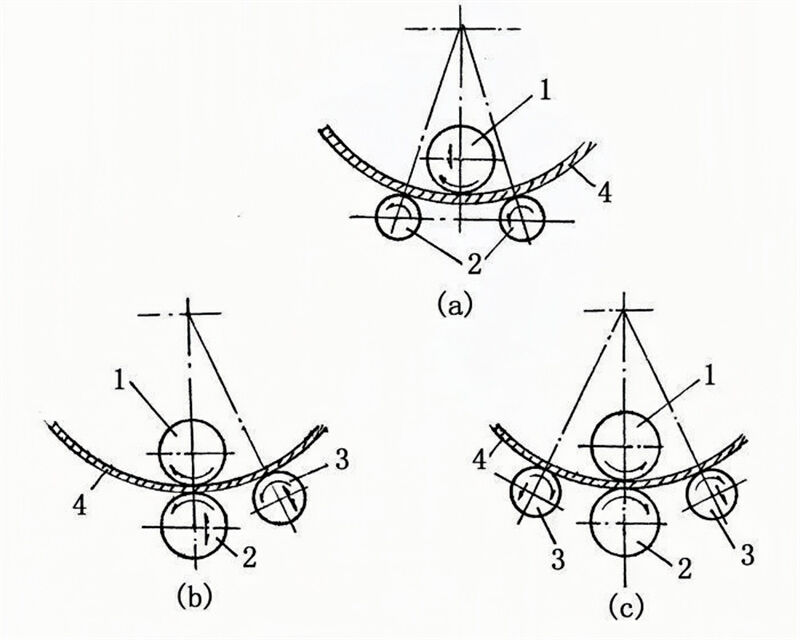
Stroj za mehansko zavijanje s tremi valci je razdeljen na dva tipa: simetrični stroj za zavijanje s tremi valci in asimetrični stroj za zavijanje s tremi valci. Pri simetričnem stroju za zavijanje s tremi valci je en valc postavljen zgoraj, druga dva pa so simetrično poravnana spodaj. Nasprotno pa ima asimetrični stroj za zavijanje s tremi valci neuskladitev, kjer je na eni strani dva valca, na drugi strani pa le en.
Razlika med strojem za ukrivljanje plošč z štirimi vali in tem, leži v glavnem pogonskem mehanizmu, ki je povezan s zgornjimi vali prek reduktorja in križnega spojnega črpa, da zagotovi moment za ukrivljeno ploščo. Spodnji vali so načrtovani za navpično gibanje in so povezani prek reduktorja in črpanca (ali konusnega črpala), kar omogoča stiskanje plošče in tako omogoča mehansko prenosnost. Poleg tega so stranski vali postavljeni po obeh straneh spodnjih valov in so sposobni poševnega gibanja po režu, pogojenega s nitnim črpancem (ali konusnim črpancem). Stroj za ukrivljanje plošč z štirimi vali ima dva vala na vrhu in dva spodaj, pri čemer so vsi štiri delovni vali opremljeni s dinamičnimi nosilci.
Vendar pa razlika v številu valov vodi do različnih korakov mehanizmov med stroji za ukrivljanje z tremi in štirim vali.
Vrsta obdelave
Stroj za zavijanje plošč s tremi vali je sposoben proizvoditi cilindrične in zakrivljene kovinske plošče. Njegova delovanja vključuje vertikalno gibanje dveh spodnjih valov, ki sta središčno in simetrično postavljeni. To vertikalno gibanje se doseže z visalko in mehanskim pogonom s črpanjem. Vrtenje spodnjih valov je napoganjeno z motorjem, in moment se prenese na zavijano ploščo skozi spoj izhodnega kolesa prenosnika s spodnjim valnim kolesom. Končki plošč potrebujejo predzavijanje, katerega omogočitev je mogoče doseči z dodatnim opremum.
Stroj za zavijanje plošč s štirimi vali je namenjen zavijanju in oblikovanju kovinskih plošč. Je sposoben proizvoditi cilindrične, zakrivljene in stožčaste komponente v določenem razsežnem obsegu. Ta stroj vsebuje tudi funkcijo predzavijanja za končke plošč, kar pomeni minimalne ostanke ravnih robov, ter lahko približno ravnajo kovinske plošče.

Stopnja avtomatizacije
Stroj za valčanje s tremi valci ima nadzorno sistem z gumbi, medtem ko je stroj za valčanje s štirimi valci opremljen s tipkovno ploščo in CNC sistemom, ki omogoča programabilne operacije. Digitalni nadzor omogoča eno postopno oblikovanje, s možnostmi vizualnega vnosа na tipkovno ploščo, ureditve delovnih korakov in shranjevanja do 500 podatkovnih skupin. Elektronski uravnotežni sistem, integriran z EPS, zagotavlja, da se premik valov izvaja vzporedno z tolerance 0,15 mm. Sistem podpira človeško-strojni vmesnik, samodejno zaznavanje napak in inteligentno prepoznavanje operacijskih napak. Valčasti vali kažejo odlično kroglost in visoko ravnotost. Vsi premiki so hidravlično pogonomljeni.
Valovi so načrtani tako, da se gibljejo po ravnih črtah znotraj vodilnih reči, kar omogoča zmanjšanje razdalje med središčema na obeh straneh valov in dosego natančnega valjenja. Robasta ogrodja, ki so debela in sposobna vsebovati srednje do velikih valov, so toplogeno kot enota, da se odstranijo napetosti in se prepreči deformacija. Valovi so izdelani kot ena celina, podvrženi so procesu otopine in so združljivi z ročnim in avtomatiziranim načinom delovanja.


Način izvažanja
Tri vali zahtevajo ročno odstranitev, kar pomeni, da je potrebno ročno odstraniti obdelano delo. V nasprotju s tem so štirje vali opremljeni z gumbi za nadzor, kar omogoča enostavno in hitro odstranitev, ki je znatno hitrejša kot pri treh valih.

Oblika gibanja valov
Tri-rolnih asimetričnih strojev za zavijanje plošč je opremljen s zgornjo roljo, ki služi kot glavni pogonski mehanizem. Spodnja rolja se lahko premika navpično, da zaključi ploščo, in vključi z gredo zgornje rolje, da omogoči glavno pogonsko funkcijo. Bočna rolja je načrtovana za poševne in dvigalske dejavnosti, kar omogoča predognivevanje in zaokroževanje. V nasprotju s tem imajo tri-rolne simetrične stroje za zavijanje plošč zgornje rolje postavljene simetrično nad dvema spodnjima roljama, ki izvajata navpične dvigalske gibanja skozi visalice in glavne škrube pogonskega mehanizma. Dvema spodnjima roljama je zadolženo za vrtenjska gibanja, kjer jih pogona izhodna gred redukterja, ki se vključi z gredo spodnje rolje, da ustvari potrebno točnost za zavijanje plošč.
Obe vrsti delujeta na načelu trih točk fiksiranega kroga, ki prilagaja volčnim sistemom z različnimi polmeri. Vseeno pa ponuja štirikotna ploščasta valjarna naprava boljše možnosti za predohrbenje ravnih robov in dosego bolj natančne kalibracije krožnega profila v primerjavi s svojim trikotnim protislikom.
Način napajanja
Večina trikotnih valjar je mehanizirana; vendar obstajajo tudi hidravlične valjar. Zaslužno je poudariti, da so vsi štirikotni valjar hidravličnega tipa. Mehanizirana simetrična trikotna ploščasta valjarna naprava ima konstruktivni načrt, kjer je zgornji val simetrično postavljen med dva spodnja vala. Ta zgornji val izvaja navpične dvigane gibanje preko premika z kosino, ki jo gonimo s posredovanjem enostavnega zobeza glavnega reduktorja. Dva spodnja vala se gibata v rotacijskem gibanju skozi zobečo povezavo, ki jo gonimo s glavnim reduktorjem, da zagotovijo potrebno točnost za valjanje plošč.
Ravne kovinske plošče so obdelovane skozi tri delovna valčka — dva spodnji valčki in enega zgornjega valčka — kjer zgornji valček izvaja navzdol pritisk, medtem ko se spodnji valčki vrtijo. Ta dejanje podreja kovinsko ploščo večkratnim zveznim obojim, kar pripelje do trajne plastne deformacije in oblikuje ploščo v želeno cilindrično, stožično ali druge navedene oblike. Slaba stran stroja za mehansko obogibanje plošč s tremi valčki je, da morajo robove plošče predhodno obognati z dodatnim opremamladjo.
Hidravlični stroj za obogibanje plošč s simetrično strukturo treh valčkov uporablja tudi simetrično strukturo treh valčkov. V tem načrtu je zgornji valček postavljen simetrično med dva spodnja valčka in je sposoben vertikalnih dvigalnih gibanj zaradi dejstva hidravlične olje vnoter v hidravličnem valju. Dva spodnja valčka sta pogona, da se vrtita prek končnega zobeza glavnega redukterja, s čimer zagotavjata moment za proces obogibanja.
Ravne kovinske plošče so obdelovane skozi tri delovna valca – dva spodnja valca in enega zgornjega valca – kjer zgornji valec izvaja navzdolno tlakovanje, medtem ko se spodnji valci vrtijo. Ta dejanje podreja kovinsko ploščo večkratnim zveznim obojim, kar pripelje do trajne plastne deformacije in oblikovanju plošče v želeno cilindrično, stožčasto ali druge navedene oblike. Slaba stran hidravlične simetrične strojnike s tremi valci je, da zahtevajo predhodno obojivo robov plošče z dodatnim opremum. Takšen tip stroja je posebej primern za valjenje plošč debeline presegajoče 50 mm. Dizajn stroja za velike plošče vključuje dodaten vrstjo fiksiranih valcev na dveh spodnjih valcev, kar skrati razdaljo med njimi. Ta sprememba poveča natančnost valjenega delavec in skupno učinkovitost stroja.
Stožarska strojna oprema s štirimi vali je hidravličnega tipa, kjer služi zgornji val kot glavni pogon. Ta zagreva ploščo prek izhodnega kolesa reduktorja, ki se spoji z kolesom zgornjega vala. Spodnji val je sposoben vertikalnih gibov zdiganja, ki jih vodi hidravlično olje, delujoče na pisnico znotraj hidravličnega cilindra, za stiskanje plošče. Poleg tega so stranski valovi po obeh straneh spodnjega vala načrtani za naklonjene gibanjezdolž rešetke, ki jo prenese vrtni čembar skozi nižo. Prednost stroja leži v možnosti opravljanja predogniva in zaokroževanja plošč na isti aparaturi.

Delovna učinkovitost
Učinkovitost strojev za uvojnico s tremi valci je pogosto nižja zaradi mehanske narave opreme in potrebe po ročnem vmesu v različnih postopkih, kar posledično zmanjša skupno proizvodnost. V nasprotju pa stroji za uvojnico s štirimi valci, opremljeni z hidravličnimi sistemi in CNC (Computer Numerical Control) tehnologijo, prikazujejo znatno višjo motorno obdelovalno učinkovitost in, tako da, boljšo skupno delovno učinkovitost. Izstopni tempo iz štirivalčnih strojev je tudi očitno večji kot iz njihovih tri-valčnih protiparnikov.
Natančnost obdelave
Natančnost obdelave stroja za uvojnico s tremi valci je splošno zadovoljiva in sposobna izpolniti osnovne zahteve večine proizvodnih enot; natančnost obdelave stroja za uvojnico s štirimi valci je boljša, kar omogoča izdelavo stožcev in drugih posebnih oblik delov.


Primerjava cen
Ko primerjamo modele, je očitno, da je cena stroja za valjenje z tremi valci tipično nižja kot cena stroja za valjenje s štirimi valci. Ta razlika izvira iz dejstva, da je natančnost in učinkovitost stroja za valjenje z tremi valci splošno slabša od tistih stroja za valjenje s štirimi valci. Če je frekvenca uporabe stroja relativno nizka in so zahtevki po natančnosti delovnih kosov nezadosteni, je smiselno izbrati cenovno bolj pristopnega stroja za valjenje z tremi valci. V nasprotnem primeru, če pa zahteve produktnih specifikacij zahtevajo višjo stopnjo natančnosti, je stroj za valjenje s štirimi valci, kljub višji ceni, ekonomsko bolj prednostna izbira.

Valjne stroje so na voljo v različnih modelih, vsak s lastno strukturno sestavo in zmogljivostmi. Prospektivni kupci valjnih strojev bi morali poskusiti razumeti razlike med temi modeli. Zelo je pomembno, da se izognemo katerikršnim napakam med procesom nakupa. Če tega ne storimo, lahko pridobimo stroj, ki ne zadošča našim delovnim zahtevam, kar ovira njegovo optimalno uporabo in morebiti vodi do številnih težav v delovnem postopku.
O Garyju Olsonu
Kot posvečen avtor in urednik za JUGAO CNC se osredotočam na izdelavo smiselnih in praktičnih vsebin, prilagojenih za industrijo delavine iz kovin. S leti izkušenj v tehničnem pisanju ponujam tematsko napisane članke in vodnice, ki pomagajo proizvajalcem, inženirjem in strokovnjakom, da ostanjo obveščeni o najnovejših inovacijah v obdelavi listne kovine, vključno s CNC lomalnicami, hidravličnimi tlaki, šearskimi stroji in drugim.

